确定烟草重量的制作方法
确定烟草重量
1.本发明涉及用于确定烟草重量、并且特别是烟草产品(诸如加热烟草产品)中的烟草重量的技术。
2.主要作为对与吸烟相关联的健康风险的响应,已经开发了称为加热(或热不燃)烟草产品的新型烟草产品。这些产品的特征在于加热烟草而没有燃烧或阴燃以释放含有尼古丁和使用者吸入的香味剂的气溶胶。加热烟草产品以各种形式出现,包括通过单独的电子设备加热的产品,以及其中烟草通过与烟草分离的碳素末端加热的产品。
3.加热烟草产品取决于制造商而具有不同的构造,但通常将具有烟草元件、过滤元件和传递管的棒的形式。可能存在其他物理组件,如碳块、香料胶囊、箔、金属条等等。该棒用纸包裹起来,以与传统卷烟没什么区别的形式将其保持在一起,并且可进一步包括水松纸和诸如薄荷醇之类的香料。
4.在任何烟草产品的制造期间,烟草重量的控制被认为是关键制造参数。产品中过量的烟草将不利地影响利润并且可能导致毒物的产量增加。另一方面,太少的烟草可能导致消费者不满意。因此,作为制造过程的一部分执行烟草密度和/或重量的测量是已知的。
5.常规地,使用微波共振器腔进行烟草密度和重量的测量。这些技术通过测量由穿过腔体的烟棒引起的微波共振的变化来工作。这有效地提供了棒的密度的测量,其可以简单地转换成棒的烟草重量。微波技术还可以被部署用于离线测量烟草重量作为质量控制和质量保证活动的一部分。
6.一些成品烟草产品含有金属组件,诸如带、箔和包装纸,其可能干扰微波腔的工作并且使密度测量不可靠。此外,其他元件(诸如邻近烟草柱的碳块)可以产生强的微波响应。因此,在存在由烟草产品中的非烟草组件引起的干扰的情况下,烟草重量或密度的微波测量可能不是适合的。
7.已经试验了x射线重量测量系统作为微波重量系统的替换物。例如,wo2019/073214(其主题以引用方式结合于本文)公开了一种当烟草产品在纵向方向上行进通过检查区时使用x射线来确定烟草产品的密度的方法。这样的技术使用由x射线源和检测器产生的图像的密度以针对图像密度校准使用烟草的标称密度来推断烟草的重量。
8.已知的x射线重量测量系统的问题是图像的密度经受与存在的烟草量的变化无关的许多变化。例如,图像亮度、密度和饱和度是源亮度的函数,并且这已知随时间而变化。此外,检测器灵敏度可能随时间变化。这意味着图像通常随时间变得更暗,这将意味着棒中存在更多的烟草。结果是,图像密度到真实物理密度的校准不能随时间保持,并且部件或条件的任何变化可能需要新的校准,这将是复杂且繁琐的。
9.另外,改变烟草的共混物或类型将需要新的校准,因为一种类型的烟草(例如,层状的)不可能具有与其他类型(例如,diet膨胀烟草)相同的图像密度和物理密度特性。
10.此外,由于烟草组件通常是不均匀的,将烟草包装到烟草产品中的方式可能对密度的直接确定具有混杂影响。例如,香烟中的线股(strand)的取向和它们与其他线股的关系可以改变图像密度。已经发现,例如,将同一产品旋转90
°
可以产生显著变化的两个平均图像密度,并且将转化为烟草重量的10-20%的误差。
11.因此,期望提供可以允许更准确地确定烟草产品中的烟草重量的技术,该技术可以在其他组件可能引起对微波测量的干扰的情况下使用,和/或对准确度漂移较不敏感。
12.根据本发明的一个方面,提供了一种用于确定烟草产品中的烟草重量的设备,该烟草产品包括烟草组件和多个非烟草组件,该设备包括:
13.用于确定烟草产品的总重量的装置;
14.用于产生该烟草产品的x射线图像的装置;
15.用于从x射线图像确定非烟草组件的重量的装置;以及
16.用于基于烟草产品的总重量和非烟草组件的重量来确定烟草组件的重量的装置。
17.本发明可以提供的优点是:通过从x射线图像确定非烟草组件的重量,并且基于烟草产品的总重量和非烟草组件的重量来确定烟草组件的重量,可以实现比常规技术更准确地确定烟草重量。此外,本发明可以允许在存在可能干扰微波测量的组件的情况下进行测量。此外,与常规技术相比,本发明可能更不易受准确度漂移的影响。
