包括双层包裹结构的气溶胶生成制品的制作方法
包括双层包裹结构的气溶胶生成制品
1.本发明涉及包括气溶胶形成基质的气溶胶生成制品
。
气溶胶生成制品可以用于当加热时生成可吸入气溶胶
。
2.气溶胶生成制品是本领域中已知的,在所述气溶胶生成制品中气溶胶形成基质
(
诸如含烟草的基质
)
被加热而不是被燃烧
。
这种可加热气溶胶生成制品的目的是减少由常规香烟中的烟草的燃烧和热解降解所产生的潜在有害的副产物
。
3.在可加热气溶胶生成制品中,可吸入气溶胶通常通过从加热器到气溶胶形成基质的热传递而生成
。
在加热期间,挥发性化合物从气溶胶形成基质释放并且夹带在空气中
。
例如,挥发性化合物可以夹带在通过气溶胶生成制品
、
在气溶胶生成制品上方
、
周围或以其他方式在气溶胶生成制品附近内吸抽的空气中
。
随着所释放的挥发性化合物冷却,所述化合物冷凝以形成气溶胶
。
气溶胶可被使用者吸入
。
气溶胶可以包含香料
、
香味
、
尼古丁和其他期望成分
。
4.加热元件可以包括在气溶胶生成装置中
。
气溶胶生成制品和气溶胶生成装置的组合可形成气溶胶生成系统
。
5.可加热气溶胶生成制品可以包括限定气溶胶生成制品的至少一部分的一个或多个包装物
。
有利地,所述一个或多个包装物可以防止使用者处理气溶胶形成基质,这可以有助于保持高的卫生水平
。
一个或多个包装物的提供也可以有助于将气溶胶生成制品的部件固定在一起
。
6.当可加热气溶胶生成制品包括两个包装物时,包装物可以形成双层包裹结构
。
双层包裹结构可用于增加气溶胶生成制品的机械强度
。
7.然而,与包括单个包装物结构的气溶胶生成制品相比,包括双层包裹结构的这种气溶胶生成制品可能更难以制造并且可能具有更高的在处理或运输时被损坏的风险
。
因此,将希望提供一种包括双层包裹结构的气溶胶生成制品,其可以以高效的方式被制造并且具有改善的稳固性
。
8.可提供一种气溶胶生成制品
。
所述气溶胶生成制品可包括气溶胶形成基质
。
气溶胶生成制品可以包括双层包裹结构
。
双层包裹结构可以包括内包装物,所述内包装物限定气溶胶形成基质,所述内包装物包括内包装物内表面和与所述内包装物内表面相对的内包装物外表面
。
双层包裹结构可以包括外包装物,所述外包装物限定所述内包装物,所述外包装物包括外包装物内表面和与所述内包装物内表面相对的外包装物外表面
。
所述外包装物内表面和所述内包装物外表面可以借助于第一粘合剂彼此附接
。
所述双层包裹结构可以限定其中所述双层包裹结构重叠自身的重叠区域,所述重叠区域包括第一区段和外部地设置在所述第一区段上的第二区段
。
所述第一区段和所述第二区段可以借助于第二粘合剂彼此附接
。
9.可以提供气溶胶生成制品,所述气溶胶生成制品包括:
10.气溶胶形成基质;
11.双层包裹结构,所述双层包裹结构包括:
12.内包装物,所述内包装物限定所述气溶胶形成基质,所述内包装物包括内包装物
内表面和与所述内包装物内表面相对的内包装物外表面;
13.外包装物,所述外包装物限定所述内包装物,所述外包装物包括外包装物内表面和与所述内包装物内表面相对的外包装物外表面,
14.其中所述外包装物内表面和所述内包装物外表面借助于第一粘合剂彼此附接;
15.其中所述双层包裹结构限定其中所述双层包裹结构重叠自身的重叠区域,所述重叠区域包括第一区段和外部地设置在所述第一区段上的第二区段;
16.其中所述第一区段和所述第二区段借助于第二粘合剂彼此附接
。
17.术语“气溶胶生成制品”在本文中用于表示其中气溶胶形成基质可被加热以产生可吸入气溶胶并且向消费者递送可吸入气溶胶的制品
。
如本文中所用,术语“气溶胶形成基质”涉及能够释放挥发性化合物的基质,所述挥发性化合物可以形成气溶胶
。
可以通过加热气溶胶形成基质来释放此类挥发性化合物
。
气溶胶形成基质通常是气溶胶生成制品的一部分
。
18.气溶胶形成基质可包括尼古丁
。
含尼古丁的气溶胶形成基质可以是尼古丁盐基质
。
19.气溶胶形成基质可包括液体
。
气溶胶形成基质可以包括固体组分和液体组分
。
优选地,气溶胶形成基质可以包括固体
。
20.气溶胶形成基质可以包括植物基材料
。
气溶胶形成基质可以包括烟草
。
气溶胶形成基质可以包括含烟草材料,所述含烟草材料包括在加热时从气溶胶形成基质释放的挥发性烟草香味化合物
。
气溶胶形成基质可包括非烟草材料
。
气溶胶形成基质可以包括均质化植物基材料
。
21.如本文所用,术语“气溶胶生成装置”是指包括加热元件的装置,所述加热元件与气溶胶生成制品的气溶胶形成基质相互作用以生成气溶胶
。
22.如本文中参考本发明所用,术语“条”用来表示基本上圆形
、
卵形或椭圆形截面的大体上圆柱形的元件
。
23.如本文中所用,术语“纵向”是指对应于气溶胶生成制品的主纵向轴线的方向,所述方向在气溶胶生成制品的上游端与下游端之间延伸
。
如本文中所用,术语“上游”和“下游”描述气溶胶生成制品的元件或元件的部分相对于气溶胶在使用期间输送通过气溶胶生成制品的方向的相对位置
。
24.在使用期间,空气在纵向方向上被吸抽通过气溶胶生成制品
。
术语“横向”是指垂直于纵向轴线的方向
。
除非另有说明,否则对气溶胶生成制品或气溶胶生成制品的部件的“截面”的任何提及均指横截面
。
25.术语“长度”表示气溶胶生成制品的部件在纵向方向上的尺寸
。
26.通过提供双层包裹结构,气溶胶生成制品可以具有与那些具有单层包装物的制品相比更高的纵向和横向强度
。
27.同样,当气溶胶形成基质被加热时,双层包裹结构可以有利于实现增强的热绝缘
。
28.内包装物和外包装物的提供可能是有用的,因为可以组合具有不同特性和功能的包装物
。
这可以产生更多样的气溶胶生成制品
。
29.由于通常在气溶胶生成制品中,气溶胶形成基质中的材料的量与包装物材料的量成反比,因此双层包裹结构可以使得气溶胶生成制品能够不太昂贵
(
因为它们含有较少的
气溶胶形成材料
)
而在使用期间不影响性能
。
30.通过在外包装物内表面和内包装物外表面之间提供第一粘合剂,内包装物和外包装物可以形成稳固的并且机械稳定的双层包裹结构
。
31.同样,通过在第一区段与第二区段之间提供第二粘合剂,重叠区域可以有助于气溶胶生成制品的高机械稳定性
。
32.第一粘合剂和第二粘合剂可以是相同粘合剂
。
33.所述外包装物可以具有约
10
克
/
平方米与
28
克
/
平方米之间的基重
。
优选地,所述外包装物可以具有约
10
克
/
平方米与
16
克
/
平方米之间的基重
。
34.所述内包装物可以具有约
10
克
/
平方米与
28
克
/
平方米之间的基重
。
优选地,所述内包装物可以具有约
10
克
/
平方米与
16
克
/
平方米之间的基重
。
35.这种基重范围可以是有益的,因为它们可以便于制造气溶胶生成制品
(
相对于包括更刚性的包装物的气溶胶生成制品
)。
36.所述外包装物可以具有约
20
微米与约
100
微米之间
、
优选地约
25
微米与约
75
微米之间
、
更优选地
30
微米与约
50
微米之间的厚度
。
37.所述内包装物可以具有约
20
微米与约
100
微米之间
、
优选地约
25
微米与约
75
微米之间
、
更优选地
30
微米与约
50
微米之间的厚度
。
38.这种范围内的包装物厚度可以产生重叠区域的总厚度与包装物的剩余部分的厚度之间的适当平衡
。
它们也可以产生具有合适的总厚度的双层包裹结构
。
39.第二粘合剂可以设置在内包装物内表面与外包装物外表面之间
。
这可以产生具有期望的机械稳定性的重叠区域
。
40.内包装物可以包括凸印图案
。
外包装物可以包括凸印图案
。
41.可以期望凸印图案来改善双层包裹结构的热绝缘
。
凸印图案也可以有助于更容易地制造气溶胶生成制品
。
42.凸印图案可以设置在内包装物外表面上
。
这种构造可以有利地使得在内包装物和外包装物之间形成气垫
。
气垫可以增强双层包裹结构的热绝缘,这可以改善使用者的体验,特别是在寒冷天气中
。
43.凸印图案可以包括对角线
。
44.凸印图案可以是十字形凸印图案,其中相交的线彼此相等地分离
。
45.凸印图案可以是包括竖直和水平带的十字形凸印图案
。
相交的线在同一带内彼此相等地分离,但相邻带中的线之间的分离是不同的
。
因此,该带形成格子图案或网格图案
。
46.凸印图案可以包括点
。
47.凸印图案可以包括水平线
。
48.凸印图案可以是脊状图案或波形图案
。
49.所述外包装物可以具有约
30
与约
80
个
coresta
单位之间
、
优选地约
30
与约
50
个
coresta
单位之间
、
最优选地
30
与
40
个
coresta
单位之间的孔隙率
。
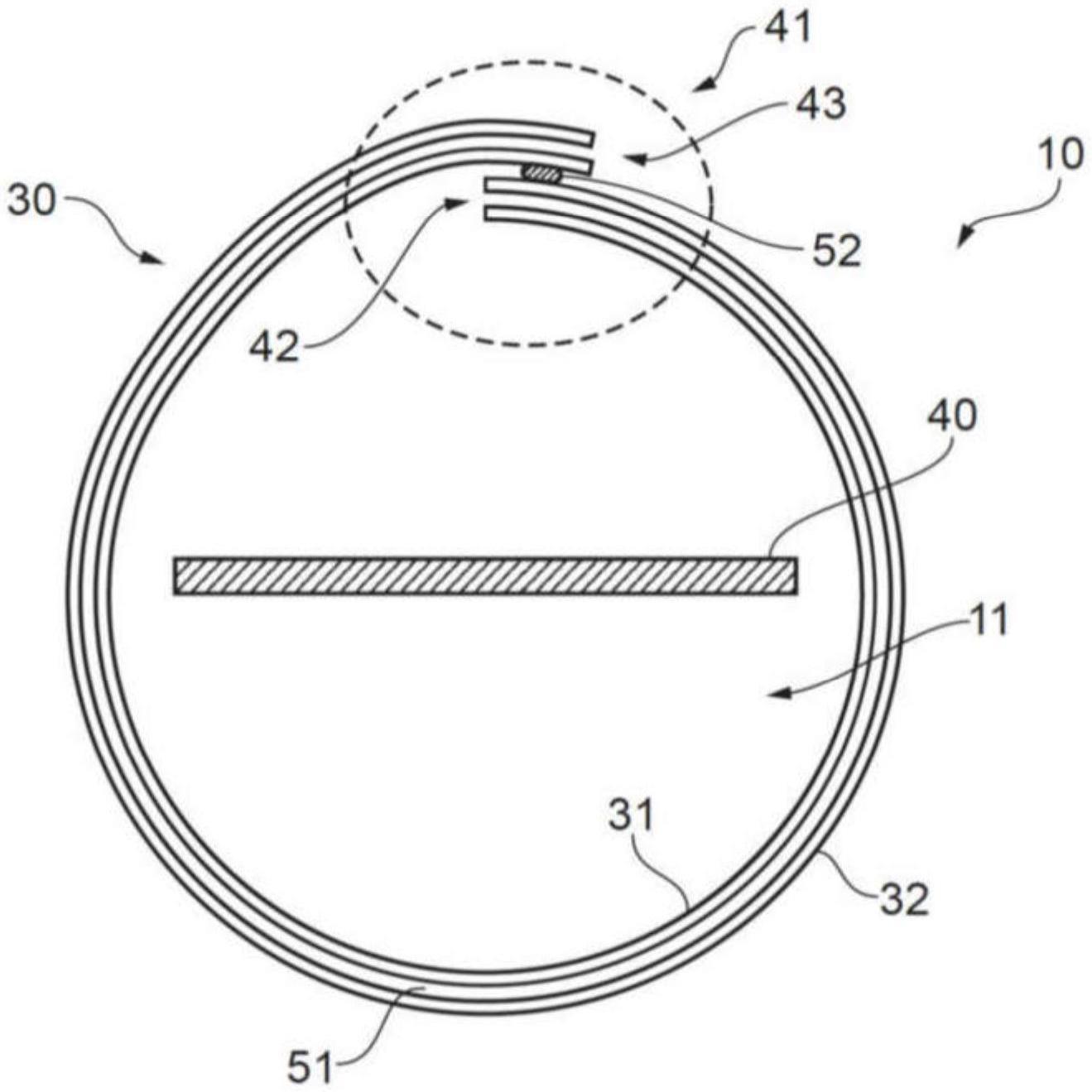
