气溶胶产生装置的制作方法
1.本披露涉及气溶胶产生装置,这些气溶胶产生装置被配置成加热而不是灼烧包括烟草或其他合适的气溶胶基质材料的消耗品来产生用于吸入的气溶胶。
背景技术:
2.在过去的几年里,风险被降低或风险被修正的装置(也称为汽化器)的普及和使用快速增长,这有助于帮助想要戒烟的习惯性吸烟者戒掉如香烟、雪茄、小雪茄和卷烟等传统的烟草产品。可利用对可气溶胶化的物质进行加热或加温、与在传统烟草产品中点燃烟草完全不同的各种装置和系统。
3.常用的、风险降低或风险改进的装置是受热基质的气溶胶产生装置或加热不点燃式装置。这种类型的装置通过将气溶胶基质加热到通常在150℃到300℃范围内的温度来产生气溶胶或蒸气,该气溶胶基质通常包括潮湿的烟叶或其他合适的可气溶胶化的材料。加热但不燃烧或灼烧气溶胶基质会释放气溶胶,这种气溶胶包括使用者所寻求的组分但不包括燃烧和灼烧产生的毒性致癌副产物。此外,通过加热烟草或其他可气溶胶化的材料产生的气溶胶通常不包括由燃烧和灼烧产生的可能对于使用者来说不愉快的烧焦味或苦味,因此,基质不需要糖和其他添加剂,糖和添加剂通常添加到此类材料以使烟雾和/或蒸气对于使用者来说更美味。
4.为了增加可以由消耗品产生的气溶胶的量,并且为了提高加热效率,期望降低消耗品的体积与暴露于加热器的表面积的比例。实现这一点的一种方法是通过提供薄的消耗品,例如呈片材或螺旋件的形式的消耗品。然而,特别在将新消耗品插入气溶胶产生装置并且将用过的消耗品从气溶胶产生装置移除时,这种消耗品对于用户处理是不便的。
5.因此,期望提供一种具有辅助用户添加并且移除薄的消耗品的特征的气溶胶产生装置。
技术实现要素:
6.根据第一方面,本披露提供一种被配置成加热包括烟草的消耗品的气溶胶产生装置,该装置包括:壳体;卷轴,该卷轴被布置成在旋转轴线上在该壳体内旋转,以便将消耗品缠绕在该卷轴周围,该消耗品具有缠绕尺寸,该消耗品沿该缠绕尺寸缠绕在该卷轴周围。该卷轴包括:定位器件,该定位器件用于在该消耗品缠绕在该卷轴周围之前沿该缠绕尺寸定位该消耗品;以及用于当该卷轴旋转时与该消耗品接合的接合器件。
7.可选地,该卷轴包括卷轴孔,该卷轴孔被配置成沿该缠绕尺寸接纳该消耗品的端部。
8.可选地,该卷轴孔是槽缝,并且该消耗品是片材。
9.可选地,该卷轴孔具有端部,该端部被配置成定位该消耗品的端部。
10.可选地,该卷轴孔的侧面被配置成当该卷轴旋转时与该消耗品接合。
11.可选地,该气溶胶产生装置包括布置在该壳体的内表面或该卷轴的外表面上的加
热单元。
12.可选地,该加热单元包括布置成围绕该卷轴的旋转轴线延伸的一个或多个加热元件。
13.可选地,该加热单元包括沿该卷轴的旋转轴线分开的多个加热元件。
14.可选地,该气溶胶产生装置包括在该壳体的内表面与该卷轴的外表面之间的流动通道,该流动通道被配置成允许由该消耗品产生的气溶胶的流动。
15.可选地,该壳体包括被配置成允许将该消耗品插入该流动通道中的插入孔。
16.可选地,气溶胶产生装置包括突出部和引导凹槽,该引导凹槽被配置成引导该突出部在多个位置之间移动,其中,该突出部和该引导凹槽中的一者形成在该壳体上,并且该突出部和该引导凹槽中的另一者形成在该卷轴上。
17.可选地,该引导凹槽包括围绕该卷轴的旋转轴线延伸的第一路径,并且当该卷轴旋转时,该突出部沿该第一路径在开始位置与结束位置之间被引导。
18.可选地,当突出部在开始位置处时,卷轴孔与插入孔对准。
19.可选地,该引导凹槽包括第二路径,该第二路径沿该卷轴的旋转轴线在附接位置与拆除位置之间延伸,并且该壳体和该卷轴被配置成通过沿该第二路径引导该突出部附接至彼此或从彼此拆除。
20.可选地,该第二路径的附接位置在该第一路径的开始位置与结束位置之间。
21.可选地,附接位置大致靠近端部位置,然而不是在端部位置处。
22.可选地,该引导凹槽包括第三路径,该第三路径沿该卷轴的旋转轴线并且在该开始位置具有端部,并且该壳体和该卷轴被配置成通过沿该第二路径或该第三路径引导该突出部附接至彼此或从彼此拆除。
