加热装置、加热装置的制作方法和电子雾化设备与流程
1.本技术涉及电子技术领域,尤其涉及一种加热装置、加热装置的制作方法和电子雾化设备。
背景技术:
2.加热装置作为加热不燃烧雾化设备的核心部件,通过对烟支的加热使其产生带香味的气溶胶供抽吸者使用,其性能对于雾化设备总体效果、消费者抽吸感受均具有决定性作用。
3.目前加热装置的设计一般分为两种,第一种是在铝管上包覆聚酰亚胺发热膜(聚酰亚胺作为绝缘层,阻挡金属发热片与铝基材接触),另一种是铝基厚膜发热体(在铝基材上依次涂覆、烧结一层绝缘介质层、银钯金属发热层、电极层、表面保护层)。第一种设计因为存在柔性pi(聚酰亚胺)有机薄膜材料,不仅不能耐受300-350摄氏度的持续工作温度或350-400摄氏度的工作时可能达到的瞬时高温,而且阻挡了发热体向铝基材的传热效果,使得出烟等待时间变长。第二种设计因为发热体各层材料的热膨胀率差别较大,在高于250摄氏度以上时,铝基材很容易从发热体上脱落,且制造成本十分昂贵。由于上述原因,限制了铝基材发热体在加热不燃烧雾化设备上的应用,市场上期待新技术、新工艺带来铝基发热体的应用突破。
技术实现要素:
4.本技术的目的是提供一种加热装置、加热装置的制作方法和电子雾化设备,能够有效减少出烟时间,并且不会出现结构脱落的问题。
5.本技术公开了一种加热装置,包括烟管、发热层和包覆层,所述烟管由导电材料构成,且所述烟管内设有放置烟支的容纳腔;所述发热层包裹所述烟管,所述发热层为石墨膜或石墨烯膜;所述包覆层包裹所述发热层,并由导电材料构成;其中,所述烟管上连接有第一电极,所述包覆层上连接有第二电极,所述第一电极、烟管、发热层、包覆层和第二电极依次连通。
6.可选的,所述烟管由铝材或铝合金材料构成,所述包覆层为铝箔。
7.可选的,所述烟管的壁厚为100-1000um,所述发热层的厚度为15-200um,所述包覆层的厚度为10-100um。
8.可选的,所述第一电极为环状,环绕所述烟管的一端设置;所述第二电极为带状,环绕并固定所述包覆层。
9.可选的,所述第一电极位于所述烟管远离烟嘴的一端,所述第二电极位于所述包覆层远离烟嘴的一端。
10.可选的,沿所述加热装置的中轴线方向,所述烟管的长度大于所述发热层的长度,所述发热层的长度大于所述包覆层的长度;且所述烟管的两端分别突出于所述发热层的两端,所述发热层的两端分别突出于所述包覆层的两端。
11.本技术还公开了一种加热装置的制作方法,用于制作如上所述的加热装置,包括步骤:
12.准备一烟管;
13.将发热层和包覆层依次包裹在所述烟管外;以及
14.固定所述包覆层。
15.可选的,在将发热层和包覆层依次包裹在所述烟管外的步骤中,包括:
16.先将发热层缠绕在所述烟管上,再将包覆层缠绕在所述发热层上;或者
17.先将所述发热层的一端与所述包覆层的一端固定连接,再将固定连接后的发热层和包覆层依次缠绕在所述烟管上;或者
18.先将所述包覆层涂布在所述发热层上形成复合膜层,再将所述复合膜层缠绕在所述烟管上。
19.可选的,在固定所述包覆层的步骤中,包括:
20.利用表带触指套在所述包覆层外固定所述包覆层;或者
21.利用在所述包覆层外围打结固定所述包覆层;或者
22.利用焊接所述包覆层的端点固定所述包覆层;或者
23.利用顶针夹紧所述包覆层的端点和所述包覆层的内侧固定所述包覆层。
24.本技术还公开了一种电子雾化设备,包括电池组件和如上所述的加热装置,所述电池组件为所述加热装置供电。
25.相对于加热装置采用铝基厚膜发热体或者在铝管上包覆聚酰亚胺发热膜的设计来说,本技术通过设计由包覆层、发热层和烟管依次环绕包裹的加热装置,并且烟管和包覆层都是由导电材料构成,且分别连接第一电极和第二电极,发热层为石墨膜或石墨烯膜;采用这样的设计后,当加热装置导电,使得第一电极和第二电极连接电源时,第一电极、烟管、发热层、包覆层和第二电极依次连通,由于石墨膜或石墨烯膜为二维材料,具有各项异性的电阻率,材料沿垂直层间方向具有较大的电阻率,在导电时能够产生较大的热量,然后将热量传递到烟管上,对烟管加热,进而加热烟支,在此过程中,热量不会受到绝缘层或其它膜层的阻挡,能够实现热量的高效传递,从而可以有效减少出烟等待时间;并且本技术中加热装置含有的膜层较少,且采用缠绕式结构设计,避免了像铝基厚膜发热体那样的高成本且苛刻制备工艺的条件、避免了铝基厚膜发热体使用过程中为防止热膨胀匹配开裂而导致的温度限制,从而在实现超低成本、高效应用的情况下,还能够提高加热装置的结构稳定性,防止结构脱落。