50.具有这种范围内的渗透性的外包装物具有低渗透性,这可能有助于双层包裹结构的优化热绝缘
。
51.所述内包装物外表面
、
所述内包装物内表面或所述内包装物外表面和所述内包装物内表面两者具有约
50bekk
秒与约
1000bekk
秒之间
、
更优选地约
100bekk
秒与约
200bekk
秒
之间的粗糙度
。
52.以
bekk
秒表示的粗糙度借助于使用
bekk
平滑度测定仪的标准测试来测量,所述
bekk
平滑度测定仪产生真空并且测量真空从
50.66kpa
下降到
48.00kpa
所花费的时间
。
该测试得到了国际标准
iso 5627
的认可
。
53.这些粗糙度范围可以对应于特别有利于提供双层包裹结构的凸印图案
。
特别地,具有具有这种粗糙度范围的凸印图案的内包装物外表面可以产生热高效气垫
。
54.内包装物可以包括聚乙烯醇
。
聚乙烯醇可以设置在内包装物中作为表面处理
。
55.包括聚乙烯醇的内包装物可以有利地具有疏水性
。
56.内包装物
、
外包装物或内包装物和外包装物两者可以包括纸张
。
内包装物
、
外包装物或内包装物和外包装物两者可以包括淀粉基配方
。
57.内包装物
、
外包装物或内包装物和外包装物两者可以包括调味剂
。
58.调味剂可以包括以下中的一种或多种:草药香味和荧光组分
。
59.特定调味剂的选择及其可以被包括在内包装物
、
外包装物或内包装物和外包装物两者中的事实可以在使用期间允许气溶胶生成制品的功能的更大的多样性
。
60.第一粘合剂可以包括以下中的一种或多种:阿拉伯树胶
、
天然或合成树脂
、
淀粉和清漆
。
第二粘合剂可以包括以下中的一种或多种:阿拉伯树胶
、
天然或合成树脂
、
淀粉和清漆
。
这种粘合剂可用于在包装物的重叠区域中提供稳固的附接
。
这种粘合剂也可以允许内包装物和外包装物之间的稳固附接
。
61.加热元件可以嵌入在气溶胶形成基质内
。
嵌入的加热元件是内部加热元件
。
如本文中所用,术语“内部加热元件”是指构造成插入或设置在气溶胶形成基质或香味基质中的加热元件
。
62.包括嵌入在气溶胶形成基质内的加热元件的气溶胶生成制品可以是有利的,因为当气溶胶生成制品在使用中时,可以实现从加热元件到气溶胶形成基质的增强热分布
。
63.加热元件可以是感受器
。
64.如本文中所用,术语“感受器”是指包括能够将磁能转化成热的材料的元件
。
当感受器位于变化磁场
(
诸如由感应器线圈生成的变化磁场
)
中时,感受器被加热
。
65.感受器的加热可以是感受器中感生的磁滞损耗和
/
或涡电流的结果,这取决于感受器材料的电特性和磁特性
。
在铁磁性或亚铁磁性感受器材料中,由于材料内的磁畴在变化电磁场的影响下被切换而发生磁滞损耗
。
如果感受器材料导电,则可感生涡电流
。
在导电铁磁性或亚铁磁性感受器材料的情况下,可由于涡电流和磁滞损耗两者而生成热
。
因此,感受器可由于磁滞损耗或涡电流中的至少一者而可以是可加热的,这取决于感受器材料的电特性和磁特性
。
66.加热元件可以完全由气溶胶形成基质包围并且沿着气溶胶形成基质的整个长度延伸
。
当加热元件被加热时,这可以在气溶胶形成基质内提供优化热分布
。
67.感受器可以具有约
35
微米至约
85
微米的厚度
。
感受器可以具有约
45
微米至约
75
微米的厚度
。
感受器可以具有约
55
微米至约
65
微米的厚度
。
68.已经发现,在其中提供了具有如上所述的厚度的感受器的气溶胶生成制品中,可以以特别有效且高效的方式实现在整个气溶胶形成基质中的热的产生和分布
。
在不希望受理论束缚的情况下,本发明人认为这可能是因为这种感受器适于借助于感受器表面积和感
应功率提供最佳热生成和热传递
。
相比之下,较薄的感受器可能太容易变形并且在制造气溶胶生成制品期间可能无法在气溶胶形成基质内保持期望形状和取向,这可能在使用期间导致不太均匀并且不太精细地调节的热分布
。
同时,较厚的感受器可能更难以精确和一致的方式切割到一定长度,并且这也可能影响如何可以在气溶胶形成基质内精确地将感受器设置成纵向对准,因此也潜在地影响气溶胶形成基质内的热分布的均匀性
。
特别地当感受器一直延伸到气溶胶形成基质的下游端时,会感受到这些有利效果
。
这被认为是因为感受器下游的抽吸阻力
(rtd)
因此可以基本上最小化,这是由于在感受器下游的位置处在气溶胶形成基质内不存在可以有助于
rtd
的气溶胶形成基质
。
69.感受器可以是基本上纵向地布置在气溶胶形成基质内的细长感受器
。
70.当用于描述感受器时,术语“细长”表示感受器具有大于其宽度尺寸或其厚度尺寸,例如大于其宽度尺寸或其厚度尺寸两倍的长度尺寸
。
71.感受器可以基本上纵向地布置在气溶胶形成基质内
。
这意味着细长感受器的长度尺寸被布置成近似平行于气溶胶形成基质的纵向方向,例如在平行于气溶胶形成基质的纵向方向的加或减
10
度内
。
细长感受器可以位于气溶胶形成基质内的径向中心位置并且沿着气溶胶形成基质的纵向轴线延伸
。
72.感受器可以基本上具有与气溶胶形成基质相同的长度
。
73.感受器可以呈针
、
条
、
带或片的形式
。
74.感受器可以具有约5毫米至约
15
毫米
、
例如约6毫米至约
12
毫米
、
更优选地约8毫米至约
10
毫米的长度
。
75.感受器可以具有至少约1毫米
、
更优选地至少约2毫米的宽度
。
通常,感受器可以具有至多8毫米
、
优选地小于或等于约6毫米的宽度
。
76.当感受器具有恒定的截面,例如圆形截面时,其可以具有约1毫米至约5毫米的宽度或直径
。
77.当感受器具有带或片的形式时,所述带或片可以具有矩形截面,所述矩形截面具有优选地约2毫米至约8毫米
、
更优选地约3毫米至约6毫米的宽度
。
呈带或片形式的感受器可以具有约4毫米的宽度
。
78.细长感受器可以具有约
57
微米至约
63
微米的厚度
。
更优选地,细长感受器可以具有约
58
微米至约
62
微米的厚度
。
最优选地,细长感受器具有约
60
微米的厚度
。
79.气溶胶生成制品的直径可以在约
3mm
和约
8mm
之间
。
80.气溶胶形成基质可以包括以下中的一种或多种:烟草
、
尼古丁
、
凝胶组分和调味剂
。
81.有利地,凝胶组分在室温下可为固体
。
此上下文中的“固体”意指凝胶具有稳定的尺寸和形状,并且不流动
。
此上下文中的室温意指
25
摄氏度
。
可以将凝胶定义为基本上稀释的交联体系,其在稳态时不表现出流动性
。
按重量计,凝胶可能主要是液体,但由于液体内的三维交联网络,它们表现得类似于固体
。
正是流体内的交联使凝胶具有其结构
(
硬度
)。
这样,凝胶可以是液体分子在固体内的分散体,其中液体颗粒分散在固体介质中
。
82.气溶胶生成制品可以包括过滤器,该过滤器在纵向方向上设置在气溶胶形成基质的下游
。
83.术语“过滤器”用于指示气溶胶生成制品的区段,所述区段配置成从通过过滤器吸
抽的主流气溶胶至少部分地移除气相或颗粒相组分或气相和颗粒相组分两者
。
84.气溶胶生成制品的长度可以在约
30mm
和约
100mm
之间
。
85.气溶胶生成制品可以包括设置在气溶胶形成基质下游的支撑元件
。
86.支撑元件通常呈过滤材料的环形管的形式提供,通常称为中空醋酸管
。
这种中空管状支撑元件构造成在处理气溶胶生成制品期间,例如在加热元件插入气溶胶形成基质期间抵抗气溶胶形成基质向下游移动
。
中空管状支撑元件内的空白空间可以提供用于气溶胶从气溶胶形成基质朝向气溶胶生成制品的口端流动的开口
。
87.支撑元件可以紧邻气溶胶形成基质的下游设置
。
88.当气溶胶生成制品包括过滤器和支撑元件时,过滤器可以在纵向方向上设置在支撑元件的下游
。
89.过滤器可以在纵向方向上紧邻支撑元件的下游设置
。
90.由于支撑元件对于根据使用者的偏好提供所形成的气溶胶的定制可能是有用的并且足够的,因此过滤器可以紧邻支撑元件的下游设置,即不具有诸如气溶胶冷却元件的中间部件
。
因此,气溶胶生成制品可以实现气体和颗粒相组分的减少,同时需要更少的生产步骤并且允许更一致的体验
。
91.然而,气溶胶生成制品可以包括在支撑元件的下游的气溶胶冷却元件
。
优选地,气溶胶冷却元件可以设置在支撑元件与过滤器之间
。
92.如本文所使用的,“气溶胶冷却元件”是指气溶胶生成制品的定位在气溶胶形成基质下游使得在使用中由从气溶胶形成基质中释放的挥发性化合物形成的气溶胶穿过并且在被消费者吸入之前被气溶胶冷却元件冷却的部件
。
优选地,气溶胶冷却元件定位在气溶胶形成基质与烟嘴之间
。
气溶胶冷却元件具有大的表面面积,但是引起低压降
。
过滤器和其他产生高压降的烟嘴
(
例如,由纤维束形成的过滤器
)
被认为不是气溶胶冷却元件
