一种径向变压滤棒的制作方法
本发明属于卷烟材料,涉及滤棒,尤其涉及一种径向变压滤棒。
背景技术:
1、滤棒由二醋酸纤维素丝束经过开松、施加增塑剂后包卷成形。普通滤棒在轴向和径向的压降都是均一的,不存在压降差。另外还有一些特殊的滤棒,如胶囊滤棒或沟槽滤棒,由于它们在轴向上具有较为特殊的空间结构,其压降可以产生微小的变化,但是基本不影响烟气在滤棒中的运动轨迹,几乎不会对滤棒的过滤和截留效率产生影响。现有复合滤棒,如颗粒复合滤棒、空管复合滤棒等在轴向上具有变压降能力,而在径向上依然没有压降变化。
2、随着短支烟以及加热不燃烧烟草制品的兴起,对于滤棒降温的需求更加显著。现有的滤棒内部结构,因径向吸阻均一化决定了烟气在滤棒中的运动轨迹基本是沿着滤棒的轴向运动,不会出现复杂的径向运动。
3、当滤棒具有径向压差时,可以促进烟气径向运动,使得烟气颗粒在滤棒中的运动更为加无规律,进而增加烟气在滤棒中的驻留时间,使其可以有更多的热交换时间,令烟气温度得以降低。同时,径向变压滤棒可以使烟气运动轨迹更加复杂,烟气中的粒相物质在滤棒中可以发生更多的碰撞,提高了滤棒的吸附效率。
技术实现思路
1、针对上述现有技术中存在的不足,本发明的目的是公开一种径向变压滤棒,可以使滤棒产生明显的径向压差,从而提高滤棒降温性能及吸附性能。
2、一种径向变压滤棒,由内外两层存在压降差的滤棒组成,其中,内层滤棒包裹有/无成型纸,外层滤棒由丝束经开松并喷洒增塑剂或胶黏剂后,包裹在内层滤棒外周,再由成型纸包裹成型而得;内外两层滤棒的丝束填充量不同,密度不一致,从而出现吸阻压降差。
3、本发明较优公开例中,所述压降差为负压差或正压差。
4、本发明较优公开例中,所述内层滤棒为圆柱体或非圆柱体。
5、本发明较优公开例中,所述内层滤棒的内部含有一个或多个贯通的空管,其截面形状为三角形、圆形、五角形、六边形、正多边形等。
6、本发明较优公开例中,所述内层滤棒和外层滤棒的中轴线重合或不重合。
7、本发明较优公开例中,所述内层滤棒无成型纸包裹时,由热成型工艺制得。
8、进一步的,内层滤棒成型时温度110~230℃,增塑剂或胶黏剂占丝束重量的18~40%。
9、本发明较优公开例中,所述内层滤棒为成型纸包裹成型制成。
10、进一步的,增塑剂或胶黏剂占丝束重量的6~18%。
11、进一步的,所述成型纸为高透成型纸,单位面积重量在20~50g/㎡,透气度为300~30000cu。
12、更进一步的,高透成型纸颜色任意。
13、本发明较优公开例中,所述滤棒直径4.0~8.5mm,长度30~160mm,其中内层滤棒直径2.0~6.0mm。
14、本发明较优公开例中,所述丝束为二醋酸纤维丝束、聚丙烯纤维丝束、pe/pp复合纤维、pe/pet复合纤维及聚乳酸丝束中的一种或多种。
15、本发明较优公开例中,所述增塑剂或胶黏剂为三乙酸甘油酯、二乙酸甘油酯、三甘醇二乙酸酯中的一种或多种。
16、进一步的,增塑剂或胶黏剂中可以添加使用色素,使滤棒呈现出非丝束本身的颜色;更进一步的,内层滤棒与外层滤棒所使用的色素不相同,使之呈现内外双色的外观。
