用于将连续幅材材料成形为条的方法和设备与流程
1.本发明涉及一种用于将连续幅材材料成形为条的方法和设备。确切地说,本发明涉及一种用于成形用于制造气溶胶生成制品的连续幅材材料的方法和设备。
背景技术:
2.气溶胶生成制品或其部件,例如过滤器滤嘴段或气溶胶冷却区段可以由例如纤维素或塑料幅材的连续幅材材料制造。归因于用于生产这些段的特殊材料,在处置此类幅材时,生产线中的一些处理步骤可提供额外挑战。举例来说,例如聚乳酸幅材等一些塑料材料趋向于在处置幅材后例如由于摩擦被加热。这可例如在幅材汇集时导致不规则折叠,从而降低将由幅材制造的产品的可再现性。
技术实现要素:
3.期望提供一种用于在气溶胶生成制品的生产中成形连续幅材材料的方法和设备。
4.根据本发明,提供了一种用于将连续幅材材料成形为条的方法。所述方法包括提供具有低于150摄氏度的玻璃化转变温度的连续幅材材料,以及借助于成形装置将连续幅材材料从平坦形状聚集成条形状。所述方法还包括提供冷却装置,所述冷却装置提供低于四摄氏度的温度,将成形装置的材料接触表面冷却到低于四摄氏度的表面温度,以及通过冷却的材料接触表面与连续聚集幅材材料接触来冷却连续聚集幅材材料。优选地,该方法包括将连续聚集幅材材料冷却到低于四摄氏度的材料温度,特别是在幅材材料与材料接触表面直接接触的情况下。
5.冷却装置可以是用于将材料接触表面冷却到低于四摄氏度,特别是低于零摄氏度的温度的任何装置。冷却装置可以是例如珀尔帖(peltier)元件或冷却流体。使用冷却流体在冷却中是非常有效的。使用珀尔帖元件是一种不必处理流体的简单的冷却方式。
6.优选地,冷却装置是流体温度低于四摄氏度,更具体地低于零摄氏度的冷却流体。
7.在聚集过程的最终条形成阶段(装饰)中,幅材材料与特别是固定成形装置之间的摩擦最高。在幅材材料过度冷却的情况下,基本上可以防止由于在成形装置中聚集时摩擦而导致的幅材材料的局部过热。
8.优选地,防止局部过热或至少将其降低到明显低于其熔融温度的幅材材料的温度。优选地,防止过热或将其降低到明显低于其玻璃化转变温度的幅材材料的温度。
9.优选地,将幅材材料冷却,使得幅材的温度保持在低于其玻璃化转变温度至少10摄氏度。更优选地,幅材材料的温度保持低于其玻璃化转变温度至少20摄氏度、至少40摄氏度或至少50摄氏度。如果幅材材料具有例如高于100摄氏度的玻璃化转变温度,那么当冷却时,所述幅材材料的温度优选地保持比其玻璃化转变温度低甚至超过50摄氏度。例如,如果在成形幅材材料时将幅材材料冷却到低于四摄氏度,则幅材材料的温度降低低于其玻璃化转变温度约100摄氏度或甚至更多。
10.余热可改变材料的规格。通过防止具有低玻璃化转变温度或低熔融温度或两者的
材料的过热,防止所述材料变得粘着或防止部分熔融。因此,可以防止这种材料的单个折叠在聚集时粘在一起或融合。有利地,减小或完全避免由预期抽吸阻力值的材料形成的棒的抽吸阻力(rtd)的变化。这可以增加生产的再现性。另外,可以避免部分熔融或粘性的材料粘附到设备部分。因此,可以避免可能的设备阻塞和移位。替代地或另外,可以避免对材料的损坏。
11.有利地,优选地防止材料的局部过热,使得幅材材料的温度不达到玻璃化转变温度,并且更优选地,温度甚至不接近玻璃化转变温度。更进一步,可通过加热来减小材料的拉伸强度。这又可能需要降低机器速度以防止材料断裂。因此,可以避免由于拉伸强度减小的材料断裂而导致的机器停机和浪费。对于具有低玻璃化转变温度或低熔融温度的材料(例如,聚乳酸幅材),防止或降低材料的过热因此特别有利。
12.在玻璃化转变温度下,固态材料变化成橡胶弹性状态,并且所述固态材料变成糊状的熔融材料。举例来说,非晶态或半结晶塑料材料可变粘且可经历其稳定性变化。转变成橡胶弹性状态或屈服范围是连续的。在玻璃化转变温度下,材料不经历相变。因此,玻璃化转变温度与确切温度无关,但与温度范围有关。此类温度范围可以在几摄氏度内,例如5摄氏度内,或在几十摄氏度内,例如特定玻璃化转变温度的正负20摄氏度内。