。
气溶胶生成制品内的腔室和腔也被认为不是气溶胶冷却元件
。
93.支撑元件可以包括第一中空管状节段
。
气溶胶冷却元件可以包括第二中空管状节段
。
94.气溶胶生成制品可以包括设置在气溶胶生成制品的下游端上的烟嘴
。
可期望提供烟嘴以便于使用者吸入气溶胶
。
95.气溶胶生成制品可以包括设置在气溶胶生成制品的上游端上的上游元件
。
当气溶胶生成制品包括感受器时,这可以确保消费者在使用后不能意外接触加热的感受器
。
当气溶胶生成制品包括感受器时,上游元件的提供可以有利地防止感受器被移位
。
96.气溶胶形成基质可具有任何合适的横截面
。
例如,基质可具有圆形
、
卵形
、
体育场形
、
矩形或三角形横截面形状
。
优选地,基质具有圆形横截面形状
。
97.固体气溶胶形成基质可以包括烟草棒
。
烟草棒可以包括例如以下中的一种或多种:粉末
、
颗粒
、
丸粒
、
碎片
、
丝条
、
条带或片材,其含有以下中的一种或多种:草本植物叶
、
烟草叶
、
烟草肋料
、
膨胀烟草和均质化烟草
。
如本文中所用,术语“均质化烟草材料”表示通过使颗粒烟草聚结来形成的材料
。
提供均质化烟草材料可改善在气溶胶生成制品的加热期间生成的气溶胶的气溶胶生成
、
尼古丁含量和香味曲线
。
具体地说,制造均质化烟草的工艺涉及研磨烟草叶,其在加热时更有效地实现尼古丁和香味的释放
。
在烟草棒包括均质化烟草材料的情况下,均质化烟草材料可以呈片材的形式
。
如本文中所用,术语“片材”表示层状元
件,其具有宽度和显著大于其厚度的长度
。
98.固体气溶胶形成基质可以包括均质化烟草材料
。
固体气溶胶形成材料可以包括均质化烟草材料的碎片
、
丝条或条带
。
固体气溶胶形成基质可以包括均质化烟草材料的片材
。
99.气溶胶形成基质可具有基本上均质的组成
。
气溶胶形成基质可至少在纵向方向上具有基本上均质的组成
。
100.均质化烟草材料的片材可通过聚结颗粒烟草形成,所述颗粒烟草通过将烟草叶叶片和烟草叶梗中的一者或两者研磨或以其他方式粉碎而获得
。
均质化烟草材料的片材可包括以下中的一种或多种:烟草尘
、
烟草细末和在例如烟草的处置
、
处理和运送期间形成的其他颗粒烟草副产物
。
均质化烟草材料的片材优选地通过下述类型的流延工艺形成,所述流延工艺通常包括:将包括颗粒状烟草和一种或多种粘结剂的浆料流延到传送带或其他支撑表面上;干燥所流延的浆料以形成均质化烟草材料的片材;以及从支撑表面上移除均质化烟草材料的片材
。
101.固体气溶胶形成基质可以包括均质化烟草材料的聚集片材
。
如本文中所用,术语“聚集”用于描述片材基本上横向于气溶胶生成制品的纵向轴线卷绕
、
折叠或以其他方式压缩或收缩
。
102.气溶胶形成基质包括均质化烟草材料的聚集纹理化片材
。
如本文中所用,术语“纹理化片材”表示已卷曲
、
凸印
、
凹印
、
穿孔或以其他方式变形的片材
。
使用均质化烟草材料的纹理化片材可以有利地促进均质化烟草材料片材聚集从而形成气溶胶形成基质
。
气溶胶形成基质可以包括均质化烟草材料的聚集纹理化片材,其包括多个间隔开的凹入
、
突起
、
穿孔或它们的组合
。
103.优选地,气溶胶形成基质包括均质化烟草材料的聚集卷曲片材
。
如本文中所用,术语“卷曲片材”表示具有多个基本上平行的脊或皱折的片材
。
优选地,基本上平行的脊或皱折沿着或平行于气溶胶生成制品的纵向轴线延伸
。
这有利地促进均质化烟草材料的卷曲片材聚集从而形成气溶胶生成制品
。
然而,应了解,用于包括在气溶胶生成制品中的均质化烟草材料的卷曲片材可具有多个基本上平行的脊或皱折,所述脊或皱折相对于气溶胶生成制品的纵向轴线呈锐角或钝角而设置
。
104.气溶胶形成基质可包括含烟草材料和不含烟草材料
。
105.气溶胶形成基质可包括气溶胶形成剂
。
气溶胶形成基质可包括单个气溶胶形成剂或两种或更多种气溶胶形成剂的组合
。
如本文中所使用,术语“气溶胶形成剂”用于描述任何合适的已知化合物或化合物的混合物,所述化合物或化合物的混合物在使用中促进形成气溶胶并且在气溶胶生成制品的操作温度下基本耐热降解
。
合适的气溶胶形成剂包括但不限于:多元醇,诸如丙二醇
、
三甘醇
、1,3-丁二醇和甘油;多元醇的酯,诸如甘油单
、
二或三乙酸酯;和单
、
二或多元羧酸的脂肪族酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯
。
优选的气溶胶形成剂是多元醇或其混合物,诸如丙二醇
、
三甘醇
、1,3-丁二醇和最优选的丙三醇
。
气溶胶形成基质可具有以干重计大于5%的气溶胶形成剂含量
。
气溶胶气溶胶形成基质可以具有以干重计约5%与约
30
%之间的气溶胶形成剂含量
。
气溶胶形成基质可以具有以干重计约
20
%的气溶胶形成剂含量
。
106.气溶胶形成基质可以包括均质化烟草材料
、
气溶胶形成剂以及水
。
107.均质化烟草材料可以片材提供,所述片材经被折叠
、
卷曲或切割成条带中的一种
处理
。
片材可被切割成具有约
0.2
毫米与约2毫米之间
、
更优选地约
0.4
毫米与约
1.2
毫米之间的宽度的条带
。
条带的宽度可为约
0.9
毫米
。
108.气溶胶形成基质可包括内腔
。
换句话说,气溶胶形成基质可为管状基质
。
气溶胶形成基质可包括具有基质内径的基质内表面,所述基质内表面界定在所述气溶胶形成基质内在纵向方向上延伸的内腔
。
将内腔设置到气溶胶形成基质中可使得加热元件能够插入到腔中的气溶胶形成基质中,而不穿透基质并且不改变基质的结构
。
内腔的提供还可有益于进一步减小气溶胶形成基质的厚度,从而增强上文解释的热传递优点
。
109.当所述气溶胶形成基质包括界定内腔的基质内表面时,所述基质内表面可具有与所述基质外表面相同的横截面形状
。
特别地,基质内表面可具有基本上圆形
、
椭圆形或体育场形的横截面
。
110.气溶胶生成制品可包括导热材料层
。
导热材料层可覆盖至少原本暴露的气溶胶形成基质的至少一部分
。
导热材料层可至少设置在基质外表面上
。
导热材料层可至少设置在基质内表面上
。
导热材料层可至少设置在基质内表面上和基质外表面上
。
在原本暴露的基质表面上提供导热材料层可使得来自由基质接收或与基质接合的加热元件的热能够被分布在气溶胶形成基质的较宽区域上,从而改善加热元件与气溶胶形成基质之间的热传递效率
。
导热材料层还可以在内腔中接收的加热元件与气溶胶形成基质之间产生物理分离,这可以降低在靠近加热元件的基质的区域中气溶胶形成基质过热的风险
。
导热材料层还可增加管状气溶胶形成基质的稳固性,所述稳固性可通过提供内腔使基质的厚度减小而减小
。
111.如本文中所用,“导热”是指材料在
23
摄氏度和
50
%的相对湿度下具有至少
10w/m.k、
优选地至少
40w/m.k、
更优选地至少
100w/m.k
的导热率
。
优选地,导热材料层可包括在
23
摄氏度和
50
%的相对湿度下具有至少
40w/m.k、
优选地至少
100w/m.k、
更优选地至少
150w/m.k、
并且甚至更优选地至少
200w/m.k
的导热率的材料
。
112.合适的传导材料的实例包括但不限于铝
、
铜
、
锌
、
镍
、
银及其组合
。
113.气溶胶形成基质可具有包括多个细长管状元件的条
。
细长管状元件可包含烟草材料
。
包括在气溶胶形成基质中的多个细长管状元件对于设置在气溶胶形成基质的下游的管状元件决不能错误
。
114.通过调整条中的细长管状元件的数量
、
等效直径和厚度,可能有利地调整条的密度和孔隙率
。
一般来讲,与包括烟草材料碎片的气溶胶形成基质相比,包括均质化烟草的多个细长管状元件的气溶胶形成基质可有利地表现出更均匀的密度
。
细长管状元件的几何形状可使得为沿着条的气流提供特别稳定的通道
。
这可以有利地允许对
rtd
进行一致的微调,使得可以一致并且高精度地制造具有预定
rtd
的气溶胶形成基质
。
115.包括均质化烟草的细长管状元件的气溶胶形成基质的重量可由管状元件的数量
、
尺寸
、
密度和间距确定
。
这可以降低相同尺寸的气溶胶形成基质之间的重量不一致性,并且因此使得与包括烟草材料碎片的气溶胶形成基质相比,其重量落在所选接受范围之外的气溶胶形成基质的废品率更低
。
116.条中细长管状元件的厚度变化也可有利地用于调整条中均质化烟草的含量
。
例如,在由均质化烟草幅材的卷起条带形成的细长管状元件中,可通过改变条带围绕纵向轴线的卷绕数量或通过改变均质化烟草幅材本身的厚度来实现对细长管状元件厚度的调整
。
与包括烟草材料碎片的气溶胶生成制品相比,这可以赋予气溶胶生成制品更大的设计灵活
性
。
117.条中的细长管状元件的尺寸
、
几何形状和布置可容易地适于促进加热元件插入气溶胶生成制品的条中
