托盘辊印成型机的制作方法
1.本实用新型涉及饼干曲奇生产机械领域,尤其一种托盘辊印成型机。
背景技术:
2.曲奇和饼干生产工艺中,辊印成型机是其中一种主要机械,喂料辊和模具辊对面团加工成饼坯后,通过输送带传送至下工序,但下工序承接输送带传送的饼坯时,经常出现不同步,不协调现象,影响生产效率。
3.为了克服以上技术问题,本实用新型提供托盘辊印成型机,下工序承接输送带的饼坯时,实现同步承接,提高生产效率。
4.本实用新型解决其技术问题采用的技术方案是:一种托盘辊印成型机,包括:安装有电子系统的机架,安装于机架的喂料辊、模具辊、脱模辊、输送带动力辊、送盘动力轴,其特征在于电子系统控制有第一电机和第二电机,第一电机同步传动喂料辊、模具辊以及送盘动力轴,第二电机传动输送带动力辊;
5.喂料辊和模具辊压面团成饼坯,输送带动力辊传动连接有输送带,输送带传动脱模辊,脱模辊挤压饼坯脱离模具辊,输送带传送饼坯,送盘动力轴连接有送盘链条,送盘链条传送有托盘,托盘承接输送带的饼坯。
6.其技术效果:
7.1、上工序的喂料辊和模具辊和下工序的送盘动力轴同步运动,保证两工序间的连贯承接;输送带动力辊传动脱模辊与输送带同步运动,脱模辊挤压饼坯脱离模具辊后,输送带传送饼坯,保证连续运动的协调性。
8.2、喂料辊和模具辊面团成形饼坯工序,脱模辊和输送带配合的传送饼坯工序,送盘动力轴传送托盘承接饼坯工序,通过电子系统协调时间差,避免不协调不同步的情况,提高生产效率。
9.进一步地,所述喂料辊与模具辊置于机架的上部作相对布置,第一电机安装于喂料辊内,喂料辊与模具辊通过齿轮传动,喂料辊与模具辊作相对旋转,送盘动力轴置于机架下部,第一电机通过链条传动送盘动力轴。
10.其技术效果:模具辊辊体表面有成形凹模,喂料辊挤压面团至模具辊上。
11.进一步地,所述机架安装有脱模刮刀装置,脱模刮刀装置有脱模刮刀,脱模刮刀延伸至喂料辊和模具辊之间。
12.其技术效果:喂料辊挤压面团至模具辊上,脱模刮刀把多余的面皮刮落,使面团形成饼坯。
13.进一步地,所述机架前部安装有输送带架,脱模辊安装于模具辊下方,第二电机置于输送带架和脱模辊之间。
14.进一步地,所述输送带材质为帆布,输送带经过第二电机后侧向脱模辊延伸,输送带缠绕脱模辊输送带经过脱模辊延伸至输送带架后部,输送带经过输送带架后部,输送带沿输送带架上侧向输送带架前部延伸,输送带经过输送带架前部,输送带沿输送带架下侧
向输送带架后部延伸,输送带第二次经过输送带架的后部,输送带向第二电机前侧延伸,输送带与第二电机前侧连接,输送带形成闭合循环。
15.其技术效果:第二电机传动输送带向前运动,脱模辊自身不配有动力,输送带运动时带动脱模辊运动。
16.进一步地,所述脱模辊与模具辊相对安装,输送带经脱模辊的后侧延伸至脱模辊的上部,输送带穿过脱模辊与模具辊之间向输送带架上部延伸,输送带带动脱模辊向上运动。
17.其技术效果:喂料辊挤压面团至模具辊成饼坯后,饼坯一面与模具辊相沾,输送带动脱模辊向上运动,在脱模辊的挤压力作用下,输送带与饼坯另一面相沾,输送带带出饼坯脱离模具辊,输送带向前传送饼坯。
18.进一步地,所述机架安装有气动张紧装置,气动张紧装置置于第二电机和脱模辊之间,输送带与气动张紧装置相连。
19.其技术效果:气动张紧装置使输送带自动保持合理的松紧度。
20.进一步地,所述机架中部有托盘输送架,送盘链条安装于托盘输送架内,送盘链条安装有拨杆,拨杆推动托盘向前传送。
21.其技术效果:第一电机传动送盘动力轴,送盘动力轴传动送盘链条,送盘链条上的拨杆推动托盘,托盘置于托盘输送架上侧,托盘沿托盘输送架向前运动,托盘到达输送带架前部的下方承接饼坯。
22.进一步地,所述送盘链条置于托盘输送架形成闭合环循环,拨杆沿送盘链条等距布置。
23.进一步地,所述机架后侧有托盘堆叠架,托盘堆叠架置于托盘输送架上方,托盘堆叠架放置托盘。
24.其技术效果:托盘堆叠架放置多个托盘,托盘自动下落至托盘堆叠架最低层,送盘链条上的拨杆向前运动带出托盘脱离托盘堆叠架,拨杆沿送盘链条等距布置,使托盘间连续有序向前传送。
25.进一步地,所述机架上部有料斗机架前部有接盘架,接盘架置于托盘输送架前端,输送带安装有清洁刮刀。
26.其技术效果:料斗为机架的进料口,接盘架为连接下工序的支架,清洁刮刀清洁输送带的料渣。
27.以上各进一步均为一个示例,各个示例既可以单独作为一个实施例,也可以在保证不矛盾的前提下,各示例任意组合构成组合式实施例。
附图说明