13.还已知,如果连续材料被冷却到非常低的温度,那么在处置时连续材料就可变脆且意外断裂。然而,已发现,与通过与冷却流体直接接触的冷却相比,当经由冷却接触表面冷却时,幅材材料不会无意中断裂或仅在非常有限的程度上断裂。另外,通过与冷却的接触表面接触进行冷却具有恰好在摩擦发生的位置即在成形装置与聚集在成形装置中的连续幅材材料之间的接口处冷却幅材材料的优点。
14.此外,在最终条成形区中,关于条的直径的准确度要求是严格的。在引入到幅材材料中的冷却流体的不同压缩强度下它们难以维持,但很可能可以使用冷却表面来实现。
15.还发现,使用提供低于四摄氏度的冷却温度的冷却装置,冷却接触表面到低于四摄氏度,并且冷却的接触表面也冷却幅材材料,优选地也冷却到低于四摄氏度的温度,在防止聚集时具有低玻璃化转变温度的幅材材料(例如聚乳酸材料)的过热方面提供了非常好的结果。已经发现,尤其防止具有低玻璃化转变温度的幅材材料过热的良好结果可以通过使用冷却装置提供低于零摄氏度例如负零摄氏度至负五摄氏度的冷却温度来实现。
16.已经发现,此度量在固定成形元件中提供非常好的结果,特别是在生产速度介于每分钟约200米至500米的固定漏斗形状的成形装置中。
17.贯穿本说明书,术语“冷却”用于指用以限制、维持或降低连续幅材材料的温度、连续幅材材料的区段的温度或与连续幅材材料接触的元件的温度从而防止连续幅材材料的温度进一步升高的有效步骤。
18.鉴于执行方法的设备中或设备的个别元件中的连续幅材材料的输送方向而在本文中使用术语“上游”和“下游”,其中,下游沿着生产方向。
19.通常,当术语“约”与此申请中的具体值结合使用时,应理解为该术语“约”之后的值由于技术考虑不一定精确地是该具体值。然而,与具体值结合使用的术语“约”总是理解为包括并且还明确地公开术语“约”之后的具体值。
20.贯穿本说明书使用术语“聚集”是指连续幅材材料的宽度的减小。通过聚集,连续材料在材料的侧向方向上减少,因此横向于材料的纵向和输送方向。聚集可以是例如材料
的压缩、经过漏斗和条成形或前述过程的组合。聚集包括通过例如相对于连续材料的纵向中心轴线仅推动连续材料的侧部来减小连续幅材材料的宽度。
21.可连续或逐步地执行聚集。可以在一个或若干成形装置中执行聚集。
22.如本文中所使用的聚集材料可为部分聚集的材料或最终聚集的材料。当供应到执行根据本发明的方法的设备时,部分聚集材料具有与连续幅材材料相比减小的宽度。与已经过先前成形装置的部分的部分聚集材料相比,部分聚集材料也可具有减小的宽度。部分聚集材料的宽度大于连续材料的最终条形状的宽度。通常,幅材材料的宽度减小导致聚集材料的高度增加。
23.优选地,聚集包括形成纵向折叠,所述纵向折叠在聚集幅材材料的纵向方向上形成通道。
24.可能有利的是,幅材材料在聚集之前卷曲。特别地,卷曲可以改善对聚集幅材材料的方式的控制。卷曲是将波纹引入至幅材材料中的过程。波纹的卷曲深度可变化,且可定量为波纹幅度。
25.优选地,卷曲的幅材材料具有50微米与300微米之间,更优选地约100与约250微米之间的波纹幅度,或卷曲深度。
26.经由冷却的接触表面对成形装置中的连续幅材材料的冷却也支持聚集或成形步骤。材料接触表面是成形装置的一部分,并且包括用于根据该形状成形连续幅材材料或用于将连续幅材材料保持在特定形状的形状。
27.在逐步聚集过程中,在第一步中将幅材材料聚集成特定条直径。在另一聚集步骤中,将幅材材料聚集成直到最终直径的较小条直径。
28.最终条形状可具有在5毫米与12毫米之间,优选在6毫米与10毫米之间的外径。
29.优选地,用本发明的方法制造的条具有圆形或椭圆形横截面。
30.优选地,所述方法包括将连续幅材材料逐步聚集成条形状。优选地,所述方法包括在第一聚集步骤中将连续幅材材料从平坦形状聚集成具有第一直径的条形状。在第二聚集步骤中,所述方法可包括进一步将连续幅材材料从具有第一直径的条形状聚集成具有最终直径的最终条形状,其中最终直径小于第一直径。