。
因为细长管状元件基本上笔直地位于条内并且纵向延伸,所以可促进诸如加热器片的纵向延伸的内部加热元件的插入
。
条中的细长管状元件的规则布置还可有利地有利于优化从加热元件通过条的热传递
。
118.将气溶胶生成装置的加热器插入到包括烟草材料碎片的气溶胶形成基质中
(
和从其移除
)
可能趋于从气溶胶形成基质移去烟草材料碎片
。
这可能使得需要更频繁地清洁加热器元件和气溶胶生成装置的其他部分以便移除所移去的碎片
。
相比之下,将气溶胶生成装置的加热器插入到包括均质化烟草材料的多个细长管状元件的气溶胶形成基质中和从其移除可有利地具有显著减小的移去材料的趋势
。
119.包括多个细长管状元件的条可以在连续的工艺中制成,所述连续的工艺可以高速高效地进行,并且可方便地并入到用于制造气溶胶生成制品的现有生产线中
。
120.气溶胶形成基质的条优选地可以具有近似等于气溶胶生成制品的外部直径的外部直径
。
121.气溶胶形成基质的条可以具有至少5毫米的外部直径
。
气溶胶形成基质的条可以具有约5毫米与约
12
毫米之间
、
例如约5毫米与约
10
毫米之间或约6毫米与约8毫米之间的外部直径
。
优选地,气溶胶形成基质的条可以具有
7.2
毫米至
10
%以内的外部直径
。
122.气溶胶形成基质的条可以具有约5毫米与约
100mm
之间的长度
。
优选地,气溶胶生成基质的条可以具有至少约5毫米
、
更优选地至少约7毫米的长度
。
气溶胶生成基质的条优选地可以具有小于约
80
毫米
、
更优选地小于约
65
毫米
、
甚至更优选地小于约
50
毫米的长度
。
优选地,气溶胶生成基质的条可以具有小于约
35
毫米
、
更优选地小于
25
毫米
、
甚至更优选地小于约
20
毫米的长度
。
气溶胶形成基质的条可以具有约
10
毫米的长度;气溶胶形成基质的条可以具有约
12
毫米的长度
。
123.气溶胶形成基质的条可以沿着条的长度具有基本上均匀的截面
。
气溶胶形成基质的条可优选地具有基本上圆形的截面
。
124.包括细长管状元件的条可由包装物限定
。
细长管状元件可组装成使得细长管状元件在纵向方向上延伸
。
125.根据本发明的气溶胶生成制品的条的多个细长管状元件可由均质烟草材料形成,所述均质烟草材料可包括通过研磨而获得的颗粒烟草
。
多个细长管状元件可全部具有彼此基本上相同的组成
。
同样,多个细长管状元件可包括至少两种不同组成的管状元件
。
126.条中的至少一个细长管状元件可包括从均质化烟草材料的片材或幅材切割的卷起条带
。
127.均质化烟草材料的片材或幅材可具有以干重计至少约
40
重量%
、
更优选地以干重计至少约
60
重量%
、
更优选地以干重计至少约
70
重量%
、
并且最优选地以干重计至少约
90
重量%的烟草含量
。
128.用于在气溶胶形成基质中使用的均质化烟草材料的片材或幅材可包括一种或多种固有粘结剂
(
即烟草内源性粘结剂
)、
一种或多种非固有粘结剂
(
即烟草外源性粘结剂
)
或它们的组合,以有助于聚结颗粒烟草
。
用于在气溶胶形成基质中使用的均质化烟草材料的片材可包括其他添加剂,所述其他添加剂包括但不限于烟草和非烟草纤维
、
气溶胶形成剂
、
保湿剂
、
增塑剂
、
香料
、
填充剂
、
水性溶剂和非水性溶剂及它们的组合
。
129.包括在用于在气溶胶形成基质中使用的均质化烟草材料的片材或幅材中的合适非固有粘结剂在本领域中是已知的,包括但不限于:树胶,诸如例如瓜尔胶
、
黄原胶
、
阿拉伯胶和刺槐豆胶;纤维素粘结剂,诸如例如羟丙基纤维素
、
羧甲基纤维素
、
羟乙基纤维素
、
甲基纤维素和乙基纤维素;多糖,诸如例如淀粉;有机酸,诸如藻酸;有机酸的共轭碱盐,诸如海藻酸钠
、
琼脂和果胶;以及它们的组合
。
130.包括在用于在气溶胶形成基质中使用的均质化烟草材料的片材或幅材中的合适非烟草纤维在本领域中是已知的,包括但不限于:纤维素纤维;软木纤维;硬木纤维;黄麻纤维以及它们的组合
。
在包括在用于在气溶胶形成基质中使用的均质化烟草材料的片材中之前,可以通过本领域已知的合适工艺对非烟草纤维进行处理,所述工艺包括但不限于:机械制浆;精制;化学制浆;漂白;硫酸盐制浆;以及它们的组合
。
131.均质化烟草材料的片材或幅材可包括气溶胶形成剂
。
132.用于在本发明的气溶胶生成制品中使用的均质化烟草的片材或幅材可通过本领域已知的方法
(
例如在国际专利申请
wo-a-2012/164009a2
中公开的方法
)
来制造
。
用于在气溶胶生成制品中使用的均质化烟草材料的片材可通过流延工艺由包括颗粒烟草
、
瓜尔胶
、
纤维素纤维和甘油的浆料形成
。
133.同样,用于在根据本发明的气溶胶形成基质中使用的均质化烟草材料的细长管状元件可通过挤出而形成
。
举例来说,可将包括通过研磨或以其他方式粉碎烟草叶叶片而获得的颗粒烟草的浆料推动通过具有期望截面的模具
。
此外,增材制造也可用于制造均质化烟草材料的管状元件
。
134.细长管状元件可具有约
0.03
毫米至约3毫米的等效直径
。
优选地,细长管状元件可具有至少约
0.1
毫米的等效直径
。
更优选地,细长管状元件可具有至少约
0.3
毫米的等效直径
。
135.同样,细长管状元件可优选地具有小于约2毫米的等效直径
。
更优选地,细长管状元件可具有小于约1毫米的等效直径
。
136.细长管状元件可具有约
0.7
毫米至约
2.7
毫米的等效直径;细长管状元件可具有约
0.3
毫米至约
1.1
毫米的等效直径
。
137.在通过卷起均质化烟草材料的条带来形成细长管状元件的情况下,所述条带可以具有至少约1毫米的宽度
。
优选地,均质化烟草材料的条带可以具有至少约2毫米的宽度
。
更优选地,均质化材料的条带可以具有至少约3毫米的宽度
。
138.均质化烟草材料的条带可以具有约1毫米至约
3.5
毫米的宽度;均质化烟草材料的条可以具有约
2.4
毫米至约
8.2
毫米的宽度
。
139.均质化烟草材料的条带可以从具有至少约
40
微米
、
更优选地至少约
60
微米
、
更优选地至少约
80
微米并且最优选地至少约
100
微米的厚度的片材或幅材切割
。
同样,均质化烟草材料的条带可从具有不超过约
5000
微米
、
更优选地不超过约
2000
微米
、
更优选地不超过约
1000
微米并且最优选地不超过约
500
微米的厚度的片材或幅材被切割
。
例如,片材或幅材的厚度可在约
40
微米与约
5000
微米之间
、
更优选地在约
60
微米与约
2000
微米之间
、
更优选地在约
80
微米与约
1000
微米之间
、
并且最优选地在约
100
微米与约
500
微米之间
。
140.细长管状元件的厚度可为至少约
40
微米
、
更优选地至少约
80
微米
、
更优选地至少
约
120
微米
、
并且最优选地至少约
160
微米
。
同样,细长管状元件的厚度可小于约
5000
微米,更优选地小于约
2500
微米,并且最优选地小于约
1000
微米
。
141.细长管状元件可由多孔烟草材料形成,使得空气流动通过管状元件的壁;即,条中沿着基本上径向方向的气流不受阻碍
。
在通过卷起均质化烟草材料的条带来形成细长管状元件的情况下,所述条带本身可由多孔烟草材料形成
。
142.如本文关于均质化烟草材料所用,术语“多孔”可以指示烟草材料已在固有孔隙率内产生,使得在片材或幅材的结构内提供足够的孔隙或间隙,如此以使得空气能够在横向于片材或幅材表面的方向上流动通过片材或幅材
。
同样,术语“多孔”可指示烟草材料的每个片材或幅材包括多个气流孔以提供期望的孔隙率
。
例如,在进行产生气溶胶形成基质的条的细长管状元件的卷起操作之前,可将烟草材料的片材穿刺出气流孔图案
。
所述气流孔可以在片材上随机地或均匀地穿刺
。
气流孔的图案可以基本上覆盖片材的整个表面,或者可以覆盖片材的一个或多个特定区域,而其余区域没有气流孔
。
143.可形成细长管状元件的均质化烟草材料的条带可以是纹理化的
。
例如,从其切出条带的片材或幅材可包括多个间隔开的凹入
、
突起
、
穿孔或它们的组合
。
可以在每个片材的一侧上或在每个片材的两侧上提供纹理
。
144.包括由卷曲的条带形成的一个或多个细长管状元件可有助于在条内的相邻管状元件之间提供并且保持一定的间距
。
145.添加剂可施加到多个管状元件中的至少一个管状元件的表面的至少一部分
。
添加剂可以是固体添加剂
、
液体添加剂或固体添加剂和液体添加剂的组合
。
用于在本发明中使用的合适的固体添加剂和液体添加剂是本领域已知的,包括但不限于:香料,诸如例如薄荷醇;吸附剂,诸如例如活性炭;填充剂,诸如例如碳酸钙;以及植物添加剂
。
