一种滤嘴搓板位置校正装置的制作方法
本技术涉及香烟滤嘴接装,尤其涉及一种滤嘴搓板位置校正装置。
背景技术:
1、滤嘴接装机由多个鼓轮组成,烟支在负压风的吸附下停在预定位置,并随鼓轮的转动传送给下道鼓轮。在日常设备维保中,鼓轮与滤嘴搓板的位置需每次校正。现有的工装在校正滤嘴搓板位置的过程中,需拆卸滤嘴传送鼓轮轮体、滤嘴传送鼓轮导轨、错位鼓轮轮体、并行鼓轮鼓轮罩等,校正费时费力,拆卸和安装配件太多影响维保效率,而且由于直视角度和个人力度及习惯等原因,鼓轮工作面与滤嘴搓板工作面相对位置及间隙均有偏差现象,容易造成运行的滤嘴产生错乱,不能进入下道工序,轻则影响设备效率、浪费原材料,重则造成设备事故,导致校正工序返工较多。
2、因此,亟需一种滤嘴搓板位置校正装置,以解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种滤嘴搓板位置校正装置,能够快捷、准确地校正滤嘴搓板位置,极大限度地缩短了维保时间,有效保障了产品工艺的质量,保证了设备运行的稳定性和顺畅性,更大程度上降低了机修工的劳动强度。
2、为达此目的,本实用新型采用以下技术方案:
3、一种滤嘴搓板位置校正装置,包括:
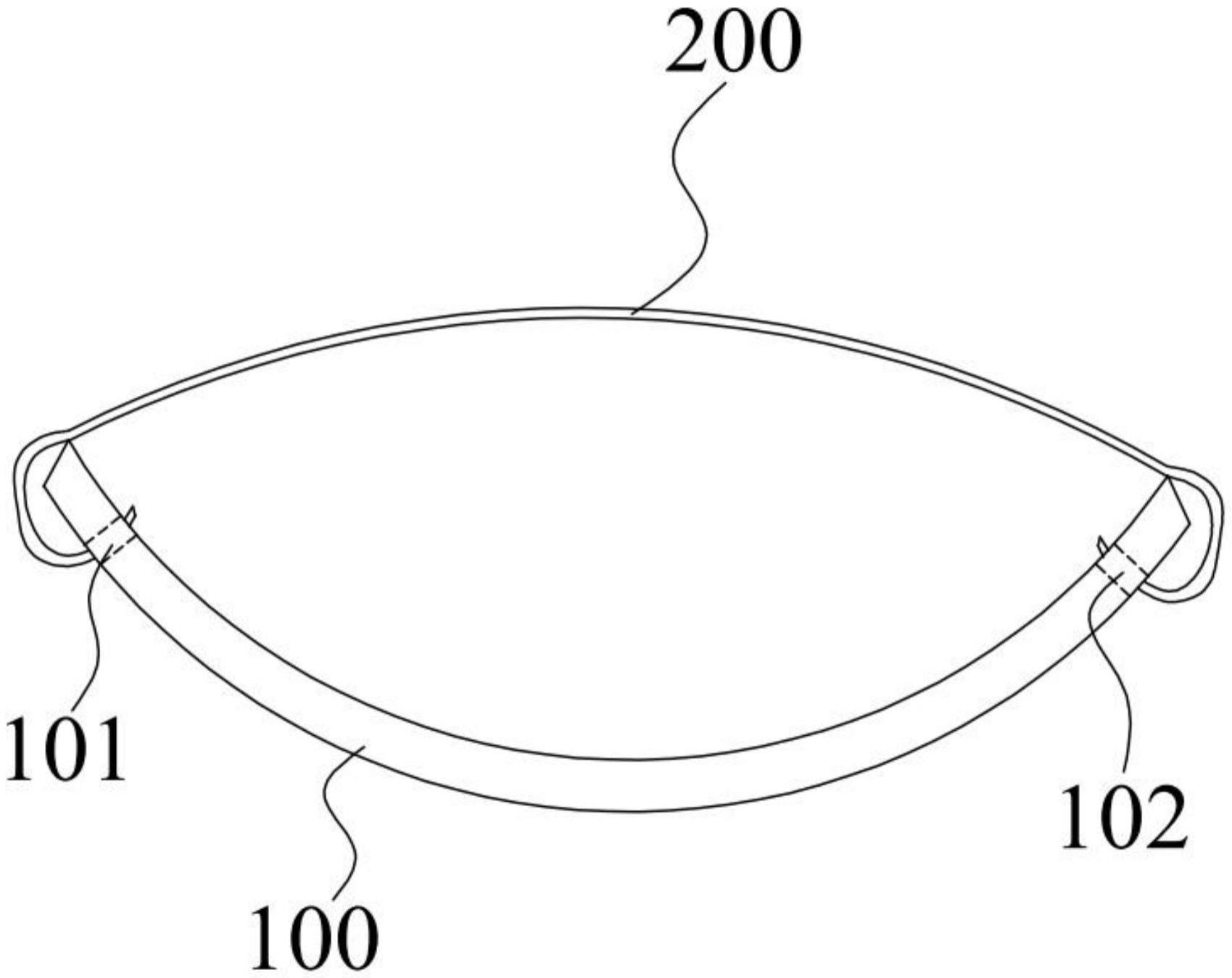
4、弧形调节板,所述弧形调节板的弧度与鼓轮轮体的弧度相配合,所述弧形调节板为等厚度结构,所述弧形调节板的一端开设有第一安装孔,所述弧形调节板的另一端开设有第二安装孔;
5、弹性连接绳,所述弹性连接绳的一端与所述第一安装孔可拆卸连接,所述弹性连接绳的另一端与所述第二安装孔可拆卸连接。
6、可选地,所述弧形调节板的宽度为30mm-50mm。
7、可选地,所述弧形调节板的长度为140mm-150mm。
8、可选地,所述弧形调节板的厚度为7mm-7.5mm。
9、可选地,所述第一安装孔与所述弧形调节板的一端的距离为4mm-6mm。
10、可选地,所述第二安装孔与所述弧形调节板的另一端的距离为4mm-6mm。
11、可选地,所述第一安装孔的直径为1mm-3mm。
12、可选地,所述第二安装孔的直径为1mm-3mm。
13、可选地,所述弧形调节板为聚酰胺弧形板。
14、本实用新型的有益效果:
15、本实用新型提供的滤嘴搓板位置校正装置,在使用过程中,弹性连接绳套设于鼓轮轮体的圆周工作位置,弧形调节板贴合鼓轮轮体,松开滤嘴搓板紧固螺钉,手动压紧滤嘴搓板,直至磁铁离合器吸合,然后继续手动均匀压紧滤嘴搓板,直至鼓轮轮体与弧形调节板之间无间隙,弧形调节板与滤嘴搓板之间无间隙,即可完成滤嘴搓板与鼓轮轮体位置的校正。该滤嘴搓板位置校正装置能够快捷、准确地校正滤嘴搓板位置,极大限度地缩短了维保时间,有效保障了产品工艺的质量,保证了设备运行的稳定性和顺畅性,更大程度上降低了机修工的劳动强度。
