一种自旋转挂浆方法及装置
本发明涉及食品加工领域,尤其涉及一种自旋转挂浆方法及装置。
背景技术:
1、食品挂浆是一种食品加工的方式,一般是油炸前的工序,例如炸鱼和炸鸡块,会先在油炸食品上裹上一般以蛋液与面粉为主制作的浆液,再进行油炸,在批量食品加工时,食品的挂浆由挂浆机器取代人工挂浆;
2、例如授权公告号为cn104000222b的专利公开的一种利用禽类骨肉制备的脆骨肉酥速冻食品的生产方法,该脆骨肉酥速冻食品利用禽类的碎胸软骨、腿肉和/或胸肉为原料,在绞肉机内将原料用直径10mm的网板绞切得到肉丁,再将肉丁倒入氮气混合机内并加入辅料与调味料;然后利用成型机将低温的肉糜挤压成型,再通过挂浆、裹粉或裹屑、预炸、速冻、包装、金属检测、装箱、入库即得到所述脆骨肉酥速冻食品;目前常用的挂浆方式是通过网带输送带输送食品到汁液槽内进行挂浆,还通过喷淋头进行配合喷淋挂浆;
3、然而此方式存在一些问题,首先用喷淋头喷淋挂浆,对于以蛋液与面粉为主制作的浆液,这种浆液粘稠度高,这样才能保证与食品粘黏,这就导致喷淋挂浆不可取,喷淋压力小,粘稠的浆液极易造成喷淋头堵塞,喷淋压力大会导致浆液太过分散,需要长时间喷淋才能达到挂浆效果,而用浸入浆液池的方式挂浆,可以避免这个问题,但是由于食品的外形各不相同,尤其是带骨的鸡块这种,表面不均匀,浸入挂浆会导致部分位置挂浆厚,部分位置挂浆薄,挂浆不均匀的问题,并且在批量食品加工时,所用浆液量大,不同批次的浆液由于原材料批次的因素会导致粘稠度会有些许差别,而目前挂浆机中的输送带都是匀速的,无法随着浆液的不同进行调整,也会影响批量挂浆均匀度。
技术实现思路
1、(一)发明目的
2、有鉴于此,本发明的目的在于提出一种自旋转挂浆方法及装置,以实现在输送物体进行挂浆时,物体能自转,利用其惯性让浆液均匀铺满物体,并且根据挂浆均匀度的变化,实时调整输送速度,改善挂浆均匀度。
3、(二)技术方案
4、为达到上述技术目的,本发明提供了一种自旋转挂浆方法及装置:
5、其包括挂浆机构,所述挂浆机构包括第一输送带和对第一输送带进行导向的导向框,所述导向框上装配有驱动第一输送带滚动的驱动组件;
6、第一输送带包括环带和均匀固定在环带上的托辊组件,所述托辊组件包括光筒、滚子和尾筒组成的外辊筒,所述滚子的两端分别与光筒和尾筒转动连接,外辊筒内转动连接有用于连接环带并使滚子自转的内辊,所述滚子对输送的物体进行驱动使其自转;
7、所述挂浆机构的两端分别装配有输送物体并获取输送的物体重量值的第一输送组件和第二输送组件;
8、所述挂浆机构上装配有控制单元,所述控制单元根据第一输送组件和第二输送组件分别获取的两个重量值计算得出重量比,根据重量比判定挂浆均匀度,根据挂浆均匀度判定生成调速指令,根据调速指令控制驱动组件调整第一输送带的滚动速度。
9、优选地,所述滚子与光筒和尾筒呈倾斜排布,所述滚子与内辊的外表面相抵。
10、优选地,所述环带的外表面均匀固定有连接耳,所述内辊的两端与连接耳固定连接,所述环带的内表面固定有第一齿条。
11、优选地,所述导向框包括内托框和限位框,所述环带位于内托框和限位框之间,所述环带与内托框滑动密封连接,且所述第一齿条穿过内托框中部,所述连接耳与限位框相抵,所述内托框为封闭的环形,在环形的所述内托框上设有凹槽。
12、优选地,所述尾筒背离滚子的一面固定有传动齿环,所述内托框上固定有第二齿条,所述传动齿环与第二齿条啮合。
