一种提高益生菌成活的冻干粉工艺的制作方法
本发明涉及冻干粉工艺,尤其涉及一种提高益生菌成活的冻干粉工艺。
背景技术:
1、益生菌是指对宿主有益的微生物,益生菌可以通过改善肠道菌群平衡而对动物产生有利影响的微生物制剂。益生菌不仅可添加到各种食品中,通过消化道产生有益功效,还可以外用于泌尿、皮肤等存在固有菌群的系统。益生菌主要功能在于改善微生物和酶的平衡或刺激特异性和非特异性免疫,从而保持肠道正常菌群平衡,抑制有害菌和有害物质,提高免疫力,缓解乳糖不耐症,降低胆固醇等。
2、申请号为cn202111591209.6的专利文献公开了一种具有高活菌数的益生菌冻干粉,所述益生菌冻干粉是将包括益生菌、活性添加剂以及水溶性膳食纤维的原料进行真空冷冻干燥后得到;所述活性添加剂为乳果糖,海藻酸钠的凝胶复合物。本发明提供的具有高活菌数的益生菌冻干粉,该益生菌冻干粉提高了益生菌冻干粉在冷冻干燥后的活菌数,保证益生菌粉的保健功能。
3、但是,在实际使用过程中,发明人发现益生菌在制备、贮存、运输等过程中易受到环境条件的影响,其存活率常常较低,从而降低了益生菌产品的效果和品质的问题。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,通过设置优化益生菌的预处理和冻干粉工艺,能够提高益生菌的成活率和稳定性,从而解决了益生菌存活率低的技术问题。
2、针对以上技术问题,采用技术方案如下:一种提高益生菌成活的冻干粉工艺,包括:
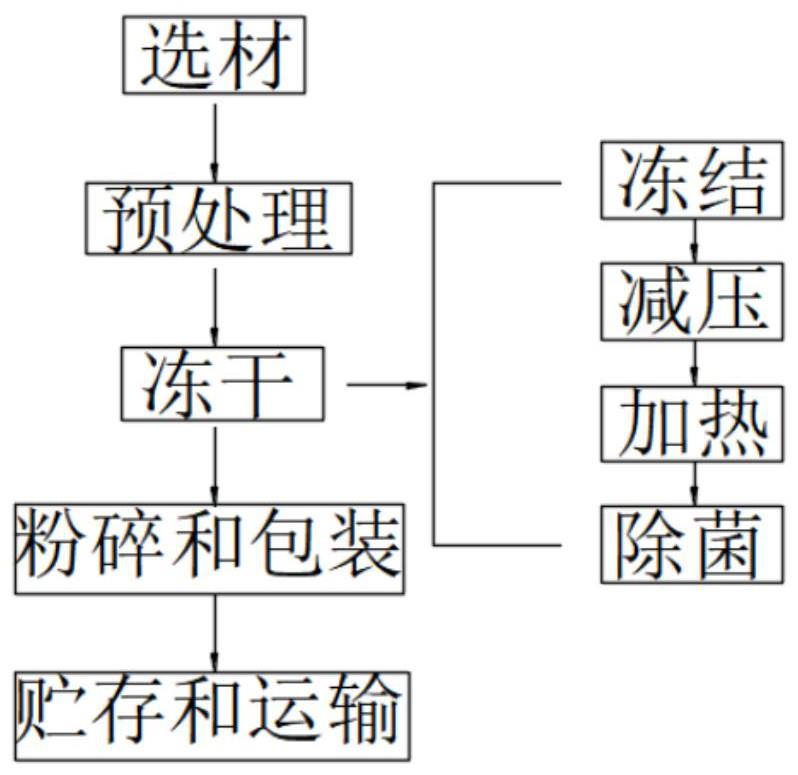
3、步骤一:选材,选择合适的益生菌菌株,可以根据目标产品和应用需求选择适合的益生菌菌株;
4、步骤二:预处理工序,将益生菌菌株进行预处理,以提高其耐受性和成活率;预处理方法可以包括适宜的培养基和培养条件;
5、步骤三:冻干工序,将预处理后的益生菌菌株进行冻干处理;
6、步骤四:粉碎和包装工序,将冻干的益生菌菌株进行粉碎处理,得到冻干粉;随后,将冻干粉进行无菌包装;
7、步骤五:贮存和运输工序,将包装好的冻干粉存放在低温和干燥的环境条件下,以保持益生菌的活性和稳定性,在运输过程中,采取适当的保护措施,防止冻干粉受潮和受损。
8、作为优选,所述冻干工序包括以下几个关键步骤:
9、冻结:将益生菌菌株冷冻至低温-20℃至-80℃,使其形成冰晶;减压:将冷冻的益生菌菌株置于真空环境下进行一级减压和二级减压,使冰晶从固态直接转变为气态,即升华;加热:在减压的同时加热冷冻的益生菌菌株,以提高升华速率和促进水分脱离,从而保留益生菌的活性;除菌:在冻干过程中,将氧化氢杀菌剂与益生菌菌株混合均匀分布,以确保冻干粉的无菌性。
10、作为优选,所述一级减压在初期减压阶段将压力降低到0.1-10 mbar之间,使冰晶升华,将水分从固态转变为气态,并从冻干物中脱离出来,二级减压在初级减压后进行,减压范围在0.01-1 mbar之间。
11、作为优选,所述加热步骤中,冷冻的益生菌菌株在减压的同时加热,温度范围为-20°c至+30°c。
12、作为优选,所述步骤一中,选择从10^6 cfu/g到10^10 cfu/g的益生菌菌株数量范围。
13、作为优选,所述步骤二中包括:选择碳源、氮源、矿物质和维生素来作为培养基成分,将培养ph环境设置在4.5到8.5之间,温度为37℃,培养时间为24小时。
14、作为优选,所述步骤四中,得到的冻干粉大小颗粒规格为粗颗粒:直径范围在100-1000微米之间;中等颗粒:直径范围在10-100微米之间;细颗粒:直径范围在1-10微米之间。
15、作为优选,所述步骤四中选择无菌袋确保包装材料经过消毒和无菌处理且使用螺口盖无菌封口方法,在无菌操作室中进行包装操作使用螺口盖无菌封口方法。
16、作为又优选,所述步骤五中包装容器内部添加有泡沫颗粒、泡沫垫,以减轻震动和冲击对冻干粉的影响。
17、本发明的有益效果为:
