在将片材成形为条期间从内部施加添加剂的制作方法
本公开涉及将添加剂(特别是液体)施加到形成为条的片材材料。
背景技术:
1、从实践中已知将片材材料供应到成形装置以将片材材料成形为条。这样的条可以用于生产吸烟制品或其他气溶胶生成制品。
技术实现思路
1、可能期望将一种或多种物质添加到条。例如,可能期望将气溶胶生成物质或风味物质添加到条。需要通过添加一种或多种物质来改变片材材料的条的性质的有效方式。
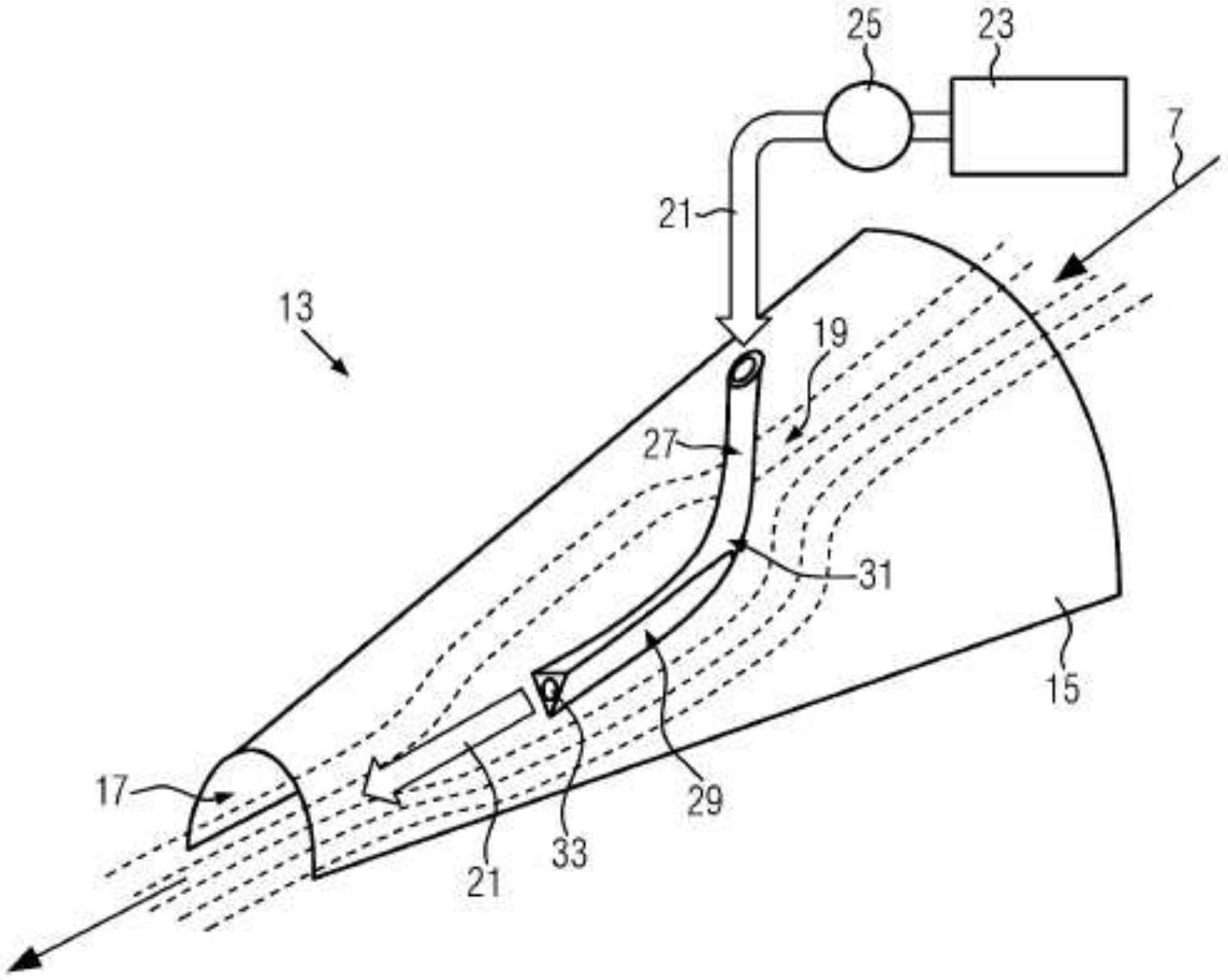
2、根据本发明的一个方面,提供了一种用于生产含有草本材料的条的方法。该方法包括提供含有草本材料的片材材料的步骤。通过将片材材料沿着输送方向输送通过漏斗形会聚装置将片材材料成形为条形状。在会聚装置内,将添加剂分配到片材材料上。
3、在含有草本材料的条中提供添加剂可以促进将添加剂与草本材料一起加热,从而促进从添加剂释放物质,例如风味成分。
4、含有草本材料的片材材料可以是相对易碎的。特别地,含有草本材料的片材材料可能比制造典型香烟过滤嘴的醋酸纤维片材更易碎。由于含有草本材料的片材材料是相对易碎的,因此在会聚装置内将添加剂分配到片材材料上而不会对片材材料产生不利影响是出乎意料的。
5、在会聚装置内分配添加剂可以确保高百分比的分配的添加剂或甚至(几乎)所有分配的添加剂实际上被施加到片材材料,从而减少添加剂的浪费和添加剂对设备的污染。
6、当添加剂在会聚装置内分配到片材材料上时,可以在将片材材料成形为条形状的同时将添加剂分配到片材材料上。在片材材料成形的同时,片材材料的构造可以改变,这可以引起添加剂在片材材料上的改善分布。特别地,添加剂可以到达片材材料的两侧(上侧和下侧)。添加剂可以进入在会聚装置中成形片材材料时产生的片材材料中的折叠部。
7、例如,可以通过适当地选择会聚装置内的添加剂分配的精确位置来实现最终条形状内的添加剂的期望分布。在会聚装置内分配添加剂可以允许在最终条形状的内部区域中相对于径向方向实现相对高的添加剂浓度。相比之下,如果添加剂将例如在条形状已离开会聚装置之后施加到最终条形状上,则添加剂的浓度可能倾向于在条形状的径向外部区域中总是高的,并且在条形状的径向内部区域中总是低的。另外,相比之下,如果添加剂将例如通过片材材料(所述片材材料进入会聚装置)上游的喷嘴喷射到片材材料上,则仅片材材料的一侧(上侧或下侧)将被覆盖,并且由于一些添加剂未击中片材材料而可能存在添加剂的浪费。
8、漏斗形会聚装置可以包括一个或多个壁,所述一个或多个壁在将片材材料输送通过会聚装置时由片材材料接合。一个或多个壁和片材材料之间的接触可以使片材材料再成形,例如通过弯曲片材材料、折叠片材材料和压缩片材材料中的一种或多种。
9、会聚装置可以限定形成空间,片材材料被输送通过所述形成空间。形成空间可以至少部分地由会聚装置的一个或多个壁限定或界定。
10、添加剂可以包括气溶胶生成物质,例如甘油、丙三醇和丙二醇中的一种或多种。添加剂可以包括一种或多种调味剂,如薄荷醇、留兰香、胡椒薄荷、桉叶、香草、可可、巧克力、咖啡、茶、香料(例如肉桂、丁香和姜)、水果调味剂及其组合。添加剂可以包括尼古丁。
11、添加剂可以作为液体分配。将添加剂作为液体分配可以促进分配添加剂。如果添加剂作为液体分配,则可以促进添加剂在片材材料上的分布。液体可以在片材材料上流动。