146.为了形成基本上细长的管状元件,均质化烟草材料的条带可围绕纵向轴线缠绕至少约
345
度
。
优选地,均质化烟草材料的条带可围绕纵向轴线缠绕至少约
360
度
。
更优选地,均质化烟草材料的条带可围绕纵向轴线缠绕至少约
540
度
。
同样,均质化烟草材料的条带可优选地围绕纵向轴线缠绕小于约
1800
度
。
更优选地,均质化烟草材料的条带可围绕纵向轴线缠绕小于约
900
度
。
优选地,均质化烟草材料的条带可围绕纵向轴线缠绕约
345
度至约
540
度
。
147.每个细长管状元件具有的长度可基本上等于气溶胶形成基质的条的长度
。
每个细长管状元件可具有约
10
毫米的长度;每个细长管状元件可具有约
12
毫米的长度
。
148.气溶胶形成基质的条可包括少于约
200
个的均质化烟草材料的细长管状元件
。
更优选地,气溶胶形成基质的条可包括少于约
150
个的细长管状元件
。
甚至更优选地,气溶胶形成基质的条可包括少于约
100
个的细长管状元件
。
149.同样,气溶胶形成基质的条可包括至少约
15
个均质化烟草材料的细长管状元件
。
更优选地,气溶胶形成基质的条可包括至少约
30
个细长管状元件
。
甚至更优选地,气溶胶形成基质的条可包括至少约
40
个细长管状元件
。
气溶胶形成基质的条可以包括约
15
至约
100
股的非烟草材料
。
150.在气溶胶形成基质的条中,细长管状元件可基本上平行于彼此对准
。
151.均质化烟草材料的细长管状元件可具有基本上卵形的截面;其可具有基本上椭圆形的横截面;其可具有基本上圆形的横截面
。
如上所述,用于在气溶胶生成制品中使用的细
长管状元件可通过将均质化烟草材料的条带围绕其纵向轴线缠绕略小于
360
度而有效地形成
。
这使得元件有效地具有c形截面,其中狭缝在细长管状元件的整个长度上纵向延伸
。
152.可提供一种气溶胶生成系统
。
气溶胶生成系统可以包括上面公开的任何气溶胶生成制品和气溶胶生成装置
。
气溶胶生成装置可以包括用于加热气溶胶生成制品的加热元件或加热元件的一部分
。
153.如本文中所用,术语“气溶胶生成系统”是指气溶胶生成装置与气溶胶生成制品的组合
。
154.由于本公开的气溶胶生成系统包括根据先前公开的气溶胶生成制品,因此上文针对气溶胶生成制品指定的优点也适用于系统本身
。
155.加热元件可以是任何合适类型的加热元件
。
加热元件可以是内部加热元件
。
加热元件可以为细长加热元件
。
细长加热元件可以是片形的
。
细长加热元件可以是针形的
。
细长加热元件可具有锥形形状或至少锥形端
。
细长加热元件可具有尖端
。
加热元件可以是圆锥形的
。
细长加热元件可具有布置成便于加热元件插入到气溶胶形成基质中的任何合适形状
。
有利地,细长加热元件可提供气溶胶生成制品与装置的加热元件的更容易接合或更容易脱离或更容易接合和更容易脱离两者
。
156.加热元件可为外部加热元件
。
如本文所用,术语“外部加热元件”是指配置成加热气溶胶形成基质的外表面的加热元件
。
外部加热元件可以至少部分地限定用于接收气溶胶形成基质的腔
。
157.加热元件可包括至少一个电阻加热元件
。
158.至少一个电阻加热元件可包括电绝缘基质和电绝缘基质上的一个或多个导电轨道
。
159.电绝缘基质可在至少一个加热元件的操作温度下是稳定的
。
电绝缘基质可在高达约
400
摄氏度
、
更优选地约
500
摄氏度
、
更优选地约
600
摄氏度
、
更优选地约
700
摄氏度
、
最优选地约
800
摄氏度的温度下是稳定的
。
160.至少一个电阻加热元件在使用期间的操作温度可为至少约
200
摄氏度
。
至少一个电阻加热元件在使用期间的操作温度可小于约
700
摄氏度
。
至少一个电阻加热元件在使用期间的操作温度可小于约
600
摄氏度
。
至少一个电阻加热元件在使用期间的操作温度可小于约
500
摄氏度
。
至少一个电阻加热元件在使用期间的操作温度可小于约
400
摄氏度
。
161.电绝缘基质可以包括任何合适的材料
。
例如,电绝缘基质可包括以下中的一种或多种:纸
、
玻璃
、
陶瓷
、
阳极化金属
、
涂布金属和聚酰亚胺
。
陶瓷可以包括云母
、
氧化铝
(al2o3)
或氧化锆
(zro2)。
电绝缘基质可具有小于或等于约
40
瓦
/
米开尔文
、
优选地小于或等于约
20
瓦
/
米开尔文
、
并且理想地小于或等于约2瓦
/
米开尔文的导热率
。
162.用于形成电阻加热元件并且特别是一个或多个导电轨道的合适材料可包括但不限于:半导体,诸如掺杂陶瓷
、
电“传导”陶瓷
(
诸如,例如二硅化钼
)、
碳
、
石墨
、
金属
、
金属合金,以及由陶瓷材料和金属材料制成的复合材料
。
此类复合材料可以包括掺杂或无掺杂的陶瓷
。
合适的掺杂陶瓷的实例包括掺杂碳化硅
。
合适的金属的实例包括钛
、
锆
、
钽和铂族金属
。
合适的金属合金的实例包括不锈钢
、
含镍合金
、
含钴合金
、
含铬合金
、
含铝合金
、
含钛合金
、
含锆合金
、
含铪合金
、
含铌合金
、
含钼合金
、
含钽合金
、
含钨合金
、
含锡合金
、
含镓合金
、
含锰合金和含铁合金,和基于镍
、
铁
、
钴的超合金,不锈钢,以及铁-锰-铝基合金
。
163.电阻加热元件可包括电阻材料
(
诸如不锈钢
)
的一或多个冲压部分
。
至少一个电阻加热元件可包括加热丝或纤丝,例如
ni-cr(
镍-铬
)、
铂
、
钨或合金丝
。
164.加热元件可以包括至少一个感应加热装置
。
165.至少一个感应加热装置可包括至少一个感应器线圈
。
感应器线圈布置成在从电源接收到变化电流时生成变化磁场
。
这种变化电流可以在约5千赫兹和约
500
千赫兹之间
。
变化电流可为高频变化电流
。
如本文中所用,术语“高频变化电流”是指具有约
500
千赫兹与约
30
兆赫兹之间的频率的变化电流
。
高频变化电流可以具有约1兆赫兹与约
30
兆赫兹之间
(
诸如约1兆赫兹与约
10
兆赫兹之间,或诸如约5兆赫兹与约8兆赫兹之间
)
的频率
。
变化电流可为生成交变磁场的交流电流
。
166.感应器线圈可具有任何合适的形式
。
例如,感应器线圈可为扁平感应器线圈
。
扁平感应器线圈可基本上在平面中以螺旋方式缠绕
。
优选地,感应器线圈可为管状感应器线圈
。
通常,管状感应器线圈可围绕纵向轴线螺旋地缠绕
。
感应器线圈可以是细长的
。
特别优选地,感应器线圈可为细长管状感应器线圈
。
感应器线圈可具有任何合适的横截面
。
感应器线圈可具有圆形
、
椭圆形
、
正方形
、
矩形
、
三角形或其他多边形横截面
。
167.感应器线圈可由任何合适的材料形成
。
感应器线圈可由导电材料形成
。
优选地,感应器线圈可由金属或金属合金形成
。
168.如本文所用,“导电”是指在二十摄氏度下具有小于或等于
1x10-4
欧姆
·
米
(
ω
·
m)
的电阻率的材料
。
169.至少一个感应加热装置可包括至少一个感受器
。
如上文所论述,感受器也可被包括在气溶胶生成制品中
。
170.感受器布置成使得当气溶胶生成制品接收在气溶胶生成装置中时,由感应器线圈生成的振荡电磁场可在感受器中感生出电流,从而使得感受器变热
。
优选地,气溶胶生成装置可能能够生成具有1千安
/
米与5千安
/
米
(ka/m)
之间
、
优选地
2ka/m
与
3ka/m
之间
(
例如约
2.5ka/m)
的磁场强度
(h
场强
)
的波动电磁场
。
优选地,气溶胶生成装置可能能够生成具有
1mhz
与
30mhz
之间
、
例如
1mhz
与
10mhz
之间
、
例如
5mhz
与
7mhz
之间的频率的波动电磁场
。
171.感受器可包括任何合适的材料
。
感受器可由能够被感应加热到足以从气溶胶形成基质或香味基质释放挥发性化合物的温度的任何材料形成
。
优选的感受器可被加热至超过约
250
摄氏度的温度
。
优选的感受器可以由导电材料形成
。
用于感受器的合适的材料包括石墨
、
钼
、
碳化硅
、
不锈钢
、
铌
、
铝
、
镍
、
含镍化合物
、
钛以及金属材料的复合物
。
优选的感受器可包括金属或碳
。
一些优选的感受器可包括铁磁材料,例如铁素体铁
、
铁磁合金
(
诸如铁磁钢或不锈钢
)、
铁磁颗粒和铁氧体
。
一些优选的感受器可由铁磁材料组成
。
合适的感受器可包括铝
。
合适的感受器可由铝组成
。
感受器可包括至少约5%
、
至少约
20
%
、
至少约
50
%或至少约
90
%的铁磁或顺磁材料
。
172.感受器可由基本上气体不可透过的材料形成
。
换句话说,优选地,感受器可由气体不可透过的材料形成
。
173.感受器可具有任何合适的形式
。
例如,感受器可以是细长的
。