18、(1)本发明中通过优化益生菌的预处理和冻干粉工艺,能够提高益生菌的成活率和稳定性,该工艺能够最大限度地保留益生菌的活性和功能,提高益生菌产品的效果和品质,此外,本发明的工艺简单易行,可应用于大规模生产,适用于各种益生菌制备和产品开发。
19、综上所述,该工艺具有提高益生菌成活的冻干粉的保质期和稳定性的优点,尤其适用于益生菌产品制备和应用的技术领域。
技术特征:
1.一种提高益生菌成活的冻干粉工艺,其特征在于,包括:
2.根据权利要求1所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述冻干工序包括以下几个关键步骤。
3.根据权利要求2所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述一级减压在初期减压阶段将压力降低到0.1-10 mbar之间,使冰晶升华,将水分从固态转变为气态,并从冻干物中脱离出来,二级减压在初级减压后进行,减压范围在0.01-1 mbar之间。
4.根据权利要求2所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述加热步骤中,冷冻的益生菌菌株在减压的同时加热,温度范围为-20°c至+30°c。
5.根据权利要求1所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述步骤一中,选择从10^6 cfu/g到10^10 cfu/g的益生菌菌株数量范围。
6.根据权利要求1所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述步骤二中包括:选择碳源、氮源、矿物质和维生素来作为培养基成分,将培养ph环境设置在4.5到8.5之间,温度为37℃,培养时间为24小时。
7.根据权利要求6所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述碳源的浓度在0.8%到2.0%之间,氮源的浓度控制在0.2%到1.0%之间,矿物质和微量元素的浓度在0.05%到0.3%之间,维生素的浓度范围在0.001%到0.01%之间。
8.根据权利要求1所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述步骤四中,得到的冻干粉大小颗粒规格为粗颗粒:直径范围在100-1000微米之间;中等颗粒:直径范围在10-100微米之间;细颗粒:直径范围在1-10微米之间。
9.根据权利要求1所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述步骤四中选择无菌袋确保包装材料经过消毒和无菌处理且使用螺口盖无菌封口方法,在无菌操作室中进行包装操作使用螺口盖无菌封口方法。
10.根据权利要求1所述的一种提高益生菌成活的冻干粉工艺,其特征在于,所述步骤五中包装容器内部添加有泡沫颗粒、泡沫垫,以减轻震动和冲击对冻干粉的影响。
技术总结
本发明涉及一种提高益生菌成活率的冻干粉工艺,目前,益生菌在制备、贮存和运输过程中易受到环境条件的影响,导致成活率低,降低了益生菌产品的效果和品质,为此,本发明提出了一种工艺,通过优化预处理和冻干步骤来提高益生菌的成活率和稳定性,具体步骤包括选择合适的益生菌菌株、预处理、冻干、粉碎和无菌包装、贮存和运输,通过这种工艺,益生菌的活性和功能得到最大程度的保留,提高了益生菌产品的效果和品质,该工艺简单易行,适用于大规模生产和各种益生菌制备和产品开发,这种工艺具有提高益生菌成活的冻干粉的保质期和稳定性的优点,适用于益生菌产品制备和应用的技术领域。
技术研发人员:罗京,杨亚平,董扬子
受保护的技术使用者:安徽济生元药业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!