一种散支烟智能清点机的制作方法
1.本发明涉及烟支清点技术领域,更具体地说,它涉及一种散支烟智能清点机。
背景技术:
2.目前,在查处散支烟案件中,查处现场对散支烟进行清点时,全部是通过手工的形式进行单支点数清点,平均清点效率约120支/分钟,一斤散支烟约600支,清点耗时约为5分钟,效率低。
3.专利cn215972520u提供了一种烟支计数装置,其具有呈半封闭的长方体的计数装置外壳,外壳包括:底板、两个侧板和后背板;在两个侧板之间布置着多个相互平行的烟支计数单元,多个烟支计数单元呈平板状并具有相同的外形尺寸,相邻烟支计数单元之间的间距、烟支计数单元分布与两个侧板之间的间距均与卷烟烟支的直径相同;多个烟支计数单元、以及两个侧板形成多个具有相同间距和高度的烟支堆叠列,每个烟支计数单元均垂直底板向上延伸,卷烟烟支沿烟支计数单元纵向向上并仅呈单列堆叠。经本申请装置实现快速计数烟支,不产生混乱和损害。
4.该烟支计数装置智能程度低,不能一次性实现对散支烟称重和精点数量。
技术实现要素:
5.本发明要解决的技术问题是针对现有技术的上述不足,本发明的目的一是提供一种散支烟智能清点机,可以一次性实现对散支烟称重和精点数量,效率高。
6.本发明的技术方案是:一种散支烟智能清点机,包括机架、控制器,所述机架内设有电子称,所述电子称上方的机架内设有至少一个计数仓,所述计数仓的底部设有出料口,所述出料口的宽度与烟支的直径相适配,所述出料口的底部设有分料辊,所述分料辊的圆周表面设有多个均匀轴向布置的分料槽,所述分料辊的一端连接有电机,所述出料口的底部设有感应所述烟支的光电传感器,所述控制器电性连接所述电子称、电机、光电传感器。
7.作为进一步地改进,所述电子称的顶部设有称量箱。
8.进一步地,所述计数仓为v型结构,所述计数仓与出料口的连接处转动设有导料辊。
9.进一步地,所述计数仓的数量为三个。
10.进一步地,所述出料口的底部设有安装所述分料辊的弧形槽。
11.进一步地,所述弧形槽的两侧分别设有转动安装所述分料辊的安装板,所述电机安装在其中一个安装板上,所述光电传感器安装在另一个安装板上。
12.进一步地,所述分料辊的长度小于所述烟支的长度。
13.进一步地,所述机架的顶部转动设有盖板,所述盖板与机架之间设有卡扣。
14.进一步地,所述机架的顶部设有手拎柄。
15.进一步地,所述控制器设于所述盖板的顶部,所述电子称下方的所述机架内设有电性连接所述控制器的蓄电池。
16.有益效果
17.本发明与现有技术相比,具有的优点为:
18.本发明可以根据需要设定计数仓的个数,如设定三个计数仓,多个计数仓可以同时工作,在清点烟支时,计数仓内的烟支在重力的作用下自动掉入出料口,分料辊转动时分料槽将烟支带出并掉入电子称,光电传感器感应到烟支时,控制器计数一次,电子称称量到设定重量时,分料辊停止转动,可以一次性实现对散支烟称重和精点数量,效率高。
附图说明
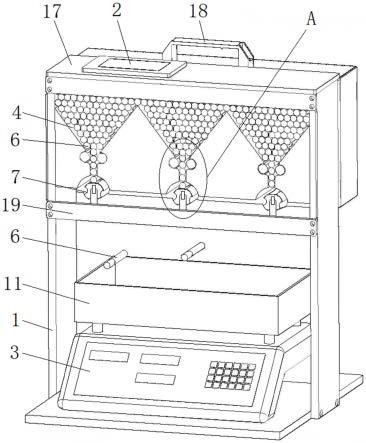
19.图1为本发明的立体结构示意图;
20.图2为图1中a处的正面视图;
21.图3为本发明中分料辊的侧面结构示意图;
22.图4为本发明中导料辊的侧面结构示意图。
23.其中:1-机架、2-控制器、3-电子称、4-计数仓、5-出料口、6-烟支、7-分料辊、8-分料槽、9-第一电机、10-光电传感器、11-称量箱、12-导料辊、13-齿轮、14-第二电机、15-弧形槽、16-安装板、17-盖板、18-手拎柄。