18.本发明可以与包含烟草组件和非烟草组件的任何类型的烟草产品(诸如常规香烟)一起使用。然而,本发明特别适用于更复杂的烟草产品,诸如加热烟草产品,使用常规技术可能更难以对其进行分析。因此,烟草产品可以是加热烟草产品。
19.烟草产品可以是棒状物品。在这种情况下,烟草产品的至少一些组件可以是基本上圆柱形的。例如,烟草产品可以包括过滤嘴、管、烟草柱和碳块中的一者或多者,它们中的每一者可以是基本上圆柱形的。烟草产品还可以包括呈片材形式的一个或多个组件,诸如金属箔和纸质外包装。这样的组件可以包裹在棒状物品周围。
20.烟草组件可以包括再造烟草片。这种烟草组件通常存在于加热烟草产品中,并且可能难以使用常规技术进行分析。
21.烟草产品可以包括当用微波辐射时产生与产品密度无关的微波响应的组件。例如,烟草产品可以包括金属组件,诸如金属箔、带或外包装,和/或碳组件,诸如碳块或灌注有碳颗粒的过滤元件。在一个示例中,烟草组件至少部分地用金属或金属化箔外包裹。本发明可避免使用微波,并且因此可便于分析这些产品。
22.优选地,用于确定烟草组件的重量的装置被布置成从烟草产品的总重量中减去每个非烟草组件的重量。
23.在一个实施例中,用于确定非烟草组件的重量的装置被布置成直接确定至少一个非烟草组件的重量。这可以例如基于x射线图像中的组件的光学密度来完成。
24.然而,在优选实施例中,用于确定非烟草组件的重量的装置被布置成确定每个非烟草组件的尺寸,并且基于该尺寸来计算该组件的重量。例如,尺寸可以是组件的长度和直径中的至少一者。组件的尺寸可直接或间接映射到其重量。已经发现,非烟草组件的重量的这种间接确定可以产生更准确的结果并且可以不太容易漂移。
25.用于确定非烟草组件的重量的装置可以包括用于分析x射线图像以确定每个非烟草组件的尺寸的装置。这可以提供确定烟草产品的组件的尺寸的方便且可靠的方式。
26.用于确定非烟草组件的重量的装置可被布置成基于尺寸(例如,如由图像分析装置确定的尺寸)来计算每个非烟草产品的体积或面积。例如,在组件是实心组件的情况下,可以计算组件的体积。在组件是薄片形式的情况下,可以计算组件的体积或面积。体积或面积的计算可以例如使用基于对组件的形状的知识的公式来实现。组件的形状可以是预定
的,或者可以从x射线图像推断出。
27.例如,当组件是实心圆柱体时,组件的体积可以根据方程v=π(d/2)2l计算,其中v是体积,d是直径并且l是长度。当该组件是空心圆柱体时,该组件的体积可以根据等式v=π((ed/2)2–
(id/2)2)l计算,其中ed是外径并且id是内径。在该组件呈片材形式(诸如纸质外包装)的情况下,该组件的面积可以根据a=πdl计算。
28.已经发现,对于一些产品,直径可以从一个产品到另一个产品变化很小。由此,在一个实施例中,组件的直径可以是预定值,并且可以从x射线图像确定组件的长度。然而,如果需要,可从x射线图像确定任何适当的尺寸并用于重量确定。
29.优选地,用于确定非烟草组件的重量的装置被布置成基于组件的体积或面积以及该组件的密度或面积密度的预定值来确定非烟草组件的重量。例如,组件的体积可以乘以预定的密度值以获得重量。在另一示例中,组件的面积可乘以面积密度的预定值,以获得重量。可替换地,组件的长度(或任何其他尺寸)可以直接映射到重量。已经发现,对于典型的产品,非烟草组件的密度倾向于从一个产品到下一个产品不显著变化。因此,这些技术可以提供确定非烟草组件的重量的相对准确的方式。
30.该设备可以与多个不同类型的产品一起使用,每个产品可以具有具有不同特性的组件。在这种情况下,该设备可以进一步包括存储装置(存储器),该存储装置存储针对多个不同类型的烟草产品中的每一者的、非烟草组件的密度或面积密度的预定值。用于确定非烟草组件的重量的装置可被布置成在存储装置中查找针对待测类型的产品的密度或面积密度的预定值。这可以允许该设备容易地适配于不同类型的产品,或者其中产品的组成被改变。