附图说明
26.所包括的附图用来提供对本技术实施例的进一步的理解,其构成了说明书的一部分,用于例示本技术的实施方式,并与文字描述一起来阐释本技术的原理。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。在附图中:
27.图1是本技术实施例提供的一种电子雾化设备的示意图;
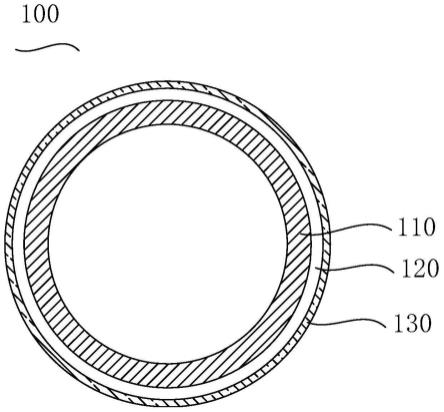
28.图2是本技术实施例提供的一种加热装置的截面示意图;
29.图3是本技术实施例提供的一种加热装置的示意图;
30.图4是本技术实施例提供的一种加热装置制作方法的流程图。
31.其中,10、电子雾化设备;100、加热装置;110、烟管;120发热层;130、包覆层;140、第一电极;150、第二电极;200、电池组件。
具体实施方式
32.下面参考附图和可选的实施例对本技术作详细说明,在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示相对重要性,或者隐含指明所指示的技术特征的数量。由此,除非另有说明,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
33.另外,“顶”、“底”、“内”、“外”等指示的方位或位置关系的术语,是基于附图所示的方位或相对位置关系描述的,仅是为了便于描述本技术的简化描述,而不是指示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
34.需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
35.如图1所示,本技术公开了一种电子雾化设备10,电子雾化设备10包括电池组件200和烟弹,在烟弹中包括壳体、加热装置100和烟嘴,加热装置100设置在壳体内,与电池组件200连通,烟嘴设置在壳体远离电池组件200的一端。
36.如图2和图3所示,本技术还公开了一种加热装置100,加热装置100可用于上述的烟弹中以及电子雾化设备10中,加热装置100包括烟管110、发热层120和包覆层130,烟管110内设有放置烟支的容纳腔,烟管110由导电材料构成,烟管110具体可以是铝基材圆管,也还可以铜包铝圆管、铝铜铝圆管或其它复合铝材圆管,由于铝材或铝合金具有较好的导电性、导热效果,烟管110通过采用铝材或铝合金能够减少热量传递到烟管110上造成的损耗。优选的,烟管110可以是6系铝合金管材或7系的铝合金管材,具体选择如表1所示,这两种材料的融化温度较高,具有较高的屈服强度,在使用的过程中不易融化和变形,也不易挥发有害物质影响人体健康;而且这两种材料在常温下的导电率和导热率都比较高,能耗损耗小。
[0037][0038]
表1:部分6系、7系铝合金材料性能
[0039]
其中,发热层120为石墨膜或石墨烯膜,包裹烟管110的外圈,至少环绕烟管110的外圈包裹一圈;相比于在烟管110上直接镀膜的方案来说,直接将成型的发热层120缠绕在烟管110外,既能够减小成本,又能够保证发热层120的厚度要求,以及防止脱落的风险。同样,包覆层130包裹发热层120,至少环绕发热层120包裹一圈,而且包覆层130由导电材料构成。由于发热层120的膜层较为脆弱,且发热层120是直接缠绕在烟管110上的,在发热层120外再包裹一层包覆层130可以有效保护发热层120,防止发热层120受到剐蹭和磨损,还能够包裹固定发热层120,防止发热层120松动,影响发热层120的张力,导致发热层120与烟管110的贴附不够紧密。包覆层130可采用铝箔,不仅与烟管110一样具有较好的导电效果,还具有较好的柔韧性,在包裹发热层120时也能够保持较好的张力,方便固定发热层120。
[0040]