23.针对该引导凹槽的多个位置中的每个位置:该位置是引导凹槽的端部或拐角,或者该气溶胶产生装置包括被配置成当该突出部在该位置处时指示的相应的位置指示器。
附图说明
24.现在将参考以下附图描述本发明的实施例:
25.图1是气溶胶产生装置的截面的示意性展示;
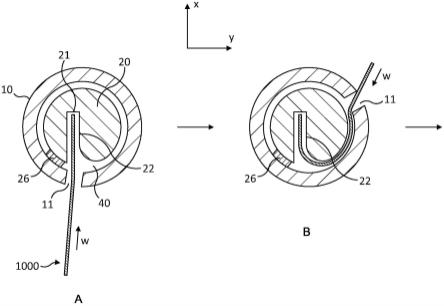
26.图2a至图2c是将消耗品装入气溶胶产生装置的阶段的示意性展示;
27.图3a和图3b是将消耗品装入替代性的气溶胶产生装置的示意性展示;
28.图4a至图4d是气溶胶产生装置中的加热单元的替代性的布置和用于气溶胶产生装置的替代性的消耗品的示意性展示;
29.图5a和图5b是气溶胶产生装置中的引导凹槽的示意性展示;
30.图6是气溶胶产生装置的外部的示意性展示。
31.在每个附图中,标出x、y或z轴线来展示不同展示之间的旋转。
具体实施方式
32.图1示意性地展示了包括壳体10和卷轴20的气溶胶产生装置1。卷轴20被布置成在壳体10内旋转,以便使消耗品1000(未示出)缠绕在卷轴20周围。在这个实施例中,壳体是具有圆柱形内部体积的长形壳体。
33.消耗品1000可以是气溶胶基质的片材或螺旋件。例如,消耗品可以是薄的矩形的片材。气溶胶基质可以例如包括各种形式的烟草材料(比如烟丝和颗粒状烟草),和/或烟草材料可以包括烟叶和/或再造烟草。
34.在这个实施例中,气溶胶产生装置1进一步包括吸嘴30,用户可以经由该吸嘴来消耗所产生的气溶胶。更具体地,消耗品可以在壳体10的内表面与卷轴20的外表面之间的流动通道40中被加热,以便从消耗品产生气溶胶。然后,气溶胶可以穿过流动通道40和吸嘴30流入气溶胶产生装置的嘴口端。
35.在这个实施例中,卷轴20附接至吸嘴30,因此用户可以通过使壳体相对于吸嘴旋转来手动地控制卷轴在壳体内的旋转。在其他实施例中,卷轴的旋转可以由马达驱动,并且壳体和吸嘴可以形成为单个单元。此外,卷轴可以具有延伸超过吸嘴的一部分,这部分延伸到装置的与嘴口端相反的相反端部,使得即使壳体和吸嘴形成为单个单元,也可以使用相反端部来手动地控制卷轴在壳体内的旋转。
36.图2a至图2c是将消耗品装入气溶胶产生装置的阶段的示意性展示。图2a至图2c示出气溶胶产生装置的垂直于卷轴在壳体内的旋转轴线的截面。旋转轴线平行于在图1中标出并且在图2a至2c中未示出的z轴线。
37.参照图2a,壳体10包括插入孔11,该插入孔被配置成允许将消耗品1000插入流动通道40,并且卷轴20包括卷轴孔,该卷轴孔被配置成沿缠绕尺寸(在图2a中标为
‘
w’)接纳消耗品1000的端部。缠绕尺寸是消耗品1000的沿消耗品围绕卷轴20缠绕的尺寸。典型地,缠绕尺寸是消耗品片材或螺旋件的最长尺寸,尽管情况不必如此。
38.更具体地,在这个实施例中,卷轴孔具有端部21和侧面22。在消耗品1000是片材的情况下,卷轴孔是槽缝。在另一方面,在消耗品1000是螺旋件的情况下,卷轴孔可以相应地成形来接纳螺旋件的端部。
39.卷轴孔的端部21用作用于定位有待缠绕在卷轴周围的消耗品的定位器件。更具体地,定位器件用于在消耗品缠绕在卷轴周围之前沿缠绕尺寸定位消耗品。换言之,定位器件用于确保消耗品的正确长度在缠绕发生之前已经被送入气溶胶产生装置。在卷轴孔的端部21的情况下,消耗品被送入直至其到达端部21并且不能进一步前进。此时,气溶胶产生装置的用户知道消耗品正确被定位以待缠绕在气溶胶产生装置内。
40.卷轴孔的侧面22被配置成用作当卷轴20旋转时用于与消耗品接合的接合器件。更具体地,当卷轴20旋转时,消耗品的端部经受与侧面22的摩擦,并且因此接合并且随侧面22移动。如图2b和图2c所示,由于接合器件与消耗品的已经在气溶胶产生装置中的部分接合,因此当卷轴旋转时,更多的消耗品被拉入气溶胶产生装置,并且消耗品缠绕在卷轴周围。