31.在优选实施例中,第一直径在2厘米至5厘米的范围内。
32.在优选实施例中,最终直径为至多12毫米。
33.大多数热量是在连续幅材材料压缩最多时产生的,因此在幅材材料压缩到其最终条直径时产生。连续幅材材料可以在第一聚集步骤期间和第二聚集步骤期间冷却。优选地,连续幅材材料至少在第二聚集步骤期间冷却,并且可以仅在第二聚集步骤期间冷却。通过提供与成形装置热接触的冷却装置来实现材料接触表面的冷却。优选地,通过将冷却流体提供到成形装置中或通过成形装置来实现材料接触表面的冷却。冷却流体可以是例如冷却液体,例如水和乙二醇的混合物。优选地,使用约50%的水和约50%乙二醇的混合物作为冷却流体。
34.在操作中,冷却装置提供低于四摄氏度的冷却温度。冷却装置可提供低于2摄氏度、零摄氏度、低于负2摄氏度、低于负4摄氏度、低于负6摄氏度、低于负8摄氏度、低于负10摄氏度、低于负20摄氏度的冷却温度。优选地,冷却温度在三摄氏度与负45摄氏度之间,优选在三摄氏度与负20摄氏度之间,更优选在零摄氏度与负10摄氏度之间。
35.当使用冷却流体时,冷却流体具有低于四摄氏度的流体温度。冷却流体可具有低于2摄氏度、零摄氏度、低于负2摄氏度、低于负4摄氏度、低于负6摄氏度、低于负8摄氏度、低于负10摄氏度、低于负15摄氏度、低于负20摄氏度或低于负20摄氏度的冷却温度。优选地,流体温度在三摄氏度与负30摄氏度之间,优选在三摄氏度与负20摄氏度之间,更优选在零摄氏度与负15摄氏度之间。
36.材料接触表面的表面温度低于四摄氏度。材料接触表面的表面温度可以低于2摄氏度、零摄氏度、低于负2摄氏度、低于负4摄氏度、低于负6摄氏度、低于负8摄氏度、低于负10摄氏度、低于负15摄氏度、低于负20摄氏度或低于负25摄氏度。优选地,材料接触表面的表面温度在四摄氏度与负25摄氏度之间,优选在四摄氏度与负20摄氏度之间,更优选在零摄氏度与负15摄氏度之间,例如表面温度约负5摄氏度。
37.优选地,将幅材材料冷却到低于四摄氏度的材料温度。可以将幅材材料冷却到在负30摄氏度至四摄氏度、负20摄氏度至四摄氏度或负10摄氏度至零摄氏度之间的温度。
38.优选地,接触表面的表面温度被控制的温度越低,穿过接触表面的幅材材料的速度越高。
39.优选地,所述方法包括测量冷却装置的冷却温度,例如是冷却流体的冷却温度的另外步骤。
40.所述方法还可以包括提供漏斗以聚集幅材材料的步骤。漏斗可包括在最高压缩区域中接触幅材材料的冷却指形物。冷却指形物可包括用于冷却流体的储存器。提供用于冷却流体的储存器可以有利地增加冷却指形物的热容量,特别是在储存器填充有冷却流体的情况下。冷却效应还可以通过循环或连续(或替代地不连续)交换储存器中的冷却流体来改进。
41.所述方法还可以包括提供冷却条的步骤。冷却条可在冷却漏斗之后与聚集条接触。
42.测量温度的步骤可以在储存器处或内部执行。测量温度的步骤可以在冷却条处执行。优选地,所述方法包括将储存器中的流体冷却到在正4摄氏度与负10摄氏度之间的温度的步骤。优选地,所述方法包括以下步骤:在冷却条的端部将流体冷却到在正4摄氏度与负10摄氏度之间的温度。
43.难以精确测量连续幅材材料的材料温度。由于摩擦热量的聚集和产生可以是快速变化的过程,因此,尤其考虑到局部材料温度,材料温度的测量通常不是非常精确的。例如,在连续幅材材料的几乎最终聚集的条中,条的中心与条周边上的位置之间可能存在较大的温度差。
44.因此,优选地,测量冷却接触表面的表面温度。优选地,在操作中,因此,优选地在执行根据本发明的方法期间或在操作根据本发明的设备时测量冷却的接触表面的表面温度。优选地,当连续幅材材料通过并接触冷却的接触表面时,测量冷却的接触表面的表面温度。通过测量和控制接触表面的表面温度,可以根据限定的材料参数和过程参数来控制聚集连续幅材材料的材料温度。优选地,在成形过程期间在不同位置处,例如在成形装置的不同位置处,测量冷却接触表面的表面温度。