12、优选地,添加剂包括甲醇。添加剂可以包括质量百分比为至少40%、或至少50%、或至少70%、或至少80%、或至少90%、或至少95%的薄荷醇。添加剂可以是纯薄荷醇。添加薄荷醇可以将强烈且有吸引力的风味成分引入到条中。薄荷醇可以在加热条时充当气溶胶生成物质。薄荷醇具有强的物理稠度,并且可以以可再现方式施加到片材材料。
13、片材材料可以是含有草本材料的浆料或含有草本材料的糊剂的流延物。片材材料可以是流延叶材料,特别是烟草流延叶材料。浆料或糊剂可以包括一种或多种草本材料。将草本材料流延为片材允许草本材料从例如供应辊连续供应到生产过程。
14、片材材料可以包括切割或研磨的草本材料。切割或研磨的草本材料可以例如包括颗粒尺寸在40微米至500微米之间的颗粒草本材料。
15、草本材料可以包括均质化的植物材料。
16、草本材料可以例如包括烟草材料、或丁香材料、或丁香材料和烟草材料的混合物。烟草材料或丁香材料或丁香材料和烟草材料的混合物可以但不必占草本材料的100%。草本材料可以不包括烟草颗粒,并且基于草本材料的干重,包括100%的丁香颗粒。基于草本材料的干重,草本材料可以包括按重量计在10%至60%之间的丁香颗粒和按重量计在40%至90%之间的烟草颗粒,更优选地按重量计在30%至40%之间的丁香颗粒和按重量计在70%至60%之间的烟草颗粒。基于片材材料的干重,片材材料可以例如包括总含量按重量计在40%至90%之间的烟草颗粒和总含量按重量计在10%至60%之间的丁香颗粒。
17、片材材料可以例如包括丁子香酚、丁子香酚-乙酸酯和β-石竹烯中的一种或多种。特别地,基于干重,片材材料可以包括每克片材材料至少125微克的丁子香酚;基于干重,每克片材材料至少125微克的丁子香酚-乙酸酯;以及基于干重,每克片材材料至少1微克的β-石竹烯。
18、片材材料可以包括纤维素纤维和甘油中的至少一种。纤维素纤维可以增强片材材料并使其更耐断裂或撕裂。甘油可以在加热片材材料时促进气溶胶的产生。
19、片材材料可以具有小于1毫米、或小于0.5毫米、或小于0.2毫米、或小于0.1毫米、或小于0.05毫米的厚度。片材材料可以具有至少0.001毫米、或至少0.01毫米、或至少0.1毫米的厚度。具有相对低厚度的片材材料可以更容易地成形为条形状。在将添加剂分配到片材材料上时,具有相对高厚度的片材材料不太可能被撕裂或损坏。
20、片材材料可以是流延叶材料,特别是烟草流延叶材料。可以通过将草本材料,特别是烟草材料研磨成粉末来制造流延叶材料。粉末可以与粘合剂或溶剂,或粘合剂和溶剂混合,以获得浆料。浆料可以形成并干燥以获得流延叶材料。方法可以包括制造如所描述的流延叶材料。替代地,可以使用预制的流延叶材料。使用流延叶材料作为片材材料可以促进形成条,原因是流延叶材料可以例如从供应辊以连续的方式方便地供应到生产过程。流延叶材料可以易于制造、运输和储存。由于流延叶材料的相对高的拉伸强度,使用流延叶作为片材材料可以简化形成条的过程。使用烟草流延叶可以在使用时确保有效的尼古丁递送。流延叶材料可以至少部分地由破碎或物理损坏的草本材料制造。
21、方法可以包括在会聚装置的上游卷曲片材材料。卷曲片材材料可以促进将片材材料成形为条形状。如果片材材料被卷曲,则片材材料可能更可能在使片材材料成形时形成折叠部。片材材料中的折叠部可以用于接收分配到片材材料上的添加剂。