感受器可具有任何合适的横截面
。
例如,感受器可具有圆形
、
椭圆形
、
正方形
、
矩形
、
三角形或其他多边形横截面
。
感受器可以是管状的
。
174.感受器可包括设置在支撑体上的感受器层
。
在变化磁场中布置感受器可紧邻感受
器表面感生涡电流,这种效应被称为集肤效应
。
因此,可能由相对薄的感受器材料层形成感受器,同时确保感受器在变化磁场存在时被有效地加热
。
由支撑体和相对薄的感受器层制造感受器可便于简单
、
廉价和稳固的气溶胶生成制品的制造
。
175.支撑体可以由不易受感应加热的材料形成
。
有利地,这可以减少不与气溶胶形成基质接触的感受器的表面的加热,其中支撑体的表面形成不与气溶胶形成基质接触的感受器的表面
。
176.支撑体可包括电绝缘材料
。
如本文所用,“电绝缘”是指在二十摄氏度下具有至少
1x104欧姆
·
米
(
ω
m)
的电阻率的材料
。
177.由热绝缘材料形成支撑体可在感受器层与感应加热装置的其他部件
(
诸如限定感应加热元件的感应器线圈
)
之间提供热绝缘屏障
。
有利地,这可以减少感应加热系统的感受器与其他部件之间的热传递
。
178.热绝缘材料还可具有小于或等于约
0.01
平方厘米
/
秒
(cm2/s)
的体积热扩散率,如使用激光闪光方法所测量的
。
提供具有这种热扩散率的支撑体可引起具有高热惯性的支撑体,这可减少感受器层与支撑体之间的热传递,并且减小支撑体的温度变化
。
179.感受器可设置有保护性外层,例如保护性陶瓷层或保护性玻璃层
。
保护性外层可改善感受器的耐久性并且便于感受器的清洁
。
保护性外层可基本上包围感受器
。
感受器可以包括由玻璃
、
陶瓷或惰性金属形成的保护性涂层
。
180.当感受器被包括在气溶胶生成装置中时,感受器可以位于装置腔中
。
感受器可在装置腔的纵向方向上延伸到装置腔中
。
感受器可以是细长的
。
细长感受器可以是片形的
。
细长感受器可以是针形的
。
细长感受器可具有锥形形状或至少锥形端
。
细长感受器可具有尖端
。
细长元件可以是圆锥形的
。
181.当感受器被包括在气溶胶生成装置中时,感受器可以是内部加热元件,所述内部加热元件构造成当气溶胶生成制品被接收在装置腔中时至少部分地插入到气溶胶生成制品的气溶胶形成基质中
。
在气溶胶形成基质包括内腔的情况下,感受器可构造成当气溶胶生成制品被接收在装置腔中时至少部分地插入到气溶胶形成基质的内腔中
。
182.气溶胶生成装置可包括电源
。
电源可为
dc
电压源
。
电源可为电池
。
例如,电源可为镍金属氢化物电池
、
镍镉电池或锂基电池,例如锂钴电池
、
磷酸锂铁电池或锂聚合物电池
。
电源可为另一形式的电荷储存装置,诸如,电容器
。
电源可能需要再充电,并且具有的容量可允许储存足够用于气溶胶生成装置的使用的能量
。
183.电源可电连接到加热器以用于向诸如基质加热元件和下游加热元件的加热元件供应电力
。
当加热元件从电源接收电力时,加热元件可生成热
。
电源可配置成向加热元件供应足够的电力以将气溶胶形成基质加热到从气溶胶形成基质释放挥发性化合物的温度
。
184.气溶胶生成装置可以包括壳体
。
壳体可至少部分地限定用于接收气溶胶生成制品的腔
。
185.气溶胶生成装置可包括与腔流体连通的至少一个装置空气入口
。
当气溶胶生成装置包括壳体时,壳体可至少部分地限定至少一个装置空气入口
。
可期望装置空气入口使得环境空气能够被吸入气溶胶形成基质的上游端中
。
186.气溶胶生成装置可以包括控制器
。
控制器可配置成控制从电源到加热元件的电力供应
。
控制器可以是任何合适的控制器
。
控制器可包括任何合适的电路和电部件
。
控制器可
包括处理器和存储器
。
控制器可包括微处理器,所述微处理器可为可编程微处理器
。
187.气溶胶生成装置可包括检测指示使用者进行抽吸的气流的传感器
。
气流传感器可为机电装置
。
气流传感器可为以下中的任一种:机械装置
、
光学装置
、
光电机械装置以及基于微机电系统
(mems)
的传感器
。
气溶胶生成装置可包括供使用者启动抽吸的可手动操作的开关
。
188.气溶胶生成装置可包括用于指示至少一个加热元件何时被激活的指示器
。
指示器可以包括当激活至少一个加热元件时激活的灯
。
189.气溶胶生成装置可包括至少一个电连接器
。
至少一个电连接器可配置成给电源充电
。
至少一个电连接器可配置成连接到另一电气装置
。
至少一个电连接器可包括外部插头或插口,所述外部插头或插口包括至少一个外部电触头,从而允许气溶胶生成装置连接到另一电气装置
。
例如,气溶胶生成装置可以包括
usb
插头或
usb
插口以允许气溶胶生成装置连接到另一
usb
启用装置
。
例如,
usb
插头或插口可能允许气溶胶生成装置连接到
usb
充电装置,从而为气溶胶生成装置内的可充电电源充电
。usb
插头或插口可以支持去往或来自气溶胶生成装置的数据传输
、
或去往和来自气溶胶生成装置的数据传输两者
。
同样,气溶胶生成装置可连接到计算机以将数据传输到装置,所述数据诸如用于新气溶胶生成制品的新加热曲线
。
190.当气溶胶生成装置包括
usb
插头或插口时,气溶胶生成装置可进一步包括当不使用时覆盖
usb
插头或插口的可移除盖
。
当
usb
插头或插口为
usb
插头时,
usb
插头可选择性地缩回到装置内
。
191.可以提供一种制造本说明书中公开的任何气溶胶生成制品的方法
。
所述方法可包括提供气溶胶形成基质
。
所述方法可包括将内包装物从第一卷筒转移到胶合机
。
所述方法可包括将外包装物从第二卷筒转移到胶合机
。
所述方法可包括借助于第一粘合剂附接外包装物内表面和内包装物外表面,使得所述内包装物和所述外包装物形成双层包裹结构
。
所述方法可包括设置所述双层包裹结构使得所述内包装物限定所述气溶胶形成基质并且所述外包装物限定所述内包装物
。
将双层包裹结构布置在气溶胶形成基质上可以在漏斗中进行
。
所述方法可包括限定其中所述双层包裹结构重叠自身的重叠区域,所述重叠区域因此包括第一区段和外部地设置在所述第一区段上的第二区段,其中所述第一区段和所述第二区段借助于第二粘合剂彼此附接
。
192.可以提供一种制造本说明书中公开的任何气溶胶生成制品的方法,所述方法包括以下步骤:
193.提供气溶胶形成基质;
194.将内包装物从第一卷筒转移到胶合机;
195.将外包装物从第二卷筒转移到胶合机;
196.借助于第一粘合剂附接外包装物内表面和内包装物外表面,使得所述内包装物和所述外包装物形成双层包裹结构;
197.设置所述双层包裹结构使得所述内包装物限定所述气溶胶形成基质并且所述外包装物限定所述内包装物;
198.限定其中所述双层包裹结构重叠自身的重叠区域,所述重叠区域因此包括第一区段和外部地设置在所述第一区段上的第二区段,其中所述第一区段和所述第二区段借助于
第二粘合剂彼此附接
。
199.这种方法允许高效地制造可具有上面在本说明书中详述的至少一些优点的气溶胶生成制品
。
200.本发明在权利要求书中被限定
。
然而,下文提供了非限制性实例的非详尽列表
。
这些实例的特征的任何一个或多个特征可与本文描述的另一实例
、
实施例或公开的任何一个或多个特征组合
。
201.ex1.
一种气溶胶生成制品,包括:
202.气溶胶形成基质;
203.双层包裹结构,所述双层包裹结构包括:
204.内包装物,所述内包装物限定所述气溶胶形成基质,所述内包装物包括内包装物内表面和与所述内包装物内表面相对的内包装物外表面;
205.外包装物,所述外包装物限定所述内包装物,所述外包装物包括外包装物内表面和与所述内包装物内表面相对的外包装物外表面,
206.其中所述双层包裹结构限定其中所述双层包裹结构重叠自身的重叠区域,所述重叠区域包括第一区段和外部地设置在所述第一区段上的第二区段
。
207.ex2.
根据权利要求
ex1
所述的气溶胶生成制品,其中所述外包装物内表面和所述内包装物外表面借助于第一粘合剂彼此附接
。
208.ex3.
根据
ex1
至
ex2
中任一项所述的气溶胶生成制品,其中所述第一区段和所述第二区段借助于第二粘合剂彼此附接
。
209.ex4.
根据
ex3
所述的气溶胶生成制品,其中所述第二粘合剂设置在所述内包装物内表面与所述外包装物外表面之间
。
210.ex5.
根据
e2
至
ex4
中任一项所述的气溶胶生成制品,其中所述粘合剂包括以下中的一种或多种:阿拉伯胶
、
天然或合成树脂
、
淀粉和清漆
。
211.ex6.
根据
ex1
至
ex5
中任一项所述的气溶胶生成制品,还包括嵌入在所述气溶胶形成基质内的加热元件
。
212.ex7.
根据
ex6
所述的气溶胶生成制品,其中所述加热元件是感受器
。
213.ex8.