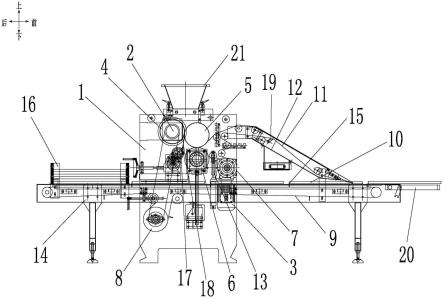
28.图1为本实用新型的整体示意图。
29.附图中符号说明:
30.机架1第一电机2第二电机3喂料辊4模具辊5脱模辊6输送带动力辊7送盘动力轴8送盘链条9托盘10输送带11输送带架12气动张紧装置13托盘输送架14拨杆15托盘堆叠架16脱模刮刀装置17脱模刮刀18清洁刮刀19接盘架20料斗21电子系统(图无显示)
具体实施方式
31.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制,相反,本实用新型的实施例包括落入所附加权利要求书的精神和内涵范围内的所有变化、修改和等同物。
32.如图1所示,本实施例的托盘辊印成型机,包括安装有电子系统(图无显示)的机架1,安装于机架1的喂料辊4、模具辊5、脱模辊6、输送带动力辊7、送盘动力轴8,电子系统(图无显示)控制有第一电机2和第二电机3,第一电机2同步传动喂料辊4、模具辊5以及送盘动力轴8,第二电机3传动输送带动力辊7;喂料辊4和模具辊5压面团成饼坯,输送带动力辊7传动连接有输送带11,输送带11传动脱模辊6,脱模辊6挤压饼坯脱离模具辊5,输送带11传送饼坯,送盘动力轴8连接有送盘链条9,送盘链条9传送有托盘10,托盘10承接输送带11的饼坯;喂料辊4与模具辊5置于机架1的上部作相对布置,第一电机2安装于喂料辊4内,喂料辊4与模具辊5通过齿轮传动,喂料辊4与模具辊5作相对旋转,送盘动力轴8置于机架1下部,第一电机2通过链条传动送盘动力轴8;机架1安装有脱模刮刀装置17,脱模刮刀装置17有脱模刮刀18,脱模刮刀18延伸至喂料辊4和模具辊5之间,喂料辊4挤压面团至模具辊5上,脱模刮刀18把多余的面皮刮落,使面团形成饼坯;机架1前部安装有输送带架12,脱模辊6安装于模具辊5下方,第二电机3置于输送带架12和脱模辊6之间;输送带11材质为帆布,输送带11经过第二电机3后侧向脱模辊6延伸,输送带11缠绕脱模辊6,输送带11经过脱模辊6延伸至输送带架12后部,输送带11经过输送带架12后部,输送带11沿输送带架12上侧向输送带架12前部延伸,输送带11经过输送带架12前部,输送带11沿输送带架12下侧向输送带架12后部延伸,输送带11第二次经过输送带架12的后部,输送带11向第二电机3的前侧延伸,输送带11与第二电机3前侧连接,输送带11形成闭合循环,第二电机3传动输送带11向前运动,脱模辊6自身不配有动力;脱模辊6与模具辊5相对安装,输送带11经脱模辊6的后侧延伸至脱模辊6的上部,输送带11穿过脱模辊6与模具辊5之间向输送带架12上部延伸,输送带11带动脱模辊6向上运动;机架1安装有气动张紧装置13,气动张紧装置13置于第二电机3和脱模辊6之间,输送带11与气动张紧装置13相连,气动张紧装置13使输送带11自动保持合理的松紧度;机架1中部有托盘输送架14,送盘链条9安装于托盘输送架14内,送盘链条9安装有拨杆15,拨杆15推动托盘10向前传送,送盘链条9置于托盘输送架14形成闭合环循环,拨杆15沿送盘链条9等距布置;机架1后侧有托盘堆叠架16,托盘堆叠架16置于托盘输送架14上方,托盘堆叠架16放置托盘10;机架1上部有料斗21,机架1前部有接盘架20,接盘架20置于托盘输送架14前端,输送带11安装有清洁刮刀19。
33.面团从料斗21进入,第一电机2传动喂料辊4和模具辊5相对旋转,模具辊5辊体表面有成形凹模,喂料辊4挤压面团至模具辊5成饼坯,同时第一电机2传动送盘动力轴8,送盘动力轴8传动送盘链条9,托盘10自动下落至托盘堆叠架16最低层,送盘链条9上的拨杆15向前运动带出托盘10脱离托盘堆叠架16,多个托盘10连续且有序向前传送;
34.喂料辊4挤压面团至模具辊5成饼坯后,饼坯一面与模具辊5相沾,第二电机3传动输送带动力辊7,输送带动力辊7传动输送带11向前运动,输送带11对脱模辊6产生向上作用力,在脱模辊6向上挤压下,输送带11与饼坯另一面相沾,输送带11带出饼坯脱离模具辊5,
输送带11向前传送饼坯,输送带11传送饼坯至输送带架12前部,托盘10到达输送带架12前部的下方承接饼坯。
35.喂料辊4和模具辊5面团成形饼坯工序,脱模辊6和输送带11配合的传送饼坯工序,送盘动力轴8传送托盘10承接饼坯工序,通过电子系统(图无显示)协调时间差,避免不协调不同步的情况,提高生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1