41.在图2a至图2c中示出的特定示例中,卷轴孔是不对称的,并且一侧是直的,而另一侧22是弯曲的。弯曲侧允许消耗品在用作接合器件的侧面22和卷轴20的外表面上都保持平坦,而不强迫消耗品1000形成拐角,该拐角可能增加消耗品在围绕卷轴20缠绕时断裂的可能性。
42.如在图2a至图2c中所示,在这个实施例中,卷轴在壳体内的整圈将消耗品完全缠绕在卷轴20周围。然而,在其他实施例中,卷轴可以被配置成在壳体内旋转多次来将多层消耗品缠绕在卷轴周围。
43.附加地,如在图2a至图2c中所示,在这个实施例中,卷轴20包括被布置成当消耗品
1000完全插入时关闭插入孔11的关闭元件26。这具有通过消除热量从气溶胶产生装置泄露的方式来提高效率的优点。然而,在其他实施例中,可以省去关闭元件26。
44.图3a和图3b是将消耗品装入替代性的气溶胶产生装置的示意性展示。
45.在图3a中展示了如下实施例,其中取代于如以上所描述的卷轴孔,壳体10和卷轴20沿它们在z轴线中的长度的部分被完全二等分,从而提供了间隙,消耗品可以通过该间隙穿过气溶胶产生装置。这种布置允许双重缠绕效果,其中消耗品由间隙的两个端部缠绕。即当卷轴20旋转时,消耗品1000的两个端部穿过相应的插入孔11同时缠绕。此外,这具有消耗品的端部可以被插入穿过任意插入孔11的优点。然而,为了避免当缠绕卷轴时留下消耗品的一部分在气溶胶产生装置外部,消耗品在缠绕之前必须被送入间隙中间。在这个实施例中,定位器件21'被布置成当消耗品1000被正确定位用于缠绕时阻挡消耗品1000上的相应定位器件201。
46.在图3b中展示了如下实施例,其中不要求卷轴具有如以上所描述的孔或间隙。替代地,卷轴20在其表面上具有弹性夹21、22,该弹性夹用作定位器件和接合器件。用户将消耗品推入插入孔11,直至消耗品的端部与弹性夹21、22接合,并且随后使卷轴20在壳体10内旋转来将消耗品缠绕在卷轴周围。
47.以上内容仅为替代性的定位器件和接合器件的示例,并且许多其他的示例是可能的。例如,卷轴20可以具有一个或多个从外表面延伸的穿刺元件,这些穿刺元件用于穿刺消耗品以便定位并且与消耗品接合,并且可选地甚至驱动消耗品的加热,如在申请ep 19202286.1中所描述的。
48.图4a至图4d是加热单元在气溶胶产生装置的一部分中的替代性的布置和用于气溶胶产生装置的替代性的消耗品的示意性展示。图4a至图4d是从示出卷轴20的旋转轴线(z轴线)的视角展示的截面。
49.在图4a至图4d中的每个图中,卷轴20在壳体10的两个相反的壁之间示出。相反的壁在图中示出的平面外部连接至彼此。
50.同样地,在图4a至图4c中,在卷轴的两侧示出片状的消耗品1000的两个区段,展示了包裹在卷轴20周围的消耗品1000。
51.如附加地在图4a中展示的,卷轴20包括布置在卷轴外表面上的加热单元23。加热元件连接至电源(未示出),该电源可以包括用于自动地控制加热元件的控制电路系统和/或可以包括用于用户控制加热元件的一个或多个用户输入(例如按钮、滑块)。用户输入可以被布置在气溶胶产生装置的外表面(例如壳体10或吸嘴30的外表面)上。
52.在图4a中示出的实施例中,加热单元23包括多个布置成围绕卷轴的旋转轴线(延伸方向在截面的平面外部)延伸的加热元件。换言之,加热元件沿卷轴的外表面、围绕卷轴的旋转轴线延伸。在卷轴20具有卷轴孔的实施例中,加热元件可以不围绕卷轴的整个周边延伸,并且
‘
围绕延伸’意味着它们围绕周边的大部分延伸。此外,单独的加热元件可以是不连续的,并且可以包括一系列沿围绕旋转轴线延伸的方向的较小部分。
53.更优选地,如在图4a中所示,加热元件可以沿卷轴的旋转轴线分开。通过设置分开的加热元件,可以独立控制每个加热元件,以便例如在不同时间加热消耗品的不同区域和/或不同速率以便控制气溶胶产生曲线。
54.例如,已知产生的气溶胶的速率和成分随加热气溶胶基质而改变,并且可以控制
分开的加热元件的加热曲线以便改善气溶胶产生曲线。