具体实施方式
24.下面结合附图中的具体实施例对本发明做进一步的说明。
25.参阅图1~图4,一种散支烟智能清点机,包括机架1、控制器2,机架1内设有电子称3,电子称3上方的机架1内设有至少一个计数仓4,计数仓4的底部设有出料口5,出料口5的宽度与烟支6的直径相适配,出料口5的底部设有分料辊7,分料辊7的圆周表面设有多个均匀轴向布置的分料槽8,分料辊7的一端连接有第一电机9,出料口5的底部设有感应烟支6的光电传感器10,光电传感器10与出料口5对齐,控制器2电性连接电子称3、第一电机9、光电传感器10。
26.电子称3的顶部设有称量箱11,用于接住掉落的烟支6。
27.计数仓4为v型结构,计数仓4与出料口5连接处的两侧分别转动设有导料辊12,导料辊12通过轴承安装在出料口5的两侧,两个导料辊12之间通过齿轮13啮合传动,其中一个导料辊12连接有第二电机14,第二电机14电性连接控制器2,第二电机14带动两个导料辊12旋转,以起到引导烟支6进入出料口5,可以减少卡烟现象。
28.可以根据需要设定计数仓4的个数,如计数仓4的数量为三个,如图1所示,计数仓4的数量越多,清点速率越高,多个计数仓4可以同时工作,也可单独工作,在清点烟支时,计数仓4内的烟支6在重力的作用下自动掉入出料口5,分料辊7转动时分料槽8将烟支6带出并掉入电子称3进行称量,烟支6掉入分料辊7的分料槽8时,光电传感器10感应到烟支6,并发送信号给控制器2,控制器2计数一次,电子称3称量到设定重量时,分料辊7停止转动,可以一次性实现对散支烟称重和精点数量,效率高。出料口5的底部设有安装分料辊7的弧形槽15。
29.弧形槽15的两侧分别设有转动安装分料辊7的安装板16,第一电机9安装在其中一个安装板16上,光电传感器10安装在另一个安装板16上,机架1的两侧分别设有连接板19,安装板16通过螺栓安装在连接板19上。
30.分料辊7的长度小于烟支6的长度,烟支6凸出于分料槽8,可以使光电传感器10有效检测到烟支6。
31.机架1的顶部转动设有盖板17,盖板17在计数仓4的顶部,盖板17与机架1之间设有卡扣。机架1的顶部设有手拎柄18,可以方便搬运清点机。
32.控制器2设于盖板17的顶部,电子称3下方的机架1内设有电性连接控制器2的蓄电池(蓄电池未画出),蓄电池给整个清点机供电。
33.工作原理:
34.通过手拎柄18将清点机搬运到清点现场,打开盖板17,将散支烟装入计数仓4,在控制器2设定清点重量,控制器2控制所有的第一电机9、第二电机14转动,所有的计数仓4同时工作,所有的计数仓4的烟支6同时掉入电子称3,以提高清点速度,计数仓4的光电传感器10感应到烟支6时,发送信号给控制器2,控制器2每接收到一个信号计数一次,当电子称3测量到重量接近清点重量时,控制器2控制一个第一电机9、第二电机14工作,其他的第一电机9、第二电机14停止工作,并降低第一电机9的转速,从而降低烟支6掉入电子称3的速度,以保证称量的准确性,当电子称3测量到重量达到清点重量时,控制器2控制第一电机9、第二电机14停止工作,并显示实现称量的重量和清点烟支6的数量。
35.以上仅是本发明的优选实施方式,应当指出对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些都不会影响本发明实施的效果和专利的实用性。