烟管110上连接有第一电极140,包覆层130上连接有第二电极150,第一电极140和第二电极150分别与电池组件200的正负极连接,第一电极140、烟管110、发热层120、包覆层130和第二电极150依次连通,形成串联的通路。
[0041]
在目前的加热装置100中,不论是以石墨烯膜或石墨膜作为发热结构,还是以金属片、金属丝作为发热结构,连接电池组件200的两个电极一般都是直接连在发热结构的两端,而且还是沿其长度或片材方向的两端,通过对发热结构直接导电使其发热,将热量传递到烟管110或雾化芯上,这样设置的原理主要是利用导电结构平行于层间的性能来进行,便于电流流经发热结构所有的部位,保证整个发热结构的整体电学效果和整体发热效果。利用石墨烯膜或石墨膜作为发热结构最开始用于其它大型发热设备中,需要保证石墨烯膜或石墨膜各部位的发热效果,而且还方便加工,因此一般都是直接在石墨烯膜或石墨膜沿片状方向的两端连接电极;而将石墨烯膜或石墨膜用到电子雾化设备10中也基本都采用这一设计构思,同样是直接在石墨烯膜或石墨膜沿片状方向的两端连接电极。
[0042]
发明人考虑到石墨膜或石墨烯膜是柔性较好的二维材料,具有各项异性的电阻率,材料沿垂直层间方向具有较大的电阻率(700~3000μωm),远高于铝的电阻率(0.028μωm),同时也显著高于常用发热材料康泰尔kanthal(1.40μωm),石墨膜或石墨烯膜材料的
部分物理性能参数具体如下表2所示。
[0043]
物理量参数平行于层间的电阻率(20℃)2.5~15μωm垂直于层间的电阻率(c轴电阻率)(20℃)700~3000μωm平行于层间的热导率(20℃)1300~1900w/(m.k)垂直于层间的热导率(20℃)5~10w/(m.k)在空气中持续长期耐温温度400℃在真空或隔绝空气环境下的长期耐温温度2200~3000℃
[0044]
表2:石墨膜或石墨烯膜材料的部分物理性能参数
[0045]
由于石墨膜或石墨烯膜沿垂直层间方向的电阻较大,烟管110和包覆层130的电阻较小,而且烟管110和包覆层130之间并不接触,这样发热层120可以与烟管110和包覆层130贴合但不会造成短路。另外,本技术实施例对发热层120内外两侧通电,充分利用其在垂直于层间的电阻率较大的特性,使得在相同功率的情况下,采用本技术这样的设计,相比于现有技术中在石墨烯膜或石墨膜沿片状方向的两端连接电极的设计,本技术实施例中的设计能够在相同时间内释放能大的热量,从而在短时间内使得烟支快速出烟。
[0046]
经过测试,采用本技术实施例的设计,由于发热层120能够向烟管110直接接触快速传热,初步测试能够在15-20秒之内出烟,在维持较高加热功率的条件下可以实现在15秒之内甚至10秒之内让烟支出烟并且实现较均衡的口感,因为发热层120包裹烟管110设计,与烟管110完全贴合接触,因此传热均匀,在较高加热功率下也不会出现局部过热现象。通过进一步改进,有望进一步缩短出烟时间,从而极大地降低用户等待时间,提高用户体验感。
[0047]
而相对于采用铝基厚膜发热体或者在铝管上包覆聚酰亚胺发热膜的设计来说,本技术实施例中的加热装置100,因为未使用有机绝缘层,避免了有机材料低热导率性能阻碍热量从发热材料向基材(烟管110)的快速传热,避免有机材料自身耐温性能对发热体工作温度的限制。而且,由于铝材的导电效果好,自发热效果差,而且电流经过烟管110、发热层120和包覆层130,且发热层120的电阻率较大,再者由于电子雾化设备10的功率一般不高,烟管110不会产生很高的温度导致烟支烤焦,这也是经过试验证实过的。
[0048]
本技术实施例通过设计由包覆层130、发热层120和烟管110依次环绕包裹的加热装置100,并且烟管110和包覆层130都是由导电材料构成,且分别连接第一电极140和第二电极150,发热层120为石墨膜或石墨烯膜;采用这样的设计后,当加热装置100导电,使得第一电极140和第二电极150连接电源时,第一电极140、烟管110、发热层120、包覆层130和第二电极150依次连通,由于石墨膜或石墨烯膜为二维材料,具有各项异性的电阻率,材料沿垂直层间方向具有较大的电阻率,在导电时能够产生较大的热量,然后将热量传递到烟管110上,对烟管110加热,进而加热烟支,在此过程中,热量不会受到绝缘层或其它膜层的阻挡,能够实现热量的高效传递,从而可以有效减少出烟等待时间;并且本技术中加热装置100含有的膜层较少,且采用缠绕式结构设计,避免了像铝基厚膜发热体那样的高成本且苛刻制备工艺的条件、避免了铝基厚膜发热体使用过程中为防止热膨胀匹配开裂而导致的温度限制,从而在实现超低成本、高效应用的情况下,还能够提高加热装置100的结构稳定性,防止结构脱落。