31.在一个实施例中,用于确定非烟草组件的重量的装置被布置成基于x射线图像中的烟草产品的特性来确定待测试产品的类型。可替换地,产品的类型可以由用户输入。
32.用于产生x射线图像的装置可包括:
33.布置成照射烟草产品的x射线辐射源;以及
34.传感器,布置成检测来自烟草产品的x射线辐射并产生x射线图像。
35.在一个实施例中,该传感器是平板x射线检测器或线扫描器。用于产生x射线图像的装置可被布置成从由传感器在烟草产品的多个不同轴向位置处产生的图像数据来产生合成x射线图像。这可提供产生x射线图像的方便且成本有效的方式。
36.用于产生x射线图像的装置可以进一步包括用于在烟草产品被成像时保持烟草产品的装置。用于保持烟草产品的装置可被布置成对烟草产品施加真空和/或物理地保持烟草产品。用于保持烟草产品的装置可以是例如真空吸盘或用于保持烟草产品的任何其他适合的装置。
37.优选地,用于产生x射线图像的装置被布置成产生整个烟草产品的图像。这可以例如通过拍摄整个产品的图像或通过拍摄产品的不同部分的图像并组合图像以获得整个产品的图像来实现。
38.用于确定烟草产品的总重量的装置可以是称重装置,诸如重量天平,或用于确定物品的重量的任何其他适当的装置。
39.在一个实施例中,该设备是用于烟草产品的离线分析的分析设备。
40.在另一实施例中,该设备是烟草产品制造或组合机的一部分。在这种情况下,用于
确定烟草产品的总重量的装置可以是机器的一部分。
41.在该设备是烟草产品制造或组合机的一部分的情况下,烟草组件的重量(如由该设备确定的)可以用于控制由机器生产的烟草产品的烟草组件的填充。这可以允许自动控制烟草的量。可替换地,烟草组件的重量可被显示出并由操作者使用以控制机器。
42.根据本发明的另一方面,提供了一种烟草产品制造或组合机,其包括上述任何形式的设备。
43.在以上布置中的任一布置中,用于确定非烟草组件的重量的装置和/或用于确定烟草组件的重量的装置可以被实现为在具有相关联的存储器的适合的处理器上运行的一个或多个软件模块。因此,该设备可以包括处理装置,诸如用计算机软件编程的处理器,该处理器被布置成执行上述任何功能。
44.在以上布置中的任一者中,可以设置用于将烟草产品传送至该设备、在该设备内和/或从该设备传送出烟草产品的装置。例如,该设备可以包括用于将烟草产品馈送至该设备的产品馈送机构和/或用于将烟草产品从该设备的一个部件传递至另一部件的产品传递机构、和/或用于将烟草产品从该设备排出的排出机构。用于传递烟草产品的装置可以在控制单元的控制下操作,控制单元可以被实现为处理器上的软件模块。
45.还可以提供相应的方法方面。因此,根据本发明的另一方面,提供了一种确定烟草产品中的烟草重量的方法,该烟草产品包括烟草组件和多个非烟草组件,该方法包括:
46.确定烟草产品的总重量;
47.产生该烟草产品的x射线图像;
48.从x射线图像确定非烟草组件的重量;以及
49.基于烟草产品的总重量和非烟草组件的重量来确定烟草组件的重量。
50.本发明的一个方面的特征可以与任何其他方面一起提供。设备特征可与方法方面一起提供,反之亦然。
51.现在将参考各个附图纯通过示例的方式来描述本发明的优选特征,附图中:
52.图1示出了典型加热烟草产品的各部分;
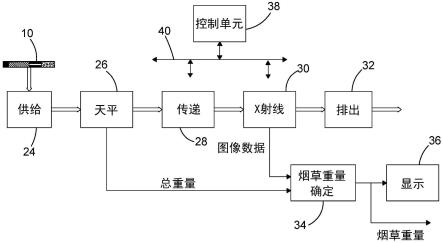
53.图2示出了在本发明的实施例中的用于确定烟草产品中的烟草重量的设备的各部分;
54.图3示出了x射线系统的各部分;
55.图4示出了在一个实施例中的烟草重量确定单元的各部分;
56.图5a和5b示出了烟草产品的x射线图像的示例;以及
57.图6示出了用于制造和分析烟草产品的系统的各部分。