技术特征:
1.一种散支烟智能清点机,其特征在于,包括机架(1)、控制器(2),所述机架(1)内设有电子称(3),所述电子称(3)上方的机架(1)内设有至少一个计数仓(4),所述计数仓(4)的底部设有出料口(5),所述出料口(5)的宽度与烟支(6)的直径相适配,所述出料口(5)的底部设有分料辊(7),所述分料辊(7)的圆周表面设有多个均匀轴向布置的分料槽(8),所述分料辊(7)的一端连接有第一电机(9),所述出料口(5)的底部设有感应所述烟支(6)的光电传感器(10),所述控制器(2)电性连接所述电子称(3)、第一电机(9)、光电传感器(10)。2.根据权利要求1所述的一种散支烟智能清点机,其特征在于,所述电子称(3)的顶部设有称量箱(11)。3.根据权利要求1所述的一种散支烟智能清点机,其特征在于,所述计数仓(4)为v型结构,所述计数仓(4)与出料口(5)连接处的两侧分别转动设有导料辊(12),两个导料辊(12)之间通过齿轮(13)啮合传动,其中一个导料辊(12)连接有第二电机(14)。4.根据权利要求1所述的一种散支烟智能清点机,其特征在于,所述计数仓(4)的数量为三个。5.根据权利要求1所述的一种散支烟智能清点机,其特征在于,所述出料口(5)的底部设有安装所述分料辊(7)的弧形槽(15)。6.根据权利要求5所述的一种散支烟智能清点机,其特征在于,所述弧形槽(15)的两侧分别设有转动安装所述分料辊(7)的安装板(16),所述第一电机(9)安装在其中一个安装板(16)上,所述光电传感器(10)安装在另一个安装板(16)上。7.根据权利要求5所述的一种散支烟智能清点机,其特征在于,所述分料辊(7)的长度小于所述烟支(6)的长度。8.根据权利要求1所述的一种散支烟智能清点机,其特征在于,所述机架(1)的顶部转动设有盖板(17),所述盖板(17)与机架(1)之间设有卡扣。9.根据权利要求1所述的一种散支烟智能清点机,其特征在于,所述机架(1)的顶部设有手拎柄(18)。10.根据权利要求8所述的一种散支烟智能清点机,其特征在于,所述控制器(2)设于所述盖板(17)的顶部,所述电子称(3)下方的所述机架(1)内设有电性连接所述控制器(2)的蓄电池。
技术总结
本发明公开了一种散支烟智能清点机,属于烟支清点技术领域,解决目前在查处散支烟现场通过手工清点烟支效率低的技术问题,清点机包括机架、控制器,机架内设有电子称,电子称上方的机架内设有至少一个计数仓,计数仓的底部设有出料口,出料口的宽度与烟支的直径相适配,出料口的底部设有分料辊,分料辊的圆周表面设有多个均匀轴向布置的分料槽,分料辊的一端连接有电机,出料口的底部设有感应烟支的光电传感器,控制器电性连接电子称、电机、光电传感器。计数仓内的烟支在重力的作用下自动掉入出料口,分料辊转动时分料槽将烟支带出并掉入电子称,光电传感器感应到烟支时,控制器计数一次,电子称称量到设定重量时,分料辊停止转动。分料辊停止转动。分料辊停止转动。
技术研发人员:谭广滨 谢尚纪 彭海南 黄翼丰 李克成 陆奔 苏利宣 郑青松 莫基福 罗达兵 韦泽杰 欧阳强 韦耀青 郭嘉斌
受保护的技术使用者:广西壮族自治区烟草公司贵港市公司
技术研发日:2022.12.06
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1