55.更具体地,分开的加热元件能够通过在不同时间开始加热消耗品的不同部分实现类似于连续添加新气溶胶基质的效果。
56.附加地,通过启用不同数量的加热元件,可以产生不同强度的气溶胶。启用不同数量的加热元件可以附加地控制每个消耗品产生的气溶胶的总量。因此,启用的加热元件的数量或布置可以例如由用户控制。
57.在图4b中部分示意性地展示的气溶胶产生装置类似于图4a,除了加热单元23'是被布置成围绕卷轴的旋转轴线延伸的单个加热元件。更具体地,加热单元23'是卷轴的外表面上的均匀片材。这个替代性的实施例可以降低可以限定的加热曲线的细节水平,但是具有简化制造气溶胶产生装置的益处。
58.在图4c中部分示意性地展示的气溶胶产生装置类似于图4a,除了加热单元23被布置在壳体10的内表面上。这意味着用于加热单元的任何控制电路系统可以在壳体中提供。这还可以更容易在壳体10的外表面与加热单元23之间连接用户输入。
59.在图4d中部分示意性地展示的气溶胶产生装置类似于图4a,除了卷轴孔具有被适配成接纳螺旋件状消耗品1000'的端部的形状。螺旋件状的消耗品1000'的区段被示出为从卷轴孔22开始包裹在卷轴20周围。
60.图4a至图4d的替代性的特征还可以组合。例如,加热单元23可以是壳体的内表面上的均匀片材。作为另一示例,气溶胶产生装置可以包括在壳体的内表面上的加热单元和在卷轴的外表面上的加热单元。
61.此外,在其他实施例中,可以完全省去加热单元。例如替代地,气溶胶产生装置可以具有布置成用于驱动集成在消耗品中的加热单元的感应或导电驱动元件。
62.图5a和图5b是气溶胶产生装置中的引导凹槽的示意性展示。
63.图5a示意性地展示了引导凹槽的原理。在一个实施例中,卷轴20包括引导凹槽24,并且壳体10包括突出部13。引导凹槽被配置成引导突出部的移动。更具体地,引导凹槽足够深以允许突出部沿凹槽移动,并且具有防止突出部13离开凹槽的壁。由于引导凹槽24和突出部13分别形成在壳体和卷轴的相反的一者上,因此引导凹槽24和突出部13引导壳体10和卷轴20的相对移动。在其他实施例中,这通过在壳体10上形成引导凹槽24并且在卷轴20上形成突出部13来实现。
64.图5b示意性地展示了具有引导凹槽的更详细的实施例。在图5b中,卷轴20示出为被附接至吸嘴30,并且省去了壳体10。引导凹槽包括围绕卷轴的旋转轴线延伸的第一路径241。当卷轴旋转时,在壳体10(未示出)上形成的突出部13沿第一路径在开始位置242与结束位置243之间被引导。结束位置243可以是关闭元件26(如果存在)关闭插入孔11的位置。
65.为了使用户更容易将消耗品1000的端部插入卷轴孔,优选的是开始位置242和突出部13被布置成使得当突出部在开始位置处时,卷轴孔与壳体10的插入孔11对准。
66.期望能够将卷轴20从壳体10分离,例如以便提供清洁壳体的内表面和/或卷轴的外表面的通路。从壳体10分离卷轴20还可以在使用后用于移除消耗品1000。
67.因此,优选的是引导凹槽在实施例中包括沿卷轴的旋转轴线延伸的第二路径244。第二路径还可以围绕旋转轴线延伸,例如呈螺旋形状,或可以完全平行于旋转轴线,如图5b所示。第二路径在拆卸位置245与附接位置246之间延伸。引导凹槽在拆除位置245处具有开
口端,使得壳体10可以完全从卷轴20分离。在另一方面,在附接位置246处,第二路径连接至第一路径,使得当卷轴20附接至壳体10时突出部可以跟随第一路径。因此,壳体和卷轴可以通过沿第二路径244引导突出部13而附接至彼此或从彼此拆除。
68.优选地,在引导凹槽具有第一路径241和第二路径244的实施例中,第二路径的附接位置246沿第一路径位于第一路径的开始位置242与结束位置243之间。这意味着壳体10不能容易地意外从卷轴20分离,因为突出部13必须首先在附接位置246处对准,然后突出部13才能沿第二路径244移动。