技术特征:
1.一种滤嘴搓板位置校正装置,其特征在于,包括:
2.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述弧形调节板的宽度为30mm-50mm。
3.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述弧形调节板的长度为140mm-150mm。
4.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述弧形调节板的厚度为7mm-7.5mm。
5.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述第一安装孔与所述弧形调节板的一端的距离为4mm-6mm。
6.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述第二安装孔与所述弧形调节板的另一端的距离为4mm-6mm。
7.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述第一安装孔的直径为1mm-3mm。
8.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述第二安装孔的直径为1mm-3mm。
9.根据权利要求1所述的滤嘴搓板位置校正装置,其特征在于,所述弧形调节板为聚酰胺弧形板。
技术总结
本技术属于香烟滤嘴接装技术领域,公开了一种滤嘴搓板位置校正装置,包括弧形调节板以及弹性连接绳,弧形调节板的弧度与鼓轮轮体的弧度相配合,弧形调节板为等厚度结构,弧形调节板的一端开设有第一安装孔,弧形调节板的另一端开设有第二安装孔,弹性连接绳的一端与第一安装孔可拆卸连接,弹性连接绳的另一端与第二安装孔可拆卸连接。该滤嘴搓板位置校正装置能够快捷、准确地校正滤嘴搓板位置,极大限度地缩短了维保时间,有效保障了产品工艺的质量,保证了设备运行的稳定性和顺畅性,更大程度上降低了机修工的劳动强度。
技术研发人员:李保成,关鹏涛,张仕豪,聂亮,李云飞,郑志群,王廷玉,刘平平
受保护的技术使用者:河南中烟工业有限责任公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!