45.所述方法还可以包括:
[0046]-用设置有粘合剂的包装材料的连续条带包裹条形的连续聚集幅材材料;
[0047]-用冷却装置将条冷却装置的条接触表面冷却到低于四摄氏度的条接触表面温度,并且使连续聚集幅材材料的包裹条与冷却的条接触表面接触;
[0048]
从而通过冷却的条接触表面与被包裹条接触来冷却设置有粘合剂并且围绕连续聚集幅材材料的条包裹的包装材料。优选地,围绕聚集幅材材料包裹的包装材料冷却到低于四摄氏度的包装物温度。
[0049]
在连续幅材材料已聚集成其最终条形状之后,条前进到包装阶段。在那里,设置有粘合剂的包装材料自身闭合,从而包裹幅材材料并形成幅材材料的包裹连续条。
[0050]
用于包裹聚集幅材材料的包装材料至少沿着接缝设置有粘合剂以闭合围绕幅材材料的包装物。此类粘合剂可以被加热,接着在热着时施加到包装材料。替代地或另外,可以给包装材料提供粘合剂,所述粘合剂在加热包括粘合剂的包装材料时液化。无论应用过程如何,热都供应到幅材材料的包裹条。已经发现,在包裹条时供应的热量可以对幅材材料产生与上文关于由摩擦产生的热量所概述的相同的负面影响。这特别适用于具有低玻璃化转变温度或低熔融温度的幅材材料。因此,优选地,在包裹幅材材料时所提供的热是有限的,或必须避免热前进到温度敏感的幅材材料中。已经发现,例如通过空气对包裹条的常规冷却可以稳定包装材料上的粘合剂,但不可以防止热穿透到幅材材料中。特别地,已发现当通过使用提供低于四摄氏度的温度的冷却装置来冷却包裹条时,可以减小或甚至避免幅材材料上的被加热的粘合剂的影响。特别地,包裹条可以通过接触条接触表面温度低于四摄氏度的条接触表面来冷却。
[0051]
优选地,将包装物冷却到低于四摄氏度的包装物温度。例如,可以将包装物冷却到在负30摄氏度至四摄氏度之间、负20摄氏度至四摄氏度之间或负10摄氏度至零摄氏度之间的温度。
[0052]
通过在聚集期间使连续幅材材料过度冷却以及在包装材料已包裹并围绕条闭合之后使幅材材料的包裹条过度冷却,可改进所制造的幅材材料的连续条的再现性。材料参数可以保持恒定或在小变化内,并且在聚集和包装期间可以防止或强烈限制材料的熔融。
[0053]
根据本发明,还提供一种用于将连续幅材材料成形为条的设备。所述设备包括成形装置,所述成形装置用于将连续幅材材料从平坦形状成形为条形状。所述成形装置包括漏斗部分,所述漏斗部分用于向所述连续幅材材料提供条形状。所述成形装置包括材料接触表面,所述材料接触表面用于穿过所述漏斗部分接触所述连续幅材材料。所述设备还包括用于提供低于四摄氏度的冷却温度的冷却装置。成形装置与冷却装置连接,并且适于将成形装置的材料接触表面冷却到低于四摄氏度的表面温度。其中,材料接触表面沿着成形装置的漏斗部分的长度布置,以冷却在漏斗部分中聚集时的连续幅材材料。
[0054]
优选地,冷却装置是具有低于四摄氏度的温度的冷却流体源。在这些实施例中,成形装置与冷却流体源流体连接。
[0055]
优选地,所述设备包括用于用连续的包装材料条带来包裹条形幅材材料的包装装置。包装材料设置有粘合剂。
[0056]
优选地,所述设备包括条冷却装置,所述条冷却装置包括用于接触幅材材料的包裹条的条接触表面。条冷却装置适于将包装装置的条接触表面冷却到低于四摄氏度的条接触表面温度。由此,围绕幅材材料的条包裹的包装材料冷却到包装物温度,优选地冷却到低于四摄氏度的包装物温度。
[0057]
为了冷却条接触表面,条冷却装置与冷却装置连接,从而提供低于四摄氏度的冷却温度。优选地,为了冷却条接触表面,条冷却装置与流体温度低于四摄氏度的冷却流体源流体连接。
[0058]
提供低于四摄氏度的冷却温度的相同的冷却装置可用于冷却成形装置和冷却条冷却装置。单独的冷却装置可用于成形装置和条冷却装置。单独的冷却装置可以例如提供不同的温度或基于不同的冷却方式,例如呈帕尔贴元件形式的冷却装置或使用冷却流体。