69.更优选地,附接位置246大致靠近结束位置243,即相对于开始位置242更靠近于结束位置243,然而并不是实际位于结束位置243处。通过这种布置,在使用消耗品来产生气溶胶之后将卷轴20从壳体10分离相对容易。在产生气溶胶时还产生使得卷轴20在壳体10内更难以旋转直至装置被清洁的粘性或粘着的副产物的情况下这是特别有利的。
70.如图5b所示,引导凹槽可以进一步包括提供附接或拆除壳体10和卷轴20的替代性的方式的第三路径247。与第二路径相似,第三路径沿卷轴的旋转轴线延伸,并且壳体和卷轴被配置成通过沿第二路径引导突出部来附接至彼此或从彼此拆除。然而,在第三路径247的情况下,第三路径具有在开始位置242处的端部,使得在清洁之后在准备好将新消耗品缠绕在卷轴20周围的位置处易于重新装配气溶胶产生装置。尽管这是有用的,第三路径247不是必要的,因为替代地,气溶胶产生装置20可以经由第二路径和第一路径重新装配至相同位置。
71.在图5b中示出的第三路径的特定示例中,第三路径247部分与卷轴孔21、22重叠,使得当使用第三路径时突出部13在卷轴孔上移动。在一个替代性的实施例中,替代性地,第二路径244可以被布置成与卷轴孔21、22重叠,并且可以省去第三路径247,以便使卷轴20的外表面上的可用于加热单元23的空间最大化。
72.在其他实施例中,可以省去突出部和引导凹槽。例如,在一些实施例中,卷轴20可以永久被包含在壳体10中,使得壳体10本身可以引导卷轴20的旋转。在这些实施例中,可以通过反转在图2a至图2c中示出的缠绕过程移除用过的消耗品。
73.如进一步在图5b中示出,卷轴20可以附加地包括一个或多个间隔件25来保持卷轴20的外表面与壳体10的内表面之间在包括加热单元23(和消耗品1000,当存在时)的区域中的空间。
74.图6是具有如以上所描述的引导凹槽的气溶胶产生装置的外部的示意性展示。
75.借助在图5b中示出的布置,当卷轴20附接至壳体10时,用户考虑三个功能位置:开始位置242,在该开始位置处,消耗品的端部可以插入气溶胶产生装置;锁定位置(端部位置243),在该锁定位置处,消耗品完全缠绕在装置内,准备气溶胶产生;和未锁定位置(附接位置246),在该未锁定位置处,装置可以被拆除来移除消耗品和/或清洁装置。
76.为了辅助用户寻找这些功能位置的每一个,在这个实施例中,气溶胶产生装置优选地包括位置指示器来指示突出部13的位置和一个或多个引导凹槽24中的位置。
77.更具体地,在这个实施例中,壳体10具有布置成指示突出部13的位置的第一位置指示器12,并且吸嘴30具有布置成指示相应的开始位置242、结束位置243和附接位置246的第二位置指示器、第三位置指示器和第四位置指示器31、32、33。在卷轴20未附接至吸嘴30的实施例中,第二位置指示器、第三位置指示器和第四位置指示器31、32、33可以替代性地
被布置在卷轴20的外部可见部分。此外,在卷轴20具有突出部13并且壳体10具有引导凹槽24的实施例中,位置指示器的位置是相应相反的。
78.在这个实施例中,突出部13被形成在壳体的内表面上在插入孔11与吸嘴30之间。因此,只要用户理解第二指示器、第三指示器和第四指示器31、32、33中的每一个指示器需要与插入孔11对准,则可以省去第一位置指示器12。
79.此外,由于第一路径241的开始位置242和结束位置243在引导凹槽24的端部或拐角处,用户通过感觉卷轴20在壳体10内旋转时能够找到这些位置。因此,可以省去相关联的第二位置指示器和第三位置指示器31、32。
80.更一般地,针对引导凹槽24中的多个限定位置中的每一个,位置是引导凹槽24的端部或拐角,或者气溶胶产生装置包括被配置成指示当突出部在该位置处时的相应的位置指示器。在附接位置246和拆除位置245的情况下,两个位置通过第四位置指示器33指示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1