[0049]
而且,由于石墨膜或石墨烯膜具有很强的负温度系数效应,所制备的发热层120的室温电阻一般在2-2.5欧,工作温度时会降为0.4-0.5欧姆,可以根据电阻温度系数规律实现温度控制。因此,控制发热层120的电源模块无需做变压处理(在4v即可实现10-15秒内快速出烟);当电源模块采用恒流输出模式时,石墨膜或石墨烯膜的负温度系数效应可以实现自动保护限温功能,防止将烟支烤糊,影响烟感。
[0050]
对于发热层120,可以由常规厚度的纯聚酰亚胺膜、掺杂石墨烯及碳纳米管制成的超厚聚酰亚胺膜(≥125um)经高温碳化和石墨化而成。也可以是由氧化石墨烯涂料涂覆卷绕成不同的厚度的卷材(借助可剥离的基材进行涂覆卷绕),然后剥离基材后进行碳化和石墨化处理而成。
[0051]
在本技术实施例中,烟管110的壁厚为100-1000um,发热层120的厚度为15-200um,包覆层130的厚度为10-100um。烟管的外壁整体或者局部保持一定的粗糙度,可以是ra0.02um-2um,以提高外壁对石墨膜或石墨烯膜的摩擦力。
[0052]
沿加热装置100的中轴线方向,烟管110的长度大于发热层120的长度,发热层120的长度大于包覆层130的长度;且烟管110的两端分别突出于发热层120的两端,发热层120的两端分别突出于包覆层130的两端。第一电极140连接在烟管110的端部或烟管110的外表面,不与发热层120、包覆层130接触;第二电极150连接在包覆层130的外表面,不与烟管110、发热层120接触。
[0053]
具体的,第一电极140可以是导线,直接连到烟管110端部的一点;或者,第一电极140为片状的环形电极圈,环绕烟管110的一端设置;或者,第一电极140可以是多条导线,依次环绕连接在烟管110上;或者,第一电极140也可以是带状,缠绕在烟管110的端部;第一电极140与烟管110的连接方式可以是焊接、粘接或卡接等,在此不做限定。第二电极150可以是导线,直接连接在包覆层130的一点上;或者,第二电极150可以是卡套,直接环绕套在包覆层130外;或者,第二电极150是带状结构,缠绕在包覆层130上。
[0054]
可选的,第一电极140为环状,环绕烟管110的一端设置;第二电极150为带状,环绕并固定包覆层130。由于烟管110和包覆层130都是筒状的导电结构,第一电极140和第二电极150分别环绕烟管110和包覆层130连接后,能够使得烟管110和包覆层130各处导电均匀,进而使得发热层120的各处均匀导电发热。
[0055]
具体的,第一电极140和第二电极150可以都位于加热装置100的同一端,即烟管110和包覆层130靠近烟嘴或远离烟嘴的一端;或者,第一电极140和第二电极150也可以分别位于加热装置100的两端,即一者位于靠近烟嘴的一端,另一者位于远离烟嘴的一端;或者,第一电极140连接在烟管110的端部,第二电极150连接在包覆层130中两端之间的位置。
[0056]
可选的,第一电极140位于烟管110远离烟嘴的一端,第二电极150位于包覆层130远离烟嘴的一端。在一般的电极设计中,两个电极分别连接在导体的两端,使得电流能够从导体的一端流到另一端,使得发热结构整体均匀发热。而本技术实施例中将两个电极都做到同一端,即发热层120的同一端,这样当第一电极140和第二电极150与电源接通后,电流随着发热层120的垂直方向流通,从而充分利用发热层120垂直于层间的电阻率;随着电流在烟管110的一端朝另一端的扩散,以及电流在包覆层130的一端中朝另一端的扩散,由于烟管110和包覆层130的材料都是铝材,导电效果相同,电流传递速度相同,使得烟管110和包覆层130各处都与发热层120之间形成垂直的电流导通方向,即可以将烟管110、发热层