13、优选地,所述导向框上装配有对导向框进行支撑的支撑架,所述内托框与限位框皆固定在支撑架上,所述导向框上装配有围板组件;
14、所述围板组件包括托板和侧板,所述托板与侧板皆固定在内托框上,所述托板配合凹槽形成用于盛放浆液的盛液槽。
15、优选地,所述驱动组件包括第一伺服电机、传动轴和传动齿轮,所述第一伺服电机固定在支撑架上,所述第一伺服电机的输出端与传动轴相连接,且所述传动轴的另一端与支撑架转动连接,所述传动齿轮固定在传动轴上,所述传动齿轮与第一齿条啮合。
16、优选地,所述第一输送组件包括挡板、第二输送带、第二伺服电机、连接架和传动辊,所述第二输送带通过传动辊与挡板活动连接,所述第二伺服电机固定在挡板上,且所述第二伺服电机的输出端与传动辊相连,所述挡板通过连接架与限位框固定连接。
17、优选地,所述第一输送组件还包括:
18、称重传感器,所述称重传感器固定在挡板上,所述称重传感器用于获取第二输送带上输送的物体重量值;
19、计数传感器,所述计数传感器固定在挡板上,所述计数传感器用于对第二输送带上输送的物体进行计数;
20、所述第二输送组件与第一输送组件的结构相同。
21、优选地,所述控制单元包括:
22、编号模块,所述编号模块对第一输送组件和第二输送组件获取的物体计数进行分别编号,所述编号模块对第一输送组件获取的物体计数编号标记为na,所述编号模块对第二输送组件获取的物体计数编号标记为nb,na与nb相同判定为同一件物体,其中na与nb皆为大于0的整数;
23、重量比计算模块,所述重量比计算模块根据na对应的重量值与nb对应的重量值计算得出重量比i,计算公式为:,其中ma为第一输送组件获取的重量值,mb为第二输送组件获取的重量值,其中ma和mb皆为大于0的数值;
24、挂浆均匀度判别模块,所述挂浆均匀度判别模块根据重量比检测挂浆均匀度,根据挂浆均匀度判定是否生成调速指令;
25、伺服驱动器,所述伺服驱动器根据调速指令控制第一伺服电机调速。
26、优选地,所述挂浆均匀度判别模块的检测方法包括:
27、获取挂浆物体的实时特征数据,实时特征数据包括重量比;
28、将挂浆物体的实时特征数据输入到挂浆均匀度判别模型中,获得挂浆均匀度;
29、基于挂浆均匀度,判定是否生成调速指令,调速指令包括第一调速指令和第二调速指令;
30、第一调速指令与第二调速指令均由伺服驱动器控制第一伺服电机执行;
31、挂浆均匀度判别模型的训练方式为:
32、对每组挂浆物体检测获取每组挂浆物体特征数据,将每组挂浆物体特征数据根据收集时的挂浆均匀度生成对应的实际标注,实际标注包括合格、挂浆过量与挂浆不足,挂浆均匀度为合格时,实际标注为1,当挂浆均匀度为挂浆过量时,实际标注为2,当挂浆均匀度为挂浆不足时,实际标注为3;将每组挂浆物体特征数据作为机器学习模型的输入,所述机器学习模型以对每组挂浆物体特征数据的预测标注为输出,以实际标注为预测目标,以最小化所有挂浆物体特征数据的预测准确度之和作为训练目标;直至预测准确度之和达到收敛时,停止训练并将训练得到的机器学习模型作为挂浆均匀度判别模型,挂浆均匀度判别模型为朴素贝叶斯模型或支持向量机模型的其中一种。
33、一种自旋转挂浆方法,其基于上述自旋转挂浆装置实现,所述方法包括:
34、s1,加入浆液,将浆液倒入盛液槽内;