[0059]
例如,具有低于四摄氏度的流体温度的相同冷却流体源可以用于冷却成形装置和用于冷却条冷却装置。单独的冷却流体源可用于成形装置和用于条冷却装置。单独的冷却流体源可例如包括具有不同温度或不同流体组成的冷却流体。
[0060]
用于在幅材被聚集并成形为条时使幅材材料过度冷却,优选地在已成形为条并包裹之后也被过度冷却的设备的优点已结合根据本发明的方法描述,将不会重复。
[0061]
将连续幅材材料从平坦聚集成条形状优选地包括在与连续幅材材料的传送方向垂直的方向上连续地聚集连续幅材材料。此类聚集优选地由固定成形装置完成。与例如使用移动成形装置相比,这是一种聚集幅材材料的特别简单的方式。
[0062]
优选地,成形装置包括漏斗部分,其中漏斗部分的至少一部分包括上部漏斗部分和包括纵向延伸的汇合凹槽的下部传送平面。
[0063]
上部漏斗部分和下部传送平面一起可以形成成形装置。上部漏斗部分和下部传送平面也可以至少部分地形成成形元件。因此,可以提供另外的成形元件以形成成形装置,例如,布置在成形装置上游的额外漏斗部分或卷曲装置。额外漏斗部分可以是例如金属漏斗。优选地,漏斗被涂布或由抗摩擦材料组成。
[0064]
在一些实施例中,上部漏斗部分形成成形装置的一半,例如上半部。在这些实施例中,下部传送平面形成成形装置的另一半,例如成形装置的下半部。
[0065]
上部漏斗部分赋予连续幅材材料的一部分凹入的周向形状。在传送平面中延伸的下部传送平面或凹槽沿着剩余圆周闭合漏斗部分,使得连续材料在成形装置内引导。
[0066]
优选地,漏斗部分具有用于向连续幅材材料提供圆形或椭圆形周向形状的内部凹入形状。具体地,成形装置的材料接触表面,更具体地,上部漏斗部分可以具有凹形形状。优选地,成形装置的材料接触表面具有在幅材材料的传送方向上会聚的会聚凹形形状。
[0067]
优选地,材料接触表面的表面温度在接触表面的一个,更优选地在两个或更多个位置处测量。
[0068]
漏斗,优选布置在包括冷却接触表面的成形装置上游的额外漏斗部分包括结构表面。该结构可以减少漏斗表面与穿过漏斗的幅材材料的直接接触。这可以减少摩擦热量的产生。该结构还可以减少漏斗对幅材材料的冷却作用。
[0069]
优选地,选择漏斗的表面结构,使得连续幅材材料与漏斗的结构化表面的接触或非接触随着该幅材材料通过漏斗而改变。优选地,选择结构使得穿过漏斗的结构化表面的幅材材料的相同部分既不恒定接触,也不永久地不与漏斗的结构化表面的结构接触。
[0070]
结构可以是常规结构或随机结构。该结构可以是例如波状线结构、分化或汇合线结构,其中在沿着幅材材料的传送方向观察时凹坑优选地以侧向移位方式布置。
[0071]
成形装置的传送平面可用于支撑包装材料的连续条带。成形方法优选地包括沿着成形装置的传送平面引导包装材料的连续条带的步骤。
[0072]
连续幅材材料可布置在包装材料上,并且可沿下游传送方向在包装材料上传送。优选地,传送平面中的凹槽呈凹形,其在横向方向上会聚。凹槽可沿着整个长度或仅沿着传送平面的长度的一部分延伸。
[0073]
包装材料形成凹槽的内衬里,该内衬里部分地包裹连续聚集幅材材料。在连续幅材材料已聚集成其最终条形状之后,包装材料完全围绕条包裹,以将条固定在条形状。这种连续或合并的条成形和包装对于倾向于抵抗聚集的弹性幅材材料(例如许多类型的塑料箔)特别有利。
[0074]
有利地,条冷却装置布置在成形装置下游和包装装置下游。条冷却装置还可以集成到包装装置或包装元件中,使得包装材料的冷却可以与包装同时发生或在包装后立即发生。
[0075]
优选地,条冷却装置的条接触表面具有凹形形状。优选地,条接触表面的形状在条冷却装置的长度上是恒定的。
[0076]
优选地,包括条接触表面的条冷却装置的一部分可移除地安装在传送平面上方。这允许观察包装过程。优选地,条接触表面与包装材料接触。优选地,条接触表面至少与条冷却装置的导热部分热接触,优选地,条接触表面与包装装置的导热部分热接触。
