烟丝生产线上对烘后烟丝的快速制冷装置的制作方法
本发明涉及烟草加工,应用于烟丝生产线上,具体涉及一种烟丝生产线上对烘后烟丝的快速制冷装置。
背景技术:
1、在烟草行业的制丝工艺中,有严格技术指标,如烟叶切丝后的烟丝宽度为0.7mm~1.2mm,水分含量一般在18.0%~22.0%,经烟丝增温、增湿、膨胀至出口水分含量20.0%~30.0%、温度50.0℃~83.0℃;然后,再通过烘丝机对烟丝干燥至出口水分含量11.5%~14.5%、温度50.0℃~70.0℃,再经过在线输送兼快速冷却,烟丝定形后,填充值≥4.0%、整丝率≥80.0%、碎丝率≤2.0%、纯净度≥99.0%。因此,为了保证烟丝快速定形、卷曲并有弹性、填充值较高等,以便利于下道工序完成烟丝、梗丝、膨胀烟丝、薄片丝等的参配、加香与混合,使混合丝充分吸收香料,按技术标准,混合加香时物料温度应≤45℃、混合丝填充值≥4.2%等,以便利于提升烟支卷接质量、卷烟感官质量和品质。
2、在具体烟丝生产线上,为达较高工艺效果,烘丝机往往通过100℃以上的温度对烟丝干燥后,以70℃左右的温度流出烘丝机,经过振槽、皮带输送机输送到下道工序,在参配、混合与加香中,又要使烟丝温度降至≤45℃,甚至达最佳车间恒温如25℃,以确保烘后的烟丝快速定形、卷曲并有弹性、填充值较高,香料吸收等工艺效果最好。由此可见,烟丝从烘丝机出口,利用振槽、皮带机输送到下道工序,要在短时间内从70℃左右高温,下降至45℃以下,甚至如25℃的车间恒温非常困难,也就是说,从烘丝机衔接到下道工艺的振槽、皮带输送机,在现有制丝生产线上,要在短的间隔时间内,通过烟丝自然散热,完成降温至最佳难于实现。即使增加输送距离长度,输送到加香机时可自然散热到45℃以下,由于需要的输送路径和间隔时间较长,期间烟丝形态就会发生收缩等变化,难以保证其卷曲度、弹性和填充值等,感官品质也会有所改变,所以,增加输送距离长度不是最优方法,再者,也不可能采用降低生产效率,而变相延长振槽输送长度或时间间隔来散热降温。
3、鉴于上述问题,本发明创作者经过长时间的研究和实践终于获得了本发明。
技术实现思路
1、为解决上述技术问题,本发明提供一种在烟丝生产线上对烘后烟丝的快速制冷装置,保证烘后烟丝的快速制冷和定形,提升烟支卷接质量和品质。
2、本发明采用的技术方案在于:
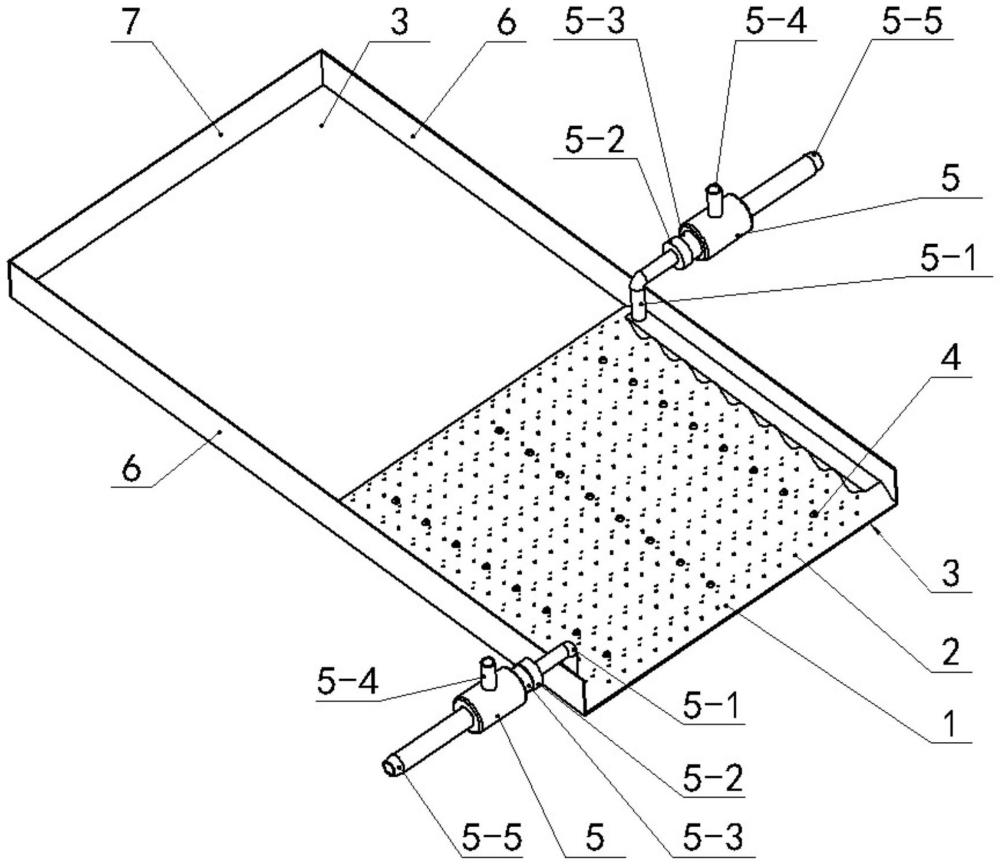
3、提供一种烟丝生产线上对烘后烟丝的快速制冷装置,包括:曲面制冷板1、振槽输送板3和涡流管5;
4、所述曲面制冷板1的上表面形成有沿长度方向延伸的正弦波面,所述曲面制冷板1的下表面设有梯形槽1-1,所述梯形槽1-1位于所述正弦波面的波峰下方;所述曲面制冷板1上可设有喷气孔2,所述喷气孔2位于所述正弦波面的波峰和波面上;
5、所述振槽输送板3位于所述曲面制冷板1的下方,所述振槽输送板3与所述曲面制冷板1之间形成制冷腔体;
6、所述涡流管5输出的冷气送入所述制冷腔体后通过所述喷气孔2喷出,对所述曲面制冷板1上的烟丝进行降温。
7、进一步地,所述曲面制冷板1上表面的正弦波面按照下方的正弦函数公式进行设计:
8、
9、其中,α为振幅,ω为角频率,为初相位。