58.吸烟制品的构造方式已经由于新型加热烟草产品的出现而根本上改变。这些产品,有时称为热不燃产品或热不燃棒,其特征在于通过加热烟草,而不是燃烧,以产生较少的危险物质。
59.例如,一种类型的加热烟草产品(有时称为“热棒”)由包裹在纸中的再造烟草塞、过滤嘴和冷却元件组成。再造烟草富含甘油/丙二醇。在使用中,棒被插入到包括加热器的笔状保持器中。在保持器中,烟草被加热至高达350℃的温度。所释放的含有烟碱的气溶胶被消费者吸入。热棒的构造可以例如如ep2854569中所公开,其主题通过引用并入本文。尽管这种类型的产品的形式相对简单,但是可获得更复杂的构造。
60.一些其他类型的加热烟草产品依赖于使用围绕加热烟草棒的元件的金属箔将热量从热源传递至烟草或烟草片。例如,一种类型的产品包含内部热源,该内部热源是设置有空气通道并且包含氧化装置的煤片的形式。该煤被用来加热具有气溶胶生成特性的两种再造烟草的塞子。当在产品上抽吸时,灼热的煤片将吸入的空气加热到大约300℃并且使来自烟草的加热空气气溶胶蒸发。在us 2007/0023056中揭示了这种类型的加热烟草产品的示例,其主题通过引用结合在此。其他类型的烟草产品还可以具有包围烟草柱的一些或全部的金属箔。
61.在任何烟草产品的制造过程中,烟草重量的控制被认为是关键的控制。烟草通常是产品的最昂贵的部分,并且因此过量的烟草将不利地影响利润,而太少的烟草可能导致消费者的不满意。此外,产品中过量的烟草可导致需要报告给管理当局的毒物产量增加。在极端情况下,作为批量投放或者甚至产品市场撤回的一部分,这可能导致产品检疫/拒绝。因此,实际上通过监测和控制密度来控制烟草的重量是关键制造参数。
62.烟草的密度或重量的测量可以作为制造过程的一部分在线进行。常规地,这是通过使用例如在us 7132836中揭示的微波共振器腔来执行的。这些方法通过测量由穿过腔的烟棒引起的微波共振的变化来工作。这有效地提供了棒的密度的测量,其可以简单地转换成棒的烟草重量。微波方法还可以被部署用于离线测量烟草重量作为质量控制和质量保证活动的一部分。
63.已经发现,在烟草产品包含与感兴趣区段相邻的产生高微波响应的元件的情况下,微波的高响应将倾向于使感兴趣区段的真实响应模糊。作为示例,与烟草柱相邻的碳块可以产生强的微波响应。在这种情况下,通过改变待测元件的表观长度或引起烟草密度的误估计,碳的响应的尾部可能干扰微波测量。
64.还已知的是,一些成品烟草产品含有金属组件,诸如金带和包装纸,这些金属组件可干扰微波腔的工作并且使密度测量不可靠。因此,烟草重量或密度的微波测量在存在例如由烟棒或已完成的加热烟草产品中的金属箔交叠或包装引起的干扰的情况下可能是不合适的。
65.因此,已经发现微波方法对某些类型的烟草产品是无效的。然而,在没有一些控制手段的情况下,可能将不正确量的烟草添加到产品中,通常过度填充以力求安全,这具有高于必要产品成本和随后利润损失的结果。
66.已经试验x射线系统以替换微波重量系统。这些系统依赖于区分烟草柱的x射线光学密度。然而,由于烟草柱基本上是不均匀的,因此这种系统尚未被证明是有效的。在试验中,仅通过产品旋转的行为就在同一样本上获得显著可变的结果。对于其中仅利用烟草柱的x射线图像密度的这种系统,
±
15%的准确度是实际极限。
67.因此,已经发现,基于光学系统的烟草柱的密度的测量或直接x射线密度测量不能可靠地用于形成烟草重量的测量。
68.本发明的各实施例使用最终产品的总重量测量和具有均匀密度的产品的组件的尺寸的测量的组合。然后可以确定可能不具有均匀密度的烟草组件的重量。这可以允许无损地确定加热烟草产品中的烟草的重量,该加热烟草产品可以包括诸如烟草柱的金属箔交叠之类的金属组件。
69.图1示出了典型加热烟草产品的各部分。参考图1,烟草产品10包括过滤嘴塞12、管