[0077]
条接触表面沿着条的纵向延伸或沿着传送方向延伸。条接触表面可以在幅材材料的传输方向上具有约10厘米至约80厘米,优选地约30厘米至60厘米的长度。
[0078]
优选地,条接触表面的温度在沿着条接触表面的长度的一个位置处测量,更优选地在两个或更多个位置处测量。
[0079]
材料接触表面沿着漏斗部分在幅材材料的传送方向上延伸。材料接触表面可以从漏斗部分的上游端延伸到漏斗部分的下游端。具体地,材料接触表面可以从上部漏斗部分的上游端延伸到上部漏斗部分的下游端。由此,连续幅材材料的过度冷却发生在聚集区段中,在聚集区段中大部分摩擦发生,并且产生由摩擦引起的大部分热。材料接触表面可以从成形装置的最上游端延伸到成形装置的最下游端。由此,可以在从平坦到最终条形状的聚集期间冷却幅材材料。
[0080]
材料接触表面和条接触表面至少沿着聚集幅材材料或条的圆周或周边的一部分延伸。接触表面可以沿着幅材材料的圆周在约90度与360度之间延伸。因此,冷却的接触表面可以部分地或完全地围绕幅材材料。优选地,接触表面沿着幅材材料的圆周延伸至少约90度。更优选地,接触表面沿着幅材材料的圆周延伸至少约180度。优选地,接触表面通过与冷却装置,优选冷却流体热接触而冷却。
[0081]
设备的主动冷却部分与设备的其它部分热接触,使得接触表面可通过与设备的主动冷却部分热接触而冷却。
[0082]
优选地,主动冷却的上部漏斗部分与传送平面热接触。传送平面中用作幅材材料的下接触表面的凹槽,可能经由在幅材材料下方布置的包装材料的条带可以通过与上部漏斗部分的热接触来冷却。由此,360度冷却接触表面可用于聚集在上漏斗部分和下传送平面之间的幅材材料。
[0083]
优选地,与接触表面热接触的设备部分由良好的热导体,例如金属制成。优选地,用于冷却元件或冷却元件和接触表面的连接部分的导热材料具有至少10w/mk的导热率。优选地,用于冷却本发明设备中的幅材材料的导热材料具有至少200w/mk的导热率。
[0084]
如本文所使用的连续幅材材料是例如用于制造例如用于电子吸烟装置的气溶胶生成制品的材料幅材。优选地,连续幅材材料为塑料材料,例如聚乳酸的连续幅材。连续幅材材料可以是气溶胶形成基质。
[0085]
在一些实施例中,可以用气溶胶形成材料浸泡或浸渍连续幅材材料。这样,连续幅材材料可以是非气溶胶形成基质。浸泡或浸渍可以在卷曲之前、在聚集连续幅材材料之前或在聚集连续幅材材料期间执行。优选地,在加热气溶胶形成基质时或在加热用气溶胶形成材料浸泡或浸渍的连续幅材材料时,物质从基质或从幅材材料释放,物质可形成可吸入气溶胶。
[0086]
优选地,连续幅材材料形成为环状条以供未来制造个别棒。在条形成时,可以将感受器插入条中。例如,可以在聚集幅材材料期间将感受器条带插入到连续幅材材料中。由此,可制造可感应加热条或棒。
[0087]
优选地,连续幅材材料在根据本发明的设备中形成之前已经被预处理。预处理是例如卷曲或压花或这两者。
[0088]
优选地,所述方法包括提供具有纵向布置的卷曲的卷曲连续幅材材料。卷曲布置在幅材材料的传送方向上。在聚集连续幅材材料时,沿着卷曲形成纵向通道。纵向通道限定对由聚集幅材材料形成或包括聚集幅材材料的棒的制品的抽吸阻力。防止在聚集时通过幅材材料的熔融来合并此类纵向通道允许实现对聚集幅材材料的抽吸阻力的再现性。当使用另外基本上不透气的幅材材料时,防止纵向通道的合并是特别有利的。
[0089]
根据本发明的方法中使用的连续幅材材料具有低于150摄氏度的玻璃化转变温度。优选地,连续幅材材料具有低于100摄氏度的玻璃化转变温度。由于玻璃化转变温度低于熔融温度,因此连续幅材材料还具有优选约150摄氏度或更低的熔融温度。由于玻璃化转变温度是指范围而非确切温度,因此玻璃化转变温度优选地包括特定玻璃化温度的正负20摄氏度,更优选地特定玻璃化转变温度的正负5摄氏度。