120和包覆层130三者之间的整体导电结构,看成是多个点的小结构,每个小结构都是在一个电阻两端接两个导体(将发热层120的一处位置当成电阻,与该处发热层120贴合的烟管110和包覆层130当成导体),从而使得发热层120在垂直于层间方向的电阻率得到充分利用。
[0057]
另外,在烟弹中,壳体内还设有包裹加热装置100的绝缘结构和隔温结构,防止产品出现漏电、烫手的问题。
[0058]
如图4所示,本技术还公开了一种加热装置的制作方法,用于制作上述的加热装置100,制作方法具体包括步骤:
[0059]
s1:准备一烟管;
[0060]
s2:将发热层和包覆层依次包裹在所述烟管外;
[0061]
s3:固定所述包覆层。
[0062]
本技术实施例采用卷绕装配式制备工艺来制作加热装置100,避免了像铝基厚膜发热体那样的高成本且苛刻制备工艺的条件、避免了铝基厚膜发热体使用过程中为防止热膨胀匹配开裂而导致的温度限制。本技术实施例在烟管110(铝基材圆管)外壁依次单独卷绕石墨膜或石墨烯膜,以及铝箔带,而且在卷绕过程中施加张力使贴紧内层材料,这样的卷绕制备工艺有利于提高包覆层130、发热层120与烟管110之间的张力,保障相邻膜层之间的接触效果,提高整个加热装置100的稳定性,还有利于节省成本、提高制程效率。
[0063]
在s2步骤中,可以是先将发热层120缠绕在烟管110上,再将包覆层130缠绕在发热层120上;发热层120缠绕烟管5/4~2圈、1~2圈即可,且包覆层130沿宽度方向的边缘不超过石墨膜或石墨烯膜的边缘,以防止包覆层130与烟管110接触形成短路。
[0064]
或者,先将发热层120的一端与包覆层130的一端固定连接,再将固定连接后的发热层120和包覆层130依次缠绕在烟管110上;这样设计会减少包覆层130与石墨膜或石墨烯膜的相对滑动,提高总的摩擦力,防止退卷;具体的,可在发热层120与包覆层130连接的部位采用少量可食用水系胶水(直联淀粉、食品级聚乙烯醇pva等,后续可去除)进行搭接,然后卷绕在烟管110上;也可以在发热层120与包覆层130连接的部位不使用额外的物质,采用另一块铝箔将发热层120与包覆层130连接的部位包裹住,进行折叠包封搭接,然后卷绕在烟管110上。发明人经过测试发现,对采用本方式制作的加热装置100进行通电加热,设定电源电压4v,电流小于等于5a,恒压输出(功率《20w)的条件下,约15秒出烟,比目前的电子雾化设备出烟时间更短;且通过比对不同电子雾化设备在4分钟后对烟支的烘烤效果发现,采用本技术实施例的电子雾化设备对烟支的烘烤效果更加均匀和彻底。
[0065]
或者,先将包覆层130涂布在发热层120上形成复合膜层,再将复合膜层缠绕在烟管110上。具体的,将石墨膜或石墨烯膜的单面通过pvd或其它方式镀铝,镀层厚度1-500微米,然后沿镀层面与铝箔带高温压合。
[0066]
在s3步骤中,可以利用表带触指套在包覆层130外固定包覆层130,具体可采用回弹性较好、导电性好的铍铜表带触指,多触点技术以降低接触电阻;或者,利用在包覆层130外围打结固定包覆层130,具体的,采用带子环箍一圈后打结锁紧;或者,利用焊接包覆层130的端点固定包覆层130,具体的,采用超声波焊接设备(或碰焊机或其它设备)对铝箔端口进行焊接,并且仅保留必要长度的焊接部位(保留长度不超过1-2毫米,多出部分被剪除);或者,利用顶针夹紧包覆层130的端点和包覆层130的内侧固定包覆层130,具体的,对
箔片进行顶针抵挡接触,采用回弹小但强度高的箔片自锁定。当然,本技术实施例中包覆层130的固定方式也不局限于这几种,具体固定方式可根据需要进行对应设计。
[0067]
需要说明的是,本方案中涉及到的各步骤的限定,在不影响具体方案实施的前提下,并不认定为对步骤先后顺序做出限定,写在前面的步骤可以是在先执行的,也可以是在后执行的,甚至也可以是同时执行的,只要能实施本方案,都应当视为属于本技术的保护范围。
[0068]
以上内容是结合具体的可选实施方式对本技术所作的进一步说明,不能认定本技术的具体实施只局限于这些说明。对于本技术所属技术领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1