22、在会聚装置内将片材材料的特定部段成形为条形状可以在将添加剂分配到片材材料的特定部段上之前开始。在会聚装置内将片材材料的特定部段成形为条形状可以在添加剂已分配到片材材料的特定部段上之后完成。添加剂可以在片材材料的特定部段在会聚装置内进行成形的同时分配到片材材料的特定部段上。如果添加剂被分配到当前在会聚装置内成形的片材材料的部段上,则添加剂可以在使条形状成形时整合到条形状中。在片材材料的成形期间,可以通过片材材料的移动促使添加剂分布在片材材料上。
23、添加剂可以在会聚装置内的位置处分配到片材材料上,在所述位置处,形成中的条的最大直径是在离开会聚装置时最终条形状的最大直径的至多400%、或至多350%、或至多300%、或至多250%、或至多200%、或至多150%。如果添加剂在会聚装置内的位置处分配到片材材料上,在所述位置处片材材料已经成形或压缩到一定程度,则可以促进添加剂在片材材料上的有效分布。
24、在将片材材料成形为条形状时,添加剂可以从条形状内分配到片材材料上。如果添加剂从条形状内分配,则添加剂可以相对于径向方向从条形状的内部区域分布在片材材料上。添加剂的浓度可以在条形状的内部区域中最高,并且可以相对于径向方向向外减小。从条形状内分配添加剂可以确保大部分或(几乎)所有分配的添加剂实际上找到其到片材材料上的路径,从而减少添加剂的浪费。
25、添加剂可以在会聚装置内被分配通过管的端部部段。管可以允许选择会聚装置内分配添加剂的位置,从而增加对分配过程的控制。管的端部部段可以包括分配开口,添加剂通过所述分配开口分配。管的端部部段可以突出到会聚装置中,特别是突出到会聚装置的形成空间中。
26、管的端部部段可以至少基本上沿着输送方向延伸。特别地,管的端部部段和输送方向之间的角可以例如小于30度、或小于20度、或小于15度、或小于10度、或小于5度、或小于3度。如果管的端部部段至少基本上沿着输送方向延伸,则片材材料基本上平行于管输送。片材材料可以在会聚装置内沿着管的端部部段输送。如果管的端部部段和输送方向基本上彼此平行,则降低了片材材料通过与管的端部部段接触而损坏的风险。片材材料可以沿着管的端部部段滑动。片材材料可以带着从管的端部部段分配的添加剂,从而促进将添加剂施加到片材材料上。
27、片材材料可以通过会聚装置的漏斗形状抵靠管的端部部段压缩。如果片材材料抵靠管的端部部段压缩,则从管的端部部段分配到片材材料上的添加剂的转移可以是特别平滑的。特别地,片材材料可以通过会聚装置的漏斗形状从管的端部部段的整个圆周周围抵靠管的端部部段压缩。如果片材材料从管的端部部段的整个圆周周围抵靠管的端部部段压缩,则由管的端部部段分配的所有或几乎所有添加剂可以由片材材料接收。
28、条形状可以在条和管的端部部段之间以至少基本上同轴的布置围绕管的端部部段形成。这可以减小由于与管的端部部段接触而损坏片材材料的可能性,并且可以确保从管的端部部段分配的所有或大部分添加剂到达片材材料。
29、在会聚装置内并且在管的端部部段上游的管的外圆周形状可以与管的端部部段的外圆周形状不同。管的外圆周形状可以沿着管的延伸部改变以考虑沿着管的不同加工条件。管的外圆周形状影响片材材料在会聚装置内沿着输送方向的特定位置处可以占据的空间量。管的外圆周形状可以改变以考虑沿着输送方向的片材材料的增加的压缩。