区段14、烟草柱16、具有空气穿孔的碳端18、铝箔20、以及纸质外包装22。过滤嘴塞12由均匀密度的材料(诸如固化的单乙酸纤维素)制成。管区段14用于冷却气溶胶,并且可以由碳酸盐或更通常地蒸汽固化的中空乙酸酯管制成。烟草柱16由不均匀密度的再造烟草制成。铝箔20覆盖碳端18和烟草柱16两者的一部分。在使用中,碳端18被点燃并且充当热源以经由铝箔20加热烟草柱16。
70.应当理解,加热烟草产品的确切构造可以取决于制造商和产品生产线而变化,因此该描述是作为示例而非限制给出的。例如,在其他构造中,一个或多个组件可以不存在,一个或多个附加组件可以存在,和/或组件的尺寸和/或关系可以变化。
71.已经发现,在诸如图1所示的产品中,对于特定类型的产品,除了烟草柱之外的所有组件倾向于具有一致的均匀密度。这些密度可以批量测量并记录。这可以允许以合理的准确度确定那些组件的重量。如果将产品放置在组合了称重整个产品的能力并且确定烟草产品的非烟草组件的精确外形尺寸的设备中,则可能推断烟草组件的重量。
72.图2示出了在本发明的实施例中的用于确定烟草产品中的烟草重量的设备的各部分。参考图2,该设备包括产品供给24、天平26、产品传递28、x射线系统30、产品排出器32、烟草重量确定单元34、显示单元36和控制单元38。在操作中,产品供给24例如从料斗或质量流接收烟草产品10,并且将烟草产品传递到天平26。天平26测量烟草产品的总重量(质量),并且将指示总重量的数据发送至烟草重量确定单元34。一旦已经测量了烟草产品的重量,产品传递28就将烟草产品10从天平26传递到x射线系统30。x射线系统30产生烟草产品的一个或多个x射线图像并且将图像传递至烟草重量确定单元34。产品排出器32然后将烟草产品10排出到例如收集箱或其他装备中用于进一步分析。烟草重量确定单元34从天平26接收烟草产品的总重量并且从x射线系统30接收图像,并且从这些确定烟草的重量(质量),如下文将解释的。
73.设备的各个部分在控制单元38的控制下操作。控制单元38使用系统总线40与设备的各个部分通信,系统总线40使用合适的通信协议操作。为了简单起见,控制单元38与该设备的其他部分之间的连接在图2中未示出。
74.在上述布置中,产品供给24、产品传递28和产品排出器32包括传递机构,以便将烟草产品从设备的一部分传递到另一部分。这种传递机构在本领域中是已知的,并且因此不再进一步描述。
75.天平26是在高精度下测量烟草产品的总质量的分析天平。使用合适的通信协议将与烟草产品的总质量相关的数据传递至烟草重量确定单元34。此类天平是市售的,并且因此不再进一步描述。
76.x射线系统30包括x射线源和x射线检测器。在一个实施例中,x射线系统30采用快速作用固态平板x射线检测器或扫描系统,以便产生烟草产品的x射线图像。或者,该x射线系统可以包括检测器,该检测器被布置成拍摄整个烟草产品的x射线图像。
77.烟草重量确定单元34包含用于分析烟草产品的x射线图像并确定烟草的重量(质量)的算法,如下文将解释的。烟草重量确定单元34可被实现成在合适的处理器(诸如个人计算机)上执行的一个或多个软件程序。
78.将理解的是,在替换布置中,x射线系统30可以在天平26之前,或者x射线系统30和天平26可以是同一系统的一部分(例如,可以在对产品进行称重的同时拍摄x射线图像)。
79.图3示出了在一个实施例中的x射线系统30的多个部分。参见图3,x射线系统包括x射线源42、x射线平板检测器44、真空卡盘46、平台48、驱动电机50、丝杠51、位置编码器52以及控制和处理单元54。真空卡盘46被用于使用真空来保持样本10。真空卡盘46被附连到平台48,平台23借助电机50和丝杠51进行平移。丝杠51与样本10的轴对齐,使得电机50的旋转引起样本相对于源42和检测器44在轴向上移动。控制和处理单元54被用于控制电机50的操作,以便将样本10移动到适当位置以用于成像。对真空卡盘的精确位置参考由位置编码器52测量并发送到控制单元54。