17、本发明较优公开例中,所述外层成型纸是高透气度成型纸或普通成型纸。
18、进一步的,所述成型纸单位面积重量20~150g/㎡之间。
19、进一步的,所述高透气度成型纸透气度在300~30000cu之间。
20、进一步的,成型纸颜色任意。
21、有益效果
22、本发明所公开的径向变压滤棒,利用滤棒的径向压差,使烟气在滤棒中的运动轨迹更加复杂,在滤棒中的驻留时间加长,达到降低烟气温度的目的。同时,烟气在滤棒中的驻留时间加长,被丝束截留的概率更大,从而达到提高烟气过滤性能的目的。
技术特征:
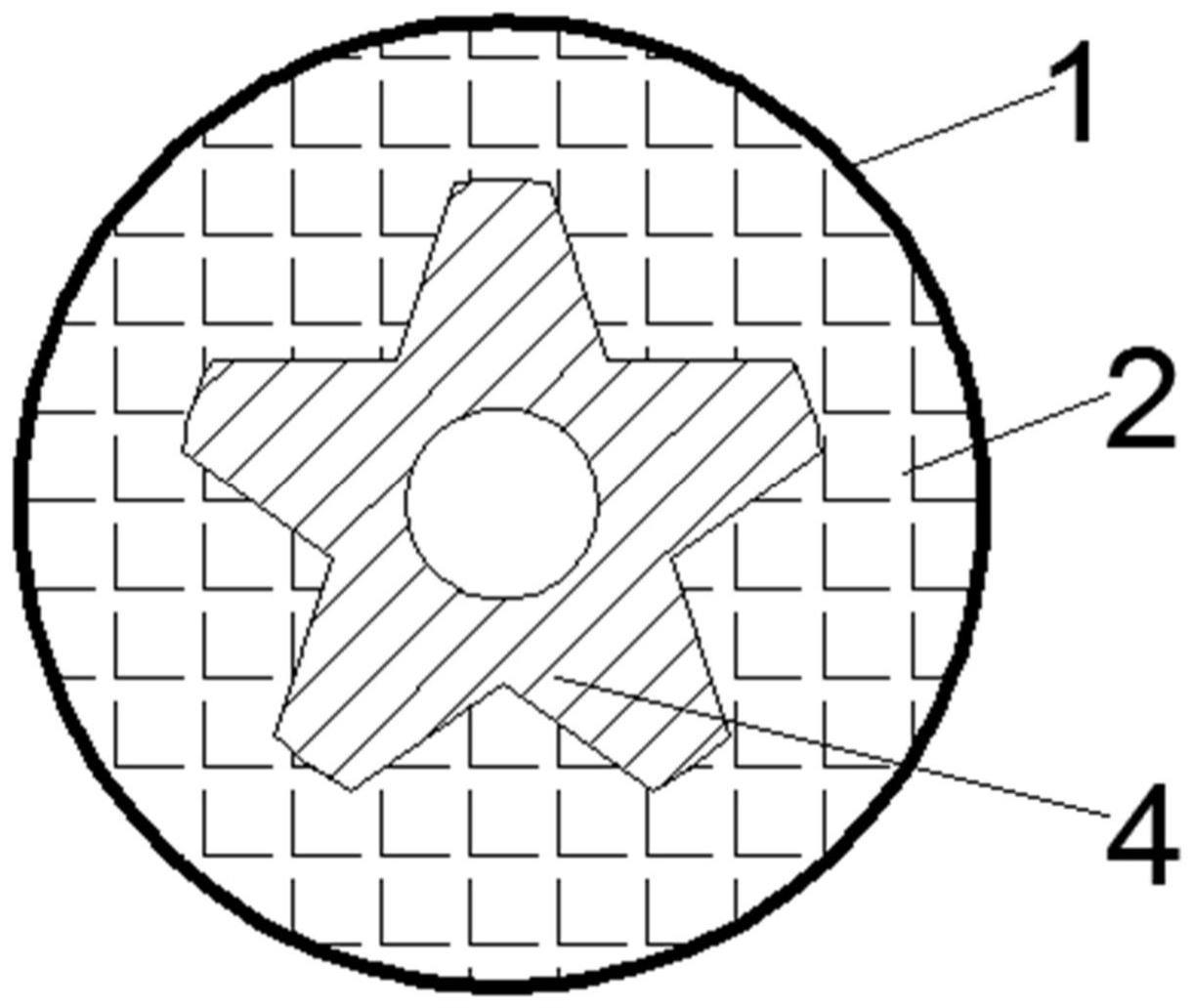
1.一种径向变压滤棒,由内外两层存在压降差的滤棒组成,其特征在于:内层滤棒(4)包裹有/无成型纸(3),外层滤棒(2)由丝束经开松并喷洒增塑剂或胶黏剂后,包裹在内层滤棒(3)外周,再由成型纸(1)包裹成型而得;内外两层滤棒的丝束填充量不同,密度不一致,从而出现吸阻压降差。
2.根据权利要求1所述的径向变压滤棒,其特征在于:所述压降差为负压差或正压差。
3.根据权利要求1所述的径向变压滤棒,其特征在于:所述内层滤棒(4)为圆柱体或非圆柱体。
4.根据权利要求1所述的径向变压滤棒,其特征在于:所述内层滤棒(4)的内部含有一个或多个贯通的空管,其截面形状为三角形、圆形、五角形、六边形、正多边形。
5.根据权利要求1所述的径向变压滤棒,其特征在于:所述内层滤棒(4)和外层滤棒(2)的中轴线重合或不重合。
6.根据权利要求1所述的径向变压滤棒,其特征在于:所述内层滤棒(4)无成型纸包裹时,由热成型工艺制得,成型时温度110~230℃,增塑剂或胶黏剂占丝束重量的18~40%。
7.根据权利要求1所述的径向变压滤棒,其特征在于:所述内层滤棒(4)为成型纸(3)包裹成型制成,增塑剂或胶黏剂占丝束重量的6~18%。
8.根据权利要求1所述的径向变压滤棒,其特征在于:所述成型纸(3)为高透成型纸,单位面积重量在20~50g/㎡,透气度为300~30000cu。
9.根据权利要求1所述的径向变压滤棒,其特征在于:所述滤棒直径4.0~8.5mm,长度30~160mm,其中内层滤棒直径2.0~6.0mm。
10.根据权利要求1所述的径向变压滤棒,其特征在于:所述外层成型纸(1)是高透气度成型纸或普通成型纸。
技术总结
本发明属于卷烟材料技术领域,涉及滤棒,尤其涉及一种径向变压滤棒,由内外两层存在压降差的滤棒组成,其中,内层滤棒包裹有/无成型纸,外层滤棒由丝束经开松并喷洒增塑剂或胶黏剂后,包裹在内层滤棒外周,再由成型纸包裹成型而得;内外两层滤棒的丝束填充量不同,密度不一致,从而出现吸阻压降差。本发明所公开的径向变压滤棒,利用滤棒的径向压差,使烟气在滤棒中的运动轨迹更加复杂,在滤棒中的驻留时间加长,达到降低烟气温度的目的。同时,烟气在滤棒中的驻留时间加长,被丝束截留的概率更大,从而达到提高烟气过滤性能的目的。
技术研发人员:蒋琛,荆华,郑红亮
受保护的技术使用者:江苏大亚滤嘴材料有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!