30、管的端部部段的壁厚度可以围绕管的端部部段的圆周变化。具有围绕管的端部部段的圆周变化的壁厚度可以允许具有稳定管的端部部段的较厚区域,并且同时具有从片材材料占据较少空间,并且因此降低损坏片材材料的风险并且仍然允许片材材料的有效压缩的较薄区域。此外,围绕管的端部部段的圆周的管的端部部段的变化的壁厚度可以允许将管的内部通道布置成更靠近在注射位置处的通过的片材材料。因此,可以促进将添加剂施加到片材材料上。
31、管的端部部段的外圆周表面可以具有一个或多个平坦部分。管的端部部段的外圆周表面中的一个或多个平坦部分可以促进围绕管的端部部段的圆周提供具有减小的壁厚度的一个或多个部分。片材材料可以抵靠端部部段的一个或多个平坦部分压缩。
32、在管的端部部段的上游,管的外圆周表面可以具有圆形横截面。圆形横截面可以稳定管并减少管对片材材料沿其输送的路径的阻碍。
33、管的端部部段的内圆周表面可以具有圆形横截面。圆形横截面可以稳定管,并且可以确保添加剂平滑且均匀分布地流动通过管。
34、管的外径可以沿着输送方向减小。如果管的外径沿着输送方向减小,则当片材材料沿着输送方向前进时,管可以为片材材料提供额外的空间。这可以允许片材材料沿着输送方向围绕管逐渐压缩。
35、管的端部部段可以被涂覆。管的端部部段可以涂覆有摩擦减小涂层。涂层可以形成管的端部部段的径向最外层。当沿着管的端部部段输送片材材料时,管的端部部段的涂层可以减小片材材料和管的端部部段之间的摩擦,从而减小损坏片材材料的可能性。
36、摩擦减小涂层可以例如是类金刚石碳涂层(dlc涂层)。
37、根据本发明的另一方面,提供了一种用于由片材材料生产条的装置。装置包括漏斗形会聚装置、输送器装置和管。输送器装置配置成将片材材料沿着输送方向输送通过漏斗形会聚装置。管具有端部部段,所述端部部段配置成用于在会聚装置内从端部部段分配添加剂。管的端部部段的壁厚度围绕管的端部部段的圆周变化。
38、当添加剂在会聚装置内从管的端部部段分配时,添加剂可以在片材材料在会聚装置内成形的同时分配到片材材料上,从而促进添加剂以受控且有效的方式分布在片材材料上。
39、当管的端部部段的壁厚度围绕管的端部部段的圆周变化时,管包括围绕其圆周的具有较大壁厚度的部分和具有较小壁厚度的部分。较小壁厚度的部分可以在会聚装置内为片材材料留下增加的空间量。此外,较小壁厚度的部分可以允许使片材材料特别靠近从管的端部部段分配的添加剂。具有较大壁厚度的部分可以确保管的端部部段的稳定性和结构完整性。
40、添加剂可以作为液体分配。
41、管的端部部段可以包括用于分配添加剂的分配开口。分配开口可以位于端部部段的端面处。
42、会聚装置可以配置成将片材材料成形为条形状。
43、管的端部部段的外表面可以具有非圆形横截面。例如,管的端部部段的外表面的横截面可以是三角形、或矩形、或多边形。管的端部部段的非圆形外横截面可以提供围绕管的端部部段的圆周变化的管的端部部段的壁厚度。
44、管的端部部段的外圆周表面可以具有至少一个平坦部分。管的端部部段的外圆周表面可以具有相对于圆周方向在相邻的平坦部分之间的弯曲部分。
45、管的端部部段的第一平坦部分和管的端部部段的第二平坦部分之间的角可以例如在50度至70度之间、或在55度至65度之间、或在80度至100度之间、或在85度至95度之间。该角可以在具有垂直于管的延伸方向的截面平面的横截面图中测量。在第一平坦部分和第二平坦部分之间,可以存在弯曲部分。弯曲部分可以支持管的端部部段的结构完整性。