80.在操作中,样本10首先被移动到感兴趣的区域在检测器44的视场中的位置。然后,由平板检测器44拍摄样本的图像并将其传送到控制和处理单元54。然后,将样本在轴向上移动到另一位置。在该位置,拍摄附加的图像并将其传送到控制和处理单元54。可以针对样本的多个不同位置重复该过程。优选地,移动样本,使得沿着其整个长度拍摄图像,每个图像与下一图像邻接或重叠。如果期望,当样本移动时,样本的某些部分可以被成像和/或与其他部分相比具有减少的曝光时间。控制和处理单元54包括适当的成像算法,用于基于由平板检测器44拍摄的样本的不同区域的单独图像来产生合成图像。将由此产生的图像数据传送至烟草重量确定单元34。
81.如果期望,可以使用两个或更多个平板检测器以便在不同的圆周和/或轴向位置对样本进行成像。可替换地,可使用线检测器代替平板检测器。
82.x射线系统可以是例如国际专利申请号wo 2020/012162中所描述的,该申请的主题通过引用结合在此,尽管可以替换地使用其他类型的x射线成像系统。
83.图4示出了本发明的一个实施例中的烟草重量确定单元34的多个部分。参见图4,烟草重量确定单元34包括图像分析模块56、产品类型指示器58、非烟草重量计算模块60、数据库62和烟草重量计算模块64。
84.在操作中,图像分析模块56从x射线系统30接收图像数据。图像分析模块56被布置成处理图像数据以确定烟草产品中的各个组件的尺寸。为了实现这一点,图像分析模块56利用一个或多个已知算法来检测数字图像中的对象的边缘。此类算法通常涉及测量用于定义一个点(边缘被定义为存在于该点处)的对比度水平以及沿着所定义的边缘的长度(以像素为单位),该长度被用于确定连续且真实的边缘,并且涉及确定检测到的边缘是真实边缘的概率的统计考虑。通过分析图像的水平和垂直区域投影来检测边缘。wo 2004/083834中公开了合适的成像算法的示例,其主题通过援引纳入本文。这种算法在本领域中是已知的,并且因此不再进一步描述。
85.图5a和5b示出了由x射线系统30产生的烟草产品的x射线图像的示例。参考图5a,可以在x射线图像中检测烟草产品的各种组件。在该示例中,组件a是中空乙酸酯管,组件b是包含烟草的一种混合物的第一烟草元件,组件c是包含烟草的另一种混合物的第二烟草元件,组件d是碳端,组件e是铝箔,并且组件f是纸质外包装。
86.图5b示出了在一个实施例中通过图像分析模块56中的图像处理算法对x射线图像执行的不同测量。参考图5b,在该示例中,图像分析模块计算中空乙酸酯管a的长度la、第一烟草元件b的长度lb、第二烟草元件c的长度lc、碳端的长度ld、铝箔的长度le以及纸质外包装f的长度lf。
87.图像分析模块56可以被布置成基于图像数据中的产品的特性来确定样本属于多
个不同类型的烟草产品中的哪一个。这可以通过使用由图像处理算法测量的尺寸以在数据库62中查找产品类型来完成。产品类型然后可以被存储在产品类型指示器58中。
88.例如,在图5的样本中,产品的各种组件的长度对于不同类型的产品可以是不同的。在这种情况下,数据库62可以存储烟草产品类型的列表,该列表具有各组件中的一个或多个针对每种类型的标称长度。然后,图像分析模块56可以使用所测量的长度li在数据库62中查找样本所属的产品类型。
89.可替换地,产品的类型可以由用户经由用户界面输入到产品类型指示器58中。
90.返回参见图4,烟草产品的不同组件的尺寸li从图像分析模块56输出至非烟草重量计算模块60。非烟草重量计算模块60使用尺寸li来计算各个组件中的每一个的体积(或面积)。通常,对于实心组件,将计算体积,而对于片材组件,可以计算面积。可以使用组件的形状的知识执行计算。组件的形状可以是标准值或者可以使用如产品类型指示器58所指示的产品类型的知识从数据库62检索。