35、s2,送料并称重,将需要挂浆的物体放在第二输送带上,通过第二伺服电机驱动传动辊转动,让第二输送带在传动辊上滚动,将该物体向挂浆机构输送,该物体通过称重传感器上方时,称重传感器称取到该物体的重量值,同时计数传感器进行一次计数,获取该物体的计数值;
36、s3,挂浆,该物体通过第一输送带的滚动将该物体向第二输送组件输送,通过驱动组件驱动环带带着托辊组件向第二输送组件移动的同时,外辊筒进行公转,外辊筒中滚子进行自转,滚子自转时对其上方的该物体施加与外辊筒轴线偏斜的力,使该物体在通过盛液槽的过程中进行自转,充分与浆液进行接触挂浆;
37、s4,甩浆促进均匀,挂浆完成后,该物体继续通过第一输送带向第二输送组件移动,移动过程中,该物体依然被托辊组件作用进行自转,使该物体表面浆液在惯性作用下均匀包裹在该物体上;
38、s5,排料并二次称重,该物体通过第一输送带送到第二输送组件上,通过第二输送组件继续向前送走该物体,并获取该物体挂浆后的重量值,同时获取该物体的计数值;
39、s6,实时调整,当通过挂浆均匀度判别模块输出挂浆均匀度为挂浆过量时,生成第一调速指令,所述伺服驱动器根据第一调速指令控制第一伺服电机单次加速;
40、当通过挂浆均匀度判别模块输出挂浆均匀度为挂浆不足时,生成第二调速指令,所述伺服驱动器根据第一调速指令控制第一伺服电机单次减速,改善挂浆均匀度。
41、从以上技术方案可以看出,本技术具有以下有益效果:
42、1:通过托辊组件与环带构成第一输送带,第一输送带在滚动输送时,托辊组件中外辊筒在公转的同时,滚子能自转,作用到滚子上方物体使物体转动,使物体表面浆液在惯性作用下均匀包裹在物体上。
43、2:通过在挂浆机构两侧安装有第一输送组件和第二输送组件检测通过物体挂浆前后的重量,根据重量比判定挂浆均匀度,挂浆均匀度发生变化后可以调整第一输送带输送速度,输送速度的改变,物体在第一输送带上转动速度也能改变,从而改善挂浆均匀度。
44、附图说明
45、为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
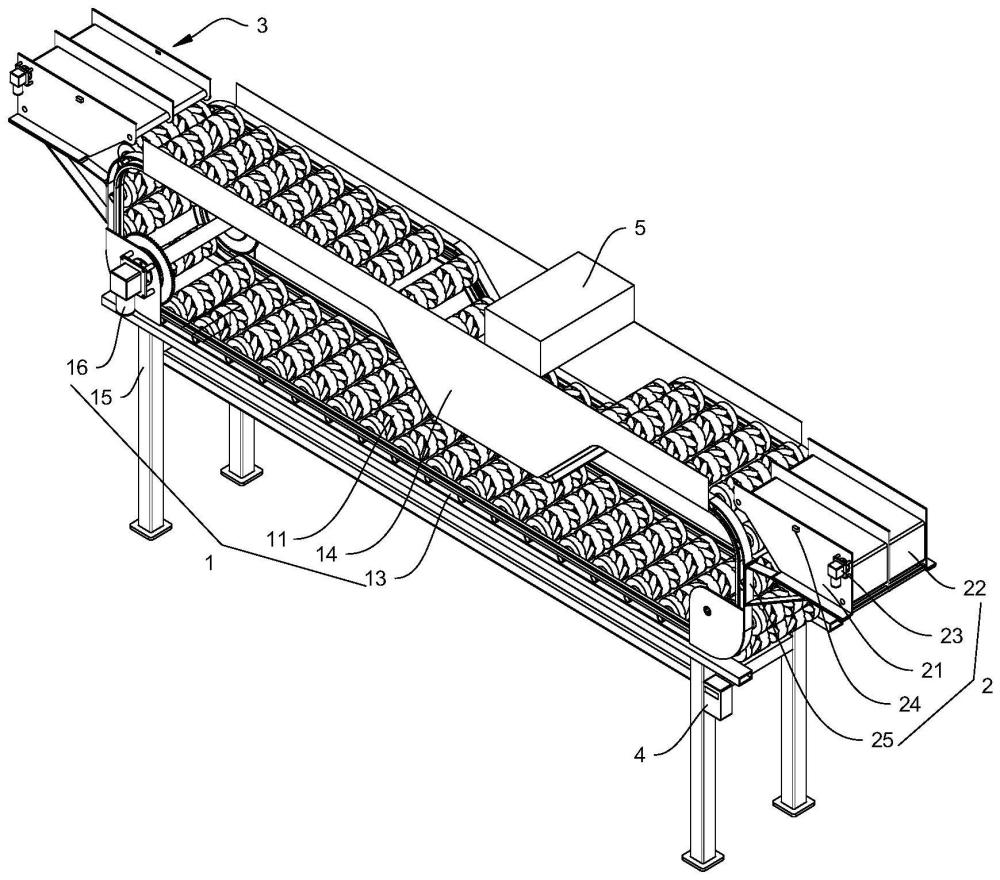
46、图1为本发明提供的一种自旋转挂浆装置实施例一的整体结构示意图;
47、图2为本发明提供的一种自旋转挂浆装置图1中挂浆机构的局部爆炸结构示意图;
48、图3为本发明提供的一种自旋转挂浆装置图2中环带的整体结构示意图;
49、图4为本发明提供的一种自旋转挂浆装置图2中导向框的局部结构示意图;
50、图5为本发明提供的一种自旋转挂浆装置图2中第二齿条的整体结构示意图;
51、图6为本发明提供的一种自旋转挂浆装置图2中托辊组件的整体结构示意图;
52、图7为本发明提供的一种自旋转挂浆装置图2中托辊组件的爆炸结构示意图;
53、图8为本发明提供的一种自旋转挂浆装置图1中第一输送组件的整体结构示意图;
54、图9为本发明提供的一种自旋转挂浆装置图2中驱动组件的整体结构示意图;
55、图10为本发明提供的一种自旋转挂浆装置图1中控制单元的剖视结构示意图;
56、图11为本发明提供的一种自旋转挂浆装置图1中托辊组件输送固体时的受力示意图;
57、图12为本发明提供的一种自旋转挂浆装置实施例二的正视示意图;
58、图13为本发明提供的一种自旋转挂浆装置实施例三托辊组件俯视示意图;
59、图14为本发明提供的一种自旋转挂浆装置实施例三托辊组件。
- 还没有人留言评论。精彩留言会获得点赞!