根据
ex6
至
ex7
中任一项所述的气溶胶生成制品,其中所述加热元件完全由所述气溶胶形成基质包围并且沿着所述气溶胶形成基质的整个长度延伸
。
214.ex9.
根据
ex1
至
ex9
中任一项所述的气溶胶生成制品,其中所述气溶胶生成制品的直径在约
3mm
与约
8mm
之间
。
215.ex10.
根据
ex1
至
ex8
中任一项所述的气溶胶生成制品,其中所述内包装物
、
所述外包装物或所述内包装物和所述外包装物两者具有约
20
微米与约
100
微米之间
、
优选地约
25
微米与约
75
微米之间
、
更优选地约
30
微米与约
50
微米之间的厚度
。
216.ex11.
根据
ex1
至
ex10
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括烟草
、
尼古丁
、
凝胶组分和香味基质中的一种或多种
。
217.ex12.
根据
ex1
至
ex11
中任一项所述的气溶胶生成制品,其中所述内包装物
、
所述外包装物或所述内包装物和所述外包装物两者具有约
10
克
/
平方米与
28
克
/
平方米之间
、
优选地约
10
克
/
平方米与
16
克
/
平方米之间的基重
。
218.ex13.
根据
ex1
至
ex12
中任一项所述的气溶胶生成制品,其中所述外包装物具有约
30
与约
80
个
coresta
单位之间
、
优选地约
30
与约
50
个
coresta
单位之间
、
最优选地
30
与
40
个
coresta
单位之间的孔隙率
。
219.ex14.
根据
ex1
至
ex13
中任一项所述的气溶胶生成制品,其中所述内包装物
、
所述外包装物或所述内包装物和所述外包装物两者包括凸印图案
。
220.ex15.
根据
ex1
至
ex14
中任一项所述的气溶胶生成制品,其中所述内包装物外表面
、
所述内包装物内表面或所述内包装物外表面和所述内包装物内表面两者具有约
50bekk
秒与约
1000bekk
秒之间
、
更优选地约
100bekk
秒与约
200bekk
秒之间的粗糙度
。
221.ex16.
根据
ex1
至
ex15
中任一项所述的气溶胶生成制品,其中所述内包装物包括聚乙烯醇
。
222.ex17.
根据
ex1
至
ex16
中任一项所述的气溶胶生成制品,其中所述内包装物
、
所述外包装物或所述内包装物和所述外包装物两者包括纸张
。
223.ex18.
根据
ex1
至
ex17
中任一项所述的气溶胶生成制品,其中所述内包装物
、
所述外包装物或所述内包装物和所述外包装物两者包括淀粉基配方
。
224.ex19.
根据
ex1
至
ex18
中任一项所述的气溶胶生成制品,其中所述内包装物
、
所述外包装物或所述内包装物和所述外包装物两者包括调味剂
。
225.ex20.
根据
ex1
至
ex19
中任一项所述的气溶胶生成制品,还包括设置在所述气溶胶形成基质的下游的过滤器
。
226.ex21.
根据
ex1
至
ex20
中任一项所述的气溶胶生成制品,还包括设置在所述气溶胶形成基质的下游的支撑元件
。
227.ex22.
根据
ex21
所述的气溶胶生成制品,其中所述支撑元件包括第一中空管状节段
。
228.ex23.
根据
ex21
至
ex22
中任一项所述的气溶胶生成制品,其中所述支撑元件在纵向方向上紧邻所述气溶胶形成基质的下游设置
。
229.ex24.
根据从属于
ex20
时的
ex21
至
ex23
中任一项所述的气溶胶生成制品,其中所述过滤器在纵向方向上紧邻所述支撑元件的下游设置
。
230.ex25.
根据
ex21
至
ex24
中任一项所述的气溶胶生成制品,还包括在纵向方向上设置在所述支撑元件的下游的气溶胶冷却元件
。
231.ex26.
根据
ex25
所述的气溶胶生成制品,其中所述气溶胶冷却元件包括第二中空管状节段
。
232.ex27.
根据从属于
ex20
时的
ex25
至
ex26
中任一项所述的气溶胶生成制品,其中所述气溶胶冷却元件设置在所述支撑元件与所述过滤器之间
。
233.ex28.
根据
ex1
至
ex27
中任一项所述的气溶胶生成制品,还包括设置在所述气溶胶生成制品的下游端上的烟嘴
。
234.ex29.
根据
ex1
至
ex28
中任一项所述的气溶胶生成制品,还包括设置在所述气溶胶生成制品的上游端上的上游元件
。
235.ex30.
根据
ex1
至
ex29
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括液体组分
。
236.ex31.
根据
ex1
至
ex30
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括固体组分
。
237.ex32.
根据
ex1
至
ex31
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括植物基材料
、
优选地包括均质化植物基材料
。
238.ex33.
根据
ex1
至
ex32
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括非烟草材料
。
239.ex34.
根据
ex1
至
ex33
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括固体均质化烟草材料
。
240.ex35.
根据
ex34
所述的气溶胶生成制品,其中所述气溶胶形成基质包括固体均质化烟草材料的至少一个聚集片材
。
241.ex36.
根据
ex35
所述的气溶胶生成制品,其中所述至少一个聚集片材包括纹理化片材
、
卷曲片材或两者
。
242.ex37.
根据
ex34
至
ex36
中任一项所述的气溶胶生成制品,其中所述固体均质化烟草材料包括烟草材料的条带
。
243.ex38.
根据从属于
ex31
时的
ex31
至
ex37
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质具有包括多个细长管状元件的条
。
244.ex39.
根据从属于
ex34
时的
ex38
所述的气溶胶生成制品,其中所述多个细长管状元件包括固体均质化烟草材料
。
245.ex40.
根据
ex39
所述的气溶胶生成制品,其中至少一个细长管状材料包括从固体均质化烟草材料的片材或幅材切割的卷起条带
。
246.ex41.
根据
ex1
至
ex40
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质是限定内腔的中空管状基质
。
247.ex42.
根据
ex1
至
ex41
中任一项所述的气溶胶生成制品,还包括一层导热材料
。
248.ex43.
根据
ex1
至
ex37
中任一项所述的气溶胶生成制品,其中所述气溶胶形成基质包括气溶胶形成剂
。
249.ex44.
一种气溶胶生成装置,其包括加热元件或加热元件的一部分
。
250.ex45.
根据
ex44
所述的气溶胶生成装置,其中所述加热元件包括至少一个电阻加热元件
。
251.ex46.
根据
ex45
所述的气溶胶生成装置,其中所述至少一个电阻加热元件包括电绝缘基质和所述电绝缘基质上的一个或多个导电轨道
。
252.ex47.
根据
ex44
至
ex46
中任一项所述的气溶胶生成装置,其中所述加热元件包括至少一个感应加热装置,每个感应装置包括至少一个感应器线圈和任选的至少一个感受器
。
253.ex48.
根据
ex47
所述的气溶胶生成装置,其中所述至少一个感应器线圈布置成在从电源接收变化电流时生成变化磁场,所述变化电流在约5千赫兹与约
500
千赫兹之间
。
254.ex49.
根据
ex47
所述的气溶胶生成装置,其中所述至少一个感应器线圈布置成在从电源接收变化电流时生成变化磁场,所述变化电流在约
500
千赫兹与约5兆赫兹之间
。
255.ex50.
根据
ex47
至
ex49
中任一项所述的气溶胶生成装置,其中所述至少一个感应器线圈是扁平感应器线圈,诸如基本上在平面中以蜗旋方式缠绕的扁平感应器线圈
。
256.ex51.
根据
ex47
至
ex49
中任一项所述的气溶胶生成装置,其中所述至少一个感应器线圈是管状感应器线圈,诸如围绕纵向轴线螺旋缠绕的管状感应器线圈
。
257.ex52.
根据
ex47
至
ex51
中任一项所述的气溶胶生成装置,其中所述至少一个感应器线圈由导电材料形成
。
258.ex53.
根据从属于
ex7
时或当气溶胶生成装置包括至少一个感受器时的
ex47
至
ex52
中任一项所述的气溶胶生成装置,其中所述至少一个感受器由导电材料形成
。
259.ex54.
根据从属于
ex7
时或当气溶胶生成装置包括至少一个感受器时的
ex49
至
ex53
中任一项所述的气溶胶生成装置,其中所述至少一个感受器包括设置在支撑体上的感受器层,所述支撑体优选地包括热绝缘材料
。
260.ex55.
根据
ex45
至
ex54
中任一项所述的气溶胶生成装置,其中所述加热元件包括至少一个电阻加热元件和至少一个感应加热装置
。
261.ex56.
根据
ex44
至
ex55
中任一项所述的气溶胶生成装置,其中所述加热元件包括内部加热元件
。
262.ex57.
根据
ex44
至
ex56
中任一项所述的气溶胶生成装置,其中所述加热元件包括外部加热元件
。
263.ex58.
根据
ex44
至
ex57
中任一项所述的气溶胶生成装置,还包括电源
。
264.ex59.
根据
ex58
所述的气溶胶生成装置,其中所述电源电连接到所述加热元件
。
265.ex60.
根据
ex44
至
ex59
中任一项所述的气溶胶生成装置,还包括用于接收所述气溶胶生成制品的腔
。
266.ex61.
根据
ex44
至
ex60
中任一项所述的气溶胶生成装置,还包括装置壳体
。
267.ex62.
根据
ex60
和
ex61
所述的气溶胶生成装置,其中所述装置壳体至少部分地限定用于接收所述气溶胶生成制品的所述腔
。
268.ex63.
根据
ex44
至
ex62
中任一项所述的气溶胶生成装置,还包括至少一个装置空气入口
。
269.ex64.
根据从属于
ex61
时的
ex63
所述的气溶胶生成装置,其中所述装置壳体包括所述至少一个装置空气入口
。
270.ex65.
根据
ex44
至
ex64
中任一项所述的气溶胶生成制品,还包括控制器
。
271.ex66.
根据
ex44
至
ex65
中任一项所述的气溶胶生成制品,还包括配置成检测指示使用者进行抽吸的气流的传感器
。
272.ex67.
根据
ex44
至
ex66
中任一项所述的气溶胶生成制品,还包括至少一个电连接器
。
273.ex68.
根据
ex67
所述的气溶胶生成制品,其中所述至少一个电连接器包括外部插头或插口,诸如
usb
插头或
usb
插口
。
274.ex69.
一种气溶胶生成系统,其包括根据
ex1
至
ex43
中任一项所述的气溶胶生成制品和根据
ex44
至
ex68
中任一项所述的气溶胶生成装置
。
275.ex70.