91.典型地,诸如图5中示出的中空醋酸纤维管a和碳端d之类的组件是从较长长度的材料中切割的。在这种情况下,组件的长度从一个产品到另一个产品可能存在一些变化。另一方面,诸如组件的直径之类的尺寸可以相当一致。因此,仅测量组件中的一些或全部的长度就可以足够了。然而,如果需要,也可以测量图像中的其他尺寸。例如,可以测量一个或多个组件的直径。在中空醋酸酯管的情况下,可以测量内径和外径。在这种情况下,可以使用诸如直径以及长度等尺寸来估计烟草产品各种组件的体积或面积。
92.然后,非烟草重量计算模块60从数据库62中获得每个组件的密度(或面积密度)。除其他外,数据库62还存储与该设备一起使用的每个烟草产品类型的每个非烟草组件的密度或面积密度(单位面积质量)的标称值。非烟草重量计算模块60使用产品类型的知识,如产品类型指示器58所指示,查找存储在数据库62中的该产品类型的组件的密度(或面积密度)。
93.然后,非烟草重量计算模块60使用产品的各非烟草组件的体积(或面积)(根据尺寸li计算)以及该组件的密度(或面积密度)(从数据库62检索)来计算该组件的重量。
94.例如,对于图5中示出的样本,非烟草重量计算模块60首先计算中空醋酸酯管a、碳端d和铝箔e的体积。中空醋酸酯管a的体积使用以下方程计算:
[0095]va
=xala[0096]
其中xa是中空醋酸酯管a的横截面面积。横截面积xa可以是存储在数据库62中的该类型产品的预定值(如由产品类型指示器58所指示的)。可替换地,横截面积xa可使用以下方程根据如由图像分析模块51测量的中空醋酸酯管a的内径和外径来计算:
[0097][0098]
其中是eda是中空醋酸酯管a的外径,而ida是内径。
[0099]
碳端d的体积使用以下方程计算:
[0100]vd
=xdld[0101]
其中xd是碳端d的横截面面积。横截面积xd可以是存储在数据库62中的该类型产品的预定值,也可以使用方程根据如由图像分析单元56测量的碳尖端的直径来计算:
[0102][0103]
其中dd是碳端d的直径。
[0104]
铝箔d的体积使用以下方程计算:
[0105]ve
=xele[0106]
其中xe是铝箔e的横截面面积。横截面积xe可以是存储在数据库62中的该类型产品的预定值,也可以根据如由图像分析单元56测量的尺寸来计算,例如以与中空碳酸酯a类似的方式。
[0107]
非烟草重量计算模块60使用以下等式计算纸外包装f的面积:
[0108]af
=πdflf[0109]
其中df是纸质外包装的直径。该值可以是存储在该类型的产品的数据库62中的预定值,或者由图像分析单元56测量。
[0110]
然后,非烟草重量计算模块60从数据库62获得中空乙酸酯管a、碳端d和铝箔e的密度以及纸质外包装f的面积密度。数据库62包括查找表,该查找表允许重量计算模块60检索待测烟草产品的非烟草组件的不同密度和面积密度,如由产品类型指示器58所指示的。
[0111]
然后,重量计算单元60使用以下方程计算中空乙酸酯管a、碳端d和铝箔e的重量:
[0112]
wa=ρ
ava
[0113]
wd=ρ
dvd
[0114]
we=ρ
eve
[0115]
其中,ρa、ρd和ρe分别是中空乙酸酯管a、碳端d和铝箔e的密度。
[0116]
非烟草重量计算模块60还使用下方程计算纸质外包装f的重量wf:
[0117]
wf=p
faf
[0118]
其中pf是纸质外包装的面积密度(每单位面积的质量)。
[0119]
如果需要,可以按与纸质外包装类似的方式根据其面积和面积密度而不是体积和密度来计算铝箔的重量。
[0120]
返回参考图4,各种非烟草组件的重量wi从非烟草重量计算模块60输出至烟草重量计算模块64。
[0121]
烟草重量计算模块64基于从天平26接收的烟草产品的总重量和各种非烟草组件的重量wi计算产品中烟草的重量。这通过从总重量中减去各种重量wi来完成。烟草的重量w
tob