[0090]
优选地,连续幅材材料具有小于约5%,优选地小于约2%的孔隙率。最优选地,连续幅材材料是气体不可渗透的,例如空气不可渗透的。
[0091]
优选地,用于形成连续条的材料具有低孔隙度或基本上无孔隙度。
[0092]
孔隙度在本文中被定义为穿过幅材材料延伸的孔或开口的量度。例如,如果幅材材料包括总共高达幅材面积的50%的开口或孔,那么孔隙度将为50%。同样,如果幅材材料完全致密,并且没有穿过幅材延伸的孔,则幅材材料具有0%的孔隙度。可以使用已知方法测量或计算孔隙度。
[0093]
条例如可以由幅材材料形成,幅材材料例如聚合物幅材或选自由以下各项组成的组的幅材材料:聚乙烯(玻璃化转变温度介于约负130摄氏度与约负80摄氏度之间);熔化温度介于约115摄氏度与约130摄氏度之间),聚丙烯(玻璃化转变温度介于约负20摄氏度与约零摄氏度之间;熔化温度介于约130摄氏度与约170摄氏度之间),聚氯乙烯(玻璃化转变温度介于约60摄氏度与约87摄氏度之间;熔化温度介于约160摄氏度与约260摄氏度之间),聚对苯二甲酸乙二醇酯(玻璃化转变温度约为70摄氏度;熔化温度低于约250摄氏度),聚乳酸(玻璃化转变温度介于约50摄氏度与约65摄氏度之间;熔化温度约155摄氏度),乙酸纤维素(玻璃化转变温度介于约100摄氏度与约130摄氏度之间;熔化温度介于约170摄氏度与约240摄氏度之间)。
[0094]
根据本发明的设备和方法特别适合于具有低玻璃化转变温度的材料。在设备中形成且根据本发明的连续幅材材料具有低于150摄氏度,例如低于100摄氏度的玻璃化转变温度。优选地,连续幅材材料为塑料材料,例如聚乳酸。连续材料可为卷曲的连续幅材材料。
附图说明
[0095]
关于实施方案进一步描述了本发明,这些实施方案通过以下附图进行说明,其中:
[0096]
图1:是条制造过程的漏斗级的示意图;
[0097]
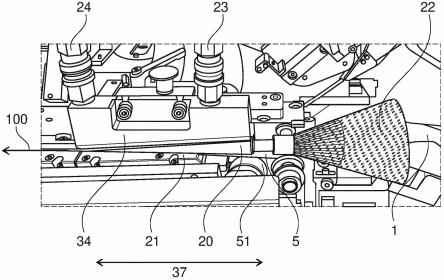
图2:示出了成形和冷却装置;
[0098]
图3:示出了具有条冷却装置的图2的设备。
具体实施方式
[0099]
在图1中示意性示出的制造过程中和在图2中所示的设备中,连续幅材材料1,例如聚乳酸,从储存卷筒(未示出)展开。聚乳酸幅材优选地通过不同过程输送,例如,卷曲过程直到成形装置2中的成形过程,其中幅材材料1聚集并压缩成连续条。
[0100]
幅材材料1在由箭头100指示的处理与传送方向上进入上部成形元件20的半漏斗内部。
[0101]
条成形通过上部成形元件20和下部闭合元件21执行。上部成形元件20布置成与闭合元件21相对。成形元件20是半漏斗,并且从顶部成形幅材材料1。闭合元件21是包括凹槽的传送平面,其中在凹槽中引导例如包装纸5的包装材料以用于沿着幅材材料包裹条形的幅材材料1。在成形装置2的底部,沿着传送平面,幅材材料1与包装纸5接触,并且也以与幅材材料1相同的速度沿着传送方向100移动。将包装纸5置于拉动包装纸5的装饰带51上。由此,幅材材料1也被拉入并穿过成形装置2的漏斗。
[0102]
闭合元件21的传送平面中的凹槽通常呈渐进的凹入形状,其支持压缩和成形幅材材料1。在成形装置2的下游,包装纸折叠并自己闭合,形成连续的圆柱形包裹条,优选包裹在纸中的聚乳酸条。随后可以将条切割成单独的棒,从而产生在气溶胶生成制品的制造过程中使用的部件或区段。
[0103]
在约200米/分钟与约500米/分钟之间的传送速度下,在幅材材料1与优选金属但固定的成形装置2之间发生大量摩擦。在幅材材料压缩最厉害的区域中,幅材材料被加热最多。这由图1中的线200指示。
[0104]
如图2中所示,幅材材料略微聚集在上游漏斗22中。上游漏斗22由具有结构化表面的金属制成,以减少幅材材料1与上游漏斗22的表面之间的接触。
[0105]