46、管的端部部段的内圆周表面可以具有圆形横截面。
47、管的端部部段可以至少基本上沿着输送方向延伸。特别地,管的端部部段可以至少基本上平行于输送方向延伸。管的端部部段可以至少基本上是直的。
48、管可以包括在端部部段的上游设置在会聚装置内的基部部段。管可以包括将基部部段与端部部段连接的弯曲部段。弯曲部段可以允许管沿着期望方向进入会聚装置,所述期望方向可以与管的端部部段的延伸方向不同。基部部段的延伸方向和端部部段的延伸方向之间的角可以例如在90度至180度之间、或在120度至160度之间、或在130度至150度之间、或在140度至150度之间。基部部段或端部部段或者基部部段和端部部段可以是管的直部段。
49、管的端部部段的外圆周形状可以与管的基部部段的外圆周形状不同。不同的外圆周形状可以适应由管的基部部段和端部部段实现的不同功能。特别地,基部部段可以成形为特别稳固,并且端部部段可以成形为足够稳固且允许压缩会聚装置内的片材材料而不损坏片材材料。
50、管的弯曲部段的外圆周表面可以包括至少一个平坦部分。至少一个平坦部分可以促进片材材料和管之间的接触,同时降低损坏片材材料的风险。
51、管的外径可以沿着输送方向减小。
52、管的端部部段可以被涂覆。特别地,管的端部部段可以涂覆有摩擦减小涂层。
53、摩擦减小涂层可以是类金刚石碳涂层(dlc涂层)。
54、装置还可以包括在会聚装置外部布置在管处的加热器。加热器可以配置成加热添加剂。加热添加剂可以改善添加剂的流动特性,并且可以促进将添加剂分配通过管的端部部段。将加热器布置在管处允许在将添加剂供应通过管的同时加热管内的添加剂。
55、加热器可以附接到会聚装置。
56、根据本发明的另一方面,提供了一种涂层用于减小片材材料和管的端部部段之间的摩擦的用途。管适于将添加剂分配到片材材料上,同时片材材料沿着管的端部部段输送并且与管的端部部段接触。
57、使用涂层来减小摩擦可以降低在输送与管的端部部段接触的片材材料时损坏片材材料的风险。
58、片材材料可以抵靠管的端部部段周向地按压。
59、涂层可以是摩擦减小涂层。涂层可以是类金刚石碳涂层(dlc涂层)。
60、如所指出的,根据不同方面,本发明提供了一种用于生产含有草本材料的条的方法、一种用于由片材材料生产条的装置以及一种涂层的用途。装置可以适合于、适于或配置成执行方法或实现用途。关于方面中的一个方面描述的特征可以转移到其他方面中的任何一个方面,或者与其他方面中的任何一个方面组合。
61、关于会聚装置的术语“漏斗形”表示在垂直于输送方向的截面平面中的会聚装置的形成空间的横截面面积沿着输送方向减小。减小可以是连续的或逐步的,或连续的和逐步的。
62、会聚装置的形成空间可以但不必由会聚装置的壁周向地围绕输送方向完全包围。
63、术语“草本材料”用于指示来自草本植物的材料。“草本植物”是芳香植物,其中植物的叶子或其他部分用于医药、烹饪或芳香目的,并且能够将风味释放到由气溶胶生成制品产生的气溶胶中。
64、在沿着输送方向的特定位置处的条形状的直径或形成中的条的直径是指在垂直于输送方向的任何方向上在特定位置处的条形状或形成中的条的最大延伸。
65、在沿着管的长度的特定位置处的管的外径是指在垂直于特定位置处的管的延伸方向的任何方向上在该特定位置处的管的最大延伸。