一种制造根据
ex1
至
ex43
中任一项所述的气溶胶生成制品的方法,所述方法包括以下步骤:
276.提供气溶胶形成基质;
277.将内包装物从第一卷筒转移到胶合机;
278.将外包装物从第二卷筒转移到胶合机;
279.附接外包装物内表面和内包装物外表面,使得所述内包装物和所述外包装物形成
双层包裹结构;
280.设置所述双层包裹结构使得所述内包装物限定所述气溶胶形成基质并且所述外包装物限定所述内包装物;
281.限定其中所述双层包裹结构重叠自身的重叠区域,所述重叠区域因此包括第一区段和外部地设置在所述第一区段上的第二区段,其中所述第一区段和所述第二区段彼此附接
。
282.ex71.
根据
ex70
所述的方法,其中所述外包装物内表面和所述内包装物外表面借助于第一粘合剂被附接
。
283.ex72.
根据
ex70
至
ex71
中任一项所述的方法,其中所述第一区段和所述第二区段借助于第二粘合剂彼此附接
。
284.ex73.
根据
ex70
至
ex72
中任一项所述的方法,其中设置所述双层包裹结构使得所述内包装物限定所述气溶胶形成基质并且所述外包装物限定所述内包装物的步骤在漏斗中进行
。
285.根据以下参考附图对优选实施例的详细描述,本发明的这些和其他特征和优点将变得更加明显,所述优选实施例仅通过说明性和非限制性实例给出:
286.图1描绘了包括嵌入的感受器和双层包裹结构的气溶胶生成制品的纵向截面
。
287.图
2a
示出了图1的气溶胶生成制品的截面
。
288.图
2b
示出了由图
2a
中圈出的气溶胶生成制品的双层包裹结构限定的重叠区域的截面
。
289.图3示出了包括管状元件和过滤器的气溶胶生成制品的纵向截面
。
290.图4示出了包括上游元件和气溶胶冷却元件的气溶胶生成制品的纵向截面
。
291.图5描绘了包括凸印图案的包装物的若干实例
。
292.图6示出了制造气溶胶生成制品的方法的示意图
。
293.图7示出了包括气溶胶生成装置和图1至4的任何气溶胶生成制品的气溶胶生成系统的纵向截面
。
294.图8描绘了图7的气溶胶生成系统的外部视图
。
295.图1描绘了具有上游端
13
和下游端
14
的气溶胶生成制品
10
的纵向截面,该气溶胶生成制品
10
在上游端
13
与下游端
14
之间限定纵向方向
。
制品
10
包括气溶胶形成基质
11
和限定气溶胶形成基质
11
的双层包裹结构
30。
296.双层包裹结构
30
包括内包装物
31
和外包装物
32。
外包装物内表面和内包装物外表面借助于第一粘合剂
51
彼此附接
。
297.在图1的实施例中,加热元件
40
嵌入在气溶胶形成基质
11
内
。
加热元件
40
是感受器
40。
感受器
40
沿着气溶胶形成基质
11
的整个长度延伸
。
298.图
2a
示出了图1的气溶胶生成制品
10
的截面
。
这个图示出了双层包裹结构
30
限定其中双层包裹结构
30
重叠自身的重叠区域
41。
重叠区域
41
包括第一区段
42
和第二区段
43
,所述第二区段外部地设置在第一区段
42
上
。
第二粘合剂
52
设置在第一区段
42
与第二区段
43
之间
。
299.为了清楚起见,图
2a
的重叠区域在图
2b
中被更详细地示出
。
300.图3示出了气溶胶生成制品,其类似于图1和图2的气溶胶生成制品,包括气溶胶形
成基质
11
和双层包裹结构
30。
气溶胶生成制品
10
另外包括紧邻气溶胶形成基质
11
的下游设置的支撑元件
12。
支撑元件
12
限定开口,该开口在纵向方向上延伸并且适于基质气溶胶流向下游端
14。
换句话说,支撑元件
12
包括中空管状节段
。
在图3的实施例中,过滤器
17
在纵向方向上紧邻支撑元件
12
的下游设置
。
包装物
30
与图1和2的气溶胶生成制品
10
的包装物相同
。
感受器
40
沿着气溶胶形成基质
11
的整个长度延伸
。
301.图4示出了气溶胶生成制品
10
,其包括图
1、2
和3的双层包裹结构
30。
下面将描述图4的气溶胶生成制品
10
与图
1、2
和3的气溶胶生成制品
10
的不同之处
。
302.图4的气溶胶生成制品
10
包括紧邻气溶胶形成基质
11
的下游定位的支撑元件
12。
在图4的实施例中,支撑元件
12
的上游端邻接气溶胶形成基质
11
的下游端
。
此外,气溶胶生成制品
10
包括紧邻支撑元件
22
的下游定位的气溶胶冷却元件
15。
在图4的实施例中,气溶胶冷却元件
15
的上游端邻接支撑元件
12
的下游端
。
303.支撑元件
12
包括第一中空管状节段
。
气溶胶冷却元件
15
包括第二中空管状节段
。
中空管状节段以由醋酸纤维素制成的中空圆柱形管的形式提供
。
其中支撑元件
、
气溶胶冷却元件或两者不包括中空管状节段的其他构造也与图4的实施例相容
。
304.在图4中,支撑元件
12
和气溶胶冷却元件
15
一起限定气溶胶生成制品
10
的中间中空区段
。
整体而言,中间中空区段适于基质气溶胶流向下游端
14
并且基本上不有助于气溶胶生成制品
10
的总体抽吸阻力
。
305.在图4的实施例中,过滤器
17
在纵向方向上紧邻气溶胶冷却元件
15
的下游设置
。
如图4中所示,过滤器
17
的上游端邻接气溶胶冷却元件
15
的下游端
。
306.过滤器
17
以低密度醋酸纤维素的圆柱形滤嘴段的形式提供
。
307.在图4中,气溶胶生成制品
10
包括上游元件
16。
上游元件
16
邻接气溶胶形成基质
11
的上游端
。
这有利地防止感受器
40
被移位
。
此外,这确保消费者在使用后不会意外接触加热的感受器
40。
308.上游元件
16
以醋酸纤维素的圆柱形滤嘴段的形式提供
。
309.在图3和4的实施例的一些未示出的实例中,气溶胶生成制品
10
包括紧邻过滤器
17
的下游设置的烟嘴
。
310.图5描绘了可以包括在任何上述实施例的内包装物
31
和外包装物
32
中的凸印图案的实例
。
311.图
5a
的凸印图案包括对角线
。
312.图
5b
示出了十字形凸印图案,其中相交的线彼此相等地分离
。
313.图
5c
示出了包括竖直水平带的十字形凸印图案
。
相交的线在同一带内彼此相等地分离,但相邻带中的线之间的分离是不同的
。
因此,该带形成格子图案
。
314.图
5d
的凸印图案包括点
。
315.图
5e
的凸印图案包括水平线
。
316.图
5b
示出了脊状图案
。
317.图6示出了包括双层包裹结构
30
的气溶胶生成制品
10
的制造
。
318.内包装物
31
从第一卷筒
61
转移到胶合机
31。
外包装物
32
从第二卷筒
62
转移到胶合机
31。
319.在胶合机
31
中,外包装物内表面和内包装物外表面借助于第一粘合剂
51
附接,使
得内包装物和外包装物形成双层包裹结构
30。
320.一旦形成双层包裹结构
30
,就使用漏斗
80
将其围绕气溶胶形成基质
11
设置
。
因此,内包装物
31
限定气溶胶形成基质
11
并且外包装物
32
限定内包装物
31。
321.在使双层包裹结构围绕气溶胶形成基质
11
延伸时,重叠区域
41
如图
2a
和
2b
中所示被限定
。
322.图7示出了包括气溶胶生成装置
200
和气溶胶生成制品
10
的气溶胶生成系统的示意性纵向截面
。
气溶胶生成制品
10
可以为图1到4的制品中的任何制品
。
323.气溶胶生成装置
200
包括具有类似于常规雪茄的形状和尺寸的基本上圆柱形装置壳体
207。
324.气溶胶生成装置
200
还包括呈可再充电镍镉电池形式的电源
201、
呈包括微处理器的印刷电路板形式的控制器
202、
电连接器
203
和加热元件
204。
加热元件
204
配置成加热气溶胶形成基质
11。
325.在图7的实施例中,加热元件
204
是感应加热装置
204
,其包括旨在与气溶胶生成制品
10
的感受器
40
协作的至少一个感应器线圈
206。
然而,可使用其他形式的加热元件,诸如电阻加热元件
。
同样,感应加热装置
204
可以包括感受器
。
后一种装置优选地与不包括感受器的气溶胶生成制品一起使用
。
326.电源
201、
控制器
202
和感应器线圈
206
全部被容纳在装置壳体
207
内
。
气溶胶生成装置
200
的感应器线圈
206
布置在装置
200
的近端处
。
电连接器
203
布置在装置壳体
207
的远端处
。
327.如本文中所用,术语“近侧”是指气溶胶生成装置或气溶胶生成制品的使用者端或口端
。
气溶胶生成装置或气溶胶生成制品的部件的近端是最靠近所述气溶胶生成装置或气溶胶生成制品的使用者端或口端的部件的端部
。
如本文中所用,术语“远侧”是指与近端相对的端部
。
328.控制器
202
配置成控制从电源
201
到感应器线圈
206
的电力供应
。
控制器
202
还包括
dc/ac
逆变器,包括d类功率放大器
。
控制器
202
还配置成控制从电连接器
203
对电源
201
的再充电
。
控制器
202
还包括抽吸传感器
(
未示出
)
,所述抽吸传感器配置成感测使用者何时在接收于装置腔
208
中的气溶胶生成制品上吸抽
。
329.感应器线圈
206
连接到控制器
202
和电源
201
,并且控制器
202
配置成向基质感应器线圈
206
供应变化的电流
。
当变化的电流被供应到感应器线圈
206
时,所述感应器线圈产生变化的磁场,所述变化的磁场通过感应来加热感受器
40。
330.如图8中所示,装置壳体
207
也限定紧邻于用于接收气溶胶生成制品
10
的腔
208
的远端的装置空气入口
213。
装置空气入口
213
构造成使得环境空气能够朝向气溶胶形成基质
11
被吸入装置壳体
207
中
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1