10、进一步地,设定:角频率ω=1,初相位振幅α=1,则所述正弦函数公式为:y=sin(x-π/2)+1;设定单位量值δ代表的公称尺寸,则波高a=2δ,波长λ=2πδ;所述曲面制冷板1在振槽内的长度为波长的整数倍,所述曲面制冷板1的宽度与所述振槽输送板3的宽度相适配。
11、进一步地,所述梯形槽1-1的高度h的取值不小于振幅α,且梯形槽的设计不干涉正弦波。
12、进一步地,所述喷气孔2的孔径为:1~3mm;其圆心在波峰上的坐标值为:y=2,x=(2k-1)π,在波面上的坐标值为:y=1,x=(k-1)π+π/2,k取正整数。
13、进一步地,所述曲面制冷板1的波面上的喷气孔2为均布,所述曲面制冷板在水平面的垂直投影中,其波面上的任意两个相邻喷气孔2之间的距离不小于15mm。
14、进一步地,加工喷气孔2的法线与x坐标轴垂直或与x坐标轴垂直最小夹角为45°。
15、进一步地,所述曲面制冷板1的下表面设有方槽1-2,所述方槽1-2位于所述曲面制冷板1的宽度方向的侧部,所述方槽1-2与所述梯形槽1-1相连通,所述梯形槽1-1、所述方槽1-2和所述振槽输送板3构成制冷腔体,所述方槽1-2上设有进气孔5-1-1,所述涡流管5产生制冷气体通过高压软管5-1注入进气孔5-1-1内。
16、进一步地,所述曲面制冷板1的宽度方向的两侧分别设有一个方槽1-2,两个进气孔5-1-1分别设在所述曲面制冷板1上的对角位置,两个涡流管3分别安装在所述曲面制冷板1的两侧,分别用于将制冷气体注入两个进气孔5-1-1内。
17、进一步地,所述曲面制冷板1的波谷上开设有安装孔4-1,螺钉4穿过所述安装孔4-1将所述曲面制冷板1固定在振槽输送板3上。
18、与现有技术比较本发明的有益效果在于:
19、本发明的快速制冷装置,设计了曲面制冷板,并开设梯形槽、方槽,与输送板构成了制冷腔体,采用涡流管制冷技术,能将高压气体瞬间制冷到零下几十度,并注入到制冷腔体内,再通过大量的喷气孔将冷气散发到曲面制冷板上的烘后烟丝内,快速制冷效果显著。由于曲面制冷板采用金属制造,比如铜,导热性能好,因此,注入冷气到制冷腔体时,曲面制冷板的温度也会降低,更有利于对烘后烟丝的吸热降温。由于烘后烟丝在振筛输送板上的流动速率较大,当进入曲面制冷板内时,因为表面为正弦波曲面,所以,将提高烘后烟丝的松散效率;又由于振筛的简谐振动和曲面制冷板上正弦波的特征,将会降低烘后烟丝的流动速率,因此,再次将制冷效果推向极致。可保证烘后烟丝快速定形、卷曲并有弹性、提高填充值,利于下道工序完成烟丝、梗丝、膨胀烟丝、薄片丝等的参配、加香与混合,使混合丝充分吸收香料。在本技术方案中,可以选择符合技术参数的标准件涡流管,因为一般制丝车间均配备有高压气体和管道,符合涡流管制冷技术的气体输入要求,因此,具备实施本技术方案条件。由于曲面制冷板和振筛输送板可用螺钉安装连接,涡流管又是免维护,所以,实施本技术方案成本低廉,同时可应用相关需快速制冷的领域。
技术特征:
1.一种烟丝生产线上对烘后烟丝的快速制冷装置,其特征在于,包括:曲面制冷板(1)、振槽输送板(3)和涡流管(5);
2.如权利要求1所述的一种快速制冷装置,其特征在于,所述曲面制冷板(1)上表面的正弦波面按照下方的正弦函数公式进行设计:
3.如权利要求2所述的一种快速制冷装置,其特征在于,设定:角频率ω=1,初相位振幅α=1,则所述正弦函数公式为:y=sin(x-π/2)+1;设定单位量值δ代表的公称尺寸,则波高a=2δ,波长λ=2πδ;所述曲面制冷板(1)在振槽内的长度为波长的整数倍,所述曲面制冷板(1)的宽度与所述振槽输送板(3)的宽度相适配。
4.如权利要求3所述的一种快速制冷装置,其特征在于,所述梯形槽(1-1)的高度h的取值不小于振幅α,且梯形槽的设计不干涉正弦波。
5.如权利要求3所述的一种快速制冷装置,其特征在于,所述喷气孔(2)的孔径为:1~3mm;其圆心在波峰上的坐标值为:y=2,x=(2k-1)π,在波面上的坐标值为:y=1,x=(k-1)π+π/2,k取正整数。
6.如权利要求5所述的一种快速制冷装置,其特征在于,所述曲面制冷板(1)的波面上的喷气孔(2)为均布,所述曲面制冷板在水平面的垂直投影中,其波面上的任意两个相邻喷气孔(2)之间的距离不小于15mm。
7.如权利要求1所述的一种快速制冷装置,其特征在于,加工喷气孔(2)的法线与x坐标轴垂直或与x坐标轴垂直最小夹角为45°。
8.如权利要求1所述的一种快速制冷装置,其特征在于,所述曲面制冷板(1)的下表面设有方槽(1-2),所述方槽(1-2)位于所述曲面制冷板(1)的宽度方向的侧部,所述方槽(1-2)与所述梯形槽(1-1)相连通,所述梯形槽(1-1)、所述方槽(1-2)和所述振槽输送板(3)构成制冷腔体,所述方槽(1-2)上设有进气孔(5-1-1),所述涡流管(5)产生制冷气体通过高压软管(5-1)注入进气孔(5-1-1)内。
9.如权利要求8所述的一种快速制冷装置,其特征在于,所述曲面制冷板(1)的宽度方向的两侧分别设有一个方槽(1-2),两个进气孔(5-1-1)分别设在所述曲面制冷板(1)上的对角位置,两个涡流管(3)分别安装在所述曲面制冷板(1)的两侧,分别用于将制冷气体注入两个进气孔(5-1-1)内。
10.如权利要求1所述的一种快速制冷装置,其特征在于,所述曲面制冷板(1)采用金属材料,其波谷上开设有安装孔(4-1),螺钉(4)穿过所述安装孔(4-1)将所述曲面制冷板(1)固定在振槽输送板(3)上。
技术总结
本发明公开了一种烟丝生产线上对烘后烟丝的快速制冷装置,安装于烘丝机下游的振槽内,包括曲面制冷板、喷气孔、输送板、涡流管、护板等;曲面制冷板的表面上按数学函数设计正弦波面,在该波面的两端分别开设方槽和进气孔,在波面的波峰下开设梯形槽并和方槽相通,在波峰和波面上开设喷气孔,在波谷上开设安装孔;将曲面制冷板通过螺钉安装在振槽内的输送板上;梯形槽、方槽和输送板构成制冷腔体,将涡流管产生制冷气体通过高压软管注入进气孔,进入制冷腔体,再通过曲面制冷板上的喷气孔喷射冷气到烘后烟丝内实施制冷。本发明用于烟丝生产线上对烘后烟丝的快速制冷、快速定形,以提升烟支卷烟感官质量和品质。
技术研发人员:罗开才,李存华,王开平,马继成,罗晋凡,徐仁辉,胡宁,杨刚,宋清则
受保护的技术使用者:红塔烟草(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!