66、本发明在权利要求书中限定。然而,下文提供了非限制性实例的非详尽列表。这些实例的任何一个或多个特征可以与本文描述的另一实例、实施例或方面的任何一个或多个特征组合。
67、实例ex1:一种用于生产含有草本材料的条的方法,其包括以下步骤:
68、提供含有草本材料的片材材料;
69、通过将所述片材材料沿着输送方向输送通过漏斗形会聚装置将所述片材材料成形为条形状;以及
70、在所述会聚装置内将添加剂分配到所述片材材料上。
71、实例ex2:根据实例ex1所述的方法,其中所述片材材料是含有草本材料的浆料或含有草本材料的糊剂的流延物。
72、实例ex3:根据实例ex1或ex2所述的方法,其中所述片材材料包括切割或研磨的草本材料。
73、实例ex4:根据实例ex1至ex3中任一项所述的方法,其中所述片材材料包括纤维素纤维和甘油中的至少一种。
74、实例ex5:根据实例ex1至ex4中任一项所述的方法,其中所述片材材料具有小于1毫米、或小于0.5毫米、或小于0.2毫米、或小于0.1毫米、或小于0.05毫米的厚度。
75、实例ex6:根据实例ex1至ex5中任一项所述的方法,其中在所述会聚装置内将所述片材材料的特定部段成形为条形状在所述添加剂分配到所述特定部段上之前开始,并且在所述添加剂已分配到所述特定部段上之后结束。
76、实例ex7:根据实例ex1至ex6中任一项所述的方法,其中所述添加剂在所述会聚装置内的位置处分配到所述片材材料上,在所述位置处,形成中的条的最大直径是在离开所述会聚装置时最终条形状的最大直径的至多400%、或至多350%、或至多300%、或至多250%、或至多200%、或至多150%。
77、实例ex8:根据实例ex1至ex7中任一项所述的方法,其中在将所述片材材料成形为所述条形状时将所述添加剂从所述条形状内分配到所述片材材料上。
78、实例ex9:根据实例ex1至ex8中任一项所述的方法,其中所述添加剂在所述会聚装置内被分配通过管的端部部段。
79、实例ex10:根据实例ex9所述的方法,其中所述管的所述端部部段至少基本上沿着所述输送方向延伸。
80、实例ex11:根据实例ex9或ex10所述的方法,其中所述片材材料通过所述会聚装置的漏斗形状、特别是从所述端部部段的整个圆周周围抵靠所述管的所述端部部段压缩。
81、实例ex12:根据实例ex9至ex11中任一项所述的方法,其中所述条形状在所述条和所述管的所述端部部段之间以至少基本上同轴的布置围绕所述管的所述端部部段形成。
82、实例ex13:根据实例ex9至ex12中任一项所述的方法,其中在所述会聚装置内并且在所述管的所述端部部段上游的所述管的外圆周形状与所述管的所述端部部段的外圆周形状不同。
83、实例ex14:根据实例ex9至ex13中任一项所述的方法,其中所述管的所述端部部段的壁厚度围绕所述管的所述端部部段的圆周变化。
84、实例ex15:根据实例ex9至ex14中任一项所述的方法,其中所述管的所述端部部段的外圆周表面具有一个或多个平坦部分。
85、实例ex16:根据实例ex9至ex14中任一项所述的方法,其中所述管的所述端部部段的内圆周表面具有圆形横截面。
86、实例ex17:根据实例ex9至ex15中任一项所述的方法,其中所述管的外径沿着所述输送方向减小。