漏斗表面的结构是凹坑结构,其中当沿着幅材材料的传送方向观察时,凹坑被布置成横向移位。由此,当穿过上部漏斗22时,幅材材料1不连续地接触上游漏斗22的壁。
[0106]
另外,上游漏斗22的材料是抗摩擦材料或设置有抗摩擦涂层。
[0107]
为了避免幅材材料1在其玻璃化转变温度以上或高于其熔融温度的摩擦相关过热,冷却上部漏斗部分20的接触表面。
[0108]
通过使用具有低于零摄氏度的温度的冷却流体将接触表面冷却到低于零摄氏度的温度。例如,冷却流体以及半漏斗部分20的接触表面具有约负五摄氏度的温度。优选地,冷却流体是50%水和50%乙二醇的混合物。
[0109]
加热元件34布置在上半漏斗20上方。冷却元件34经由循环通过冷却元件34中的冷却流体回路的冷却流体冷却。冷却元件34与上半漏斗20直接接触,并且可以与上半漏斗34整体地制成。冷却元件34将漏斗的壁保持在低于零摄氏度的温度。通过幅材材料1与漏斗壁的直接接触,通过漏斗壁的接触表面冷却幅材材料。冷却元件是部分中空的,从而产生约100毫升的内部储存器。
[0110]
冷却流体经由流体入口23引入到冷却元件34的上游部分中,并且沿着冷却元件34在内部传递。冷却流体在冷却元件的下游端处的流体出口24处离开冷却元件34。冷却流体通过的冷却元件34与上半漏斗20热接触,并与上半漏斗的接触表面热接触。冷却元件34以及上半漏斗由导热材料制成,例如金属,例如铜。
[0111]
优选地,闭合元件21,特别是包括凹槽的传送平面与冷却的上半漏斗20热接触。通过这种热接触,穿过成形装置2的连续幅材材料1的下侧也被冷却元件34间接冷却。优选地,闭合元件21由例如金属等导热材料制成,以支持在传送平面中冷从冷却元件34热传递到凹槽。
[0112]
接触表面具有相对于接触表面的下游端和上半漏斗20的下游端会聚的凹入形状。因此,幅材材料1在成形装置中聚集并形成条形状,并且由此由温度低于零摄氏度的接触表面持续冷却。因此,幅材材料的温度远低于其熔融温度且远低于其玻璃化转变温度。
[0113]
优选地,幅材材料本身冷却到低于四摄氏度的温度。对于聚乳酸幅材,材料的温度优选地保持在低于30摄氏度。优选地,这通过将冷却元件34的储存器中的冷却流体的温度降低到约负5摄氏度来实现。
[0114]
在与成形装置2的冷却的接触表面直接接触时,幅材材料冷却的长度37的实例约为0.05米和0.5米。优选地,此长度对应于成形元件的上半漏斗20的长度。
[0115]
在图3中,可以看到图2的成形装置2的一部分以及下游布置的包装部分和条冷却装置6。
[0116]
在成形装置2中成形为条的幅材材料1在条形成装置50中用包装纸完全包裹。在条形成装置50中,包装材料5设置有胶的接缝并且自身闭合,从而形成幅材材料的被包裹条。
[0117]
条冷却装置6被布置成紧邻包装装置下游。条冷却装置6包括布置在传送平面11上方和凹槽12上方的纵向主体60,引导幅材材料的包裹条进入凹槽。
[0118]
条冷却装置6的主体60包括在其上游端处的冷却流体入口63和在其下游端处的冷却流体出口64。优选地,冷却流体与用于冷却成形装置2的冷却流体相同。用于冷却包裹条的冷却流体具有低于零摄氏度,例如约负五摄氏度的温度。冷却流体穿过条冷却装置6,并且将条冷却装置6的条冷却接触表面61冷却到低于零摄氏度的温度。
[0119]
条接触表面沿着主体60延伸,并且优选地具有凹形形状,以便整齐地接触在条接触表面61下方通过的幅材材料的被包裹条。
[0120]
条冷却装置6或具有条接触表面61的至少主体60可围绕臂旋转,例如从冷却位置提升到缩回位置。在冷却位置,条冷却装置6基本上在沿着传送平面11引导的装饰带51上方形成顶部。在图3中,条冷却装置6示出为处于缩回位置。在缩回位置,条冷却装置6允许自由进入并观察制造过程的包装过程和条冷却部分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1