然后被输出至显示器36和/或其他装备以用于进一步处理。
[0122]
例如,在图5所示的样本的情况下,烟草重量计算模块64接收来自非烟草重量计算模块60的重量wa、wd、we和wf以及来自天平26的烟草产品的总重量w
t
。烟草重量计算模块64然后使用以下方程计算产品中烟草的重量w
tob
:
[0123]wtob
=w
t-(wa+wd+we+wf)
[0124]
然后,烟草的重量被输出到显示器36,在显示器36处,烟草的重量被显示给用户。烟草重量还可以传达至其他装备件。
[0125]
实际测试已经表明,与直接利用烟草组件的x射线图像密度的约15%的准确度相比,上述技术可以具有优于5%的准确度。
[0126]
在制造期间,将对可接受的烟草重量施加限制。可以以控制图表的形式绘制所计
算的烟草重量,其中对这些值的作用限制允许更紧密地控制该过程。或者,作为以高速工作的制造或组合系统的一部分,所计算的烟草重量可以用作控制参数以改变作为闭环反馈系统的一部分的制造或组合设备的填充能力。
[0127]
因此,应当理解,本发明的实施例涉及天平加x射线系统的组合使用以在被箔或其他包装材料覆盖时确定不定密度的烟草组件的重量,该箔或其他包装材料排除使用微波来确定烟草重量/密度。x射线或其他光学系统被用于提供产品内的非烟草组件的尺寸信息。通过使用这些稳定组件的已知均匀密度,可以产生对它们的重量的测量。从这些测量和总产品重量,可以获得具有可变或不定密度的烟草组件的重量。在烟草组件完全或部分地包覆有金属或金属化箔(这将阻止使用微波来确定密度)的情况下,可以使用这种布置。在烟草组件紧密耦接或邻近具有将干扰使用微波的准确地确定密度的高微波响应的元件(诸如用碳颗粒输注的碳块或单乙酸酯过滤嘴元件(诸如“dalamatian”过滤嘴))的情况下,也可以使用这种布置。这些技术可以与任何类型的烟草产品一起使用,尽管它们对于加热烟草产品具有特定的应用。
[0128]
这些测量可以在包括重量天平和x射线系统的离线系统中使用平板或线扫描检测来进行。或者,测量可以作为制造或组合机器的一部分在线进行,其中总重量测量是制造机器的一部分,并且其中每个产品被x射线照射以确定组件尺寸并因此确定组件重量。在这种情况下,烟草重量的测量结果/导出值可被用于控制制造器或组合器填充烟草产品的烟草部分。
[0129]
已经发现,上面提出的将x射线用于尺寸定位的技术对源亮度或检测器灵敏度的变化相对不敏感,因此与先前技术相比,降低了准确度的漂移。通常,所需要的唯一校准变化是当使用不同的纸或过滤嘴丝束(tow)时——这些仅是最终算法中的数字并且可以从材料规格中获得。
[0130]
图6示出了用于制造和分析烟草产品的系统的各部分。该系统包括烟草产品制作机70、采样单元72、烟草称重设备74和机器控制单元76。在操作中,烟草产品制造机70生产烟草产品,诸如加热烟草产品,其作为质量流被输出。采样单元72从质量流采样烟草产品并且将采样的产品馈送至烟草称重设备74。烟草称重设备74确定产品中烟草组件的重量。烟草称重设备74可以是任何上述形式的用于确定烟草重量的装置。烟草组件的重量从设备74馈送到机器控制单元76。机器控制单元76基于由设备74确定的烟草组件的重量来控制烟草产品中使用的烟草的量。或者,可以基于烟草重量的视觉显示通过机器操作者手动地进行调整。
[0131]
应当理解,以上仅通过示例的方式描述了本发明的实施例,并且细节上的修改是可能的。例如,本发明可以与包含烟草组件和至少一种非烟草组件的任何类型的烟草产品一起使用。x射线系统可以是能够拍摄烟草产品的x线图像并输出图像数据的任何类型的x射线系统。此外,可改变执行上述各个步骤的顺序。在权利要求书的范围内,其他细节变化形式对本领域的技术人员而言将是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1