87、实例ex18:根据实例ex9至ex17中任一项所述的方法,其中所述管的所述端部部段被涂覆,特别是涂覆有摩擦减小涂层。
88、实例ex19:根据实例ex18所述的方法,其中所述摩擦减小涂层是类金刚石碳dlc涂层。
89、实例ex20:一种用于由片材材料生产条的装置,其包括:
90、漏斗形会聚装置;
91、输送器装置,所述输送器装置配置成将片材材料沿着输送方向输送通过所述漏斗形会聚装置;以及
92、具有端部部段的管,所述端部部段配置成用于在所述会聚装置内从所述端部部段分配添加剂,
93、其中所述管的所述端部部段的壁厚度围绕所述管的所述端部部段的圆周变化。
94、实例ex21:根据实例ex20所述的装置,其中所述管的所述端部部段的外表面具有非圆形横截面。
95、实例ex22:根据实例ex20或ex21所述的装置,其中所述管的所述端部部段的外圆周表面具有至少一个平坦部分。
96、实例ex23:根据实例ex22所述的装置,其中所述管的所述端部部段的第一平坦部分和所述管的所述端部部段的第二平坦部分之间的角在50度至70度之间、或在55度至65度之间、或在80度至100度之间、或在85度至95度之间。
97、实例ex24:根据实例ex20至ex23中任一项所述的装置,其中所述管的所述端部部段的内圆周表面具有圆形横截面。
98、实例ex25:根据实例ex20至ex24中任一项所述的装置,其中所述管的所述端部部段至少基本上沿着所述输送方向延伸。
99、实例ex26:根据实例ex20至ex25中任一项所述的装置,其中所述管包括在所述会聚装置内设置在所述端部部段的上游的基部部段和将所述基部部段与所述端部部段连接的弯曲部段。
100、实例ex27:根据实例ex26所述的装置,其中所述管的所述端部部段的外圆周形状与所述管的所述基部部段的外圆周形状不同。
101、实例ex28:根据实例ex26或ex27所述的装置,其中所述管的所述弯曲部段的外圆周表面包括至少一个平坦部分。
102、实例ex29:根据实例ex20至ex28中任一项所述的装置,其中所述管的外径沿着所述输送方向减小。
103、实例ex30:根据实例ex20至ex29中任一项所述的装置,其中所述管的所述端部部段被涂覆,特别是涂覆有摩擦减小涂层。
104、实例ex31:根据实例ex30所述的装置,其中所述摩擦减小涂层是类金刚石碳dlc涂层。
105、实例ex32:根据实例ex20至ex31中任一项所述的装置,其还包括在所述会聚装置的外部布置在所述管处的加热器。
106、实例ex33:根据实例ex32所述的装置,其中所述加热器附接到所述会聚装置。
107、实例ex34:一种涂层用于减小片材材料和管的端部部段之间的摩擦的用途,所述管适于将添加剂分配到所述片材材料上,同时所述片材材料沿着所述管的所述端部部段输送并且与所述管的所述端部部段接触。
108、实例ex35:根据实例ex34所述的用途,其中所述片材材料抵靠所述管的所述端部部段周向地按压。
109、实例ex36:根据实例ex34或ex35所述的用途,其中所述涂层是摩擦减小涂层,特别是类金刚石碳dlc涂层。
110、实例ex37:根据实例ex1至ex19中任一项所述的方法,其中所述添加剂是薄荷醇。
111、实例ex38:一种用于制造烟草流延叶条的设备,其包括根据实例ex20至ex33中任一项所述的装置。
- 还没有人留言评论。精彩留言会获得点赞!