一种气溶胶生成制品的制作方法
本技术属于加热卷烟领域,具体涉及一种气溶胶生成制品。
背景技术:
1、近些年来,新型烟草以其低健康危害属性快速崛起,吸引了大量消费者,特别是以加热而不燃烧方式抽吸的加热卷烟,因其与传统卷烟相近,又能有效降低抽吸带来的危害,消费市场日益壮大。这种气溶胶生成制品经过几年的发展优化,已经初步实现了良好的抽吸体验,但同时也存在一定的问题,比如,气溶胶生成制品的烟气温度过高,偏高的气溶胶温度会带来口腔刺激与灼热感,从而降低了消费者的抽吸体验。
2、如何实现气溶胶生成制品的气溶胶温度降低至适口温度?
3、专利cn 104010531 b公开了一种气雾产生制品,该气雾产生制品包括气雾冷却元件,其布置在支撑元件的下游,包括聚集的聚乳酸薄片等可生物降解聚合物材料薄片。气雾冷却元件可以通过经历相变起冷却气雾流束温度的作用,该相变消耗来自气雾流束的热能,从而降低气雾产生制品气雾的温度,吸热相变的过程可包括熔化或玻璃化转变等。
4、又例如,专利cn 111184270 b公开了一种加热卷烟降温固件及一种加热卷烟。上述降温固件包括外管、骨架以及降温辅助部,骨架设置于外管内并将外管内部分隔成至少两个沿外管的长度方向延伸的贯通通道,至少一个通道内设有沿外管的长度方向延伸的降温辅助部。降温固件的制备原料为聚合物复合材料,包括聚合物基体材料、相变材料和导热材料。
5、再例如,专利cn 218418385 u公开了一种降温装置及hnb烟支,该降温装置应用于hnb烟支中,且降温装置设置于hnb烟支的加热烟丝段和滤嘴棒之间,包括:一端和加热烟丝段相连接,另一端和滤嘴棒相连接的圆筒结构;圆筒结构内设置有多个扰流件,且每个扰流件至少在正对烟气流动方向的表面为向烟气来流方向凸起的曲面表面,以便烟气沿扰流件的曲面表面向滤嘴棒的方向流动。该专利的hnb烟支主要通过加长烟气流通路径、增大烟气扰流的方式进行降温,滤嘴内部结构非常复杂。
6、以上专利主要利用降温材料或复杂降温结构来实现气溶胶生成制品的气雾降温。利用如聚乳酸等降温材料成本相对较高,且需要额外的生产工艺,一定程度上限制了气溶胶生成制品的开发;而利用降温结构来降温,为达到理想的降温效果,降温结构会设计得较为复杂,同时还会使用到包括相变材料和导热材料等功能材料作为辅料,在工艺和成本上不占优势。
技术实现思路
1、针对上述问题,本实用新型提供一种气溶胶生成制品,能解决现有气溶胶生成制品气溶胶温度高,以及降低气溶胶温度的方式存在结构或工艺复杂、增加生产成本的问题。
2、本实用新型解决上述技术问题的技术方案如下:一种气溶胶生成制品,包括滤嘴部和发烟部,所述发烟部内设有用于产生气溶胶的气溶胶生成基体,所述滤嘴部包括:
3、支撑段,连接于所述发烟部的下游端,所述支撑段为轴向贯通的第一空腔段;
4、降温段,设置于所述支撑段的下游端,所述降温段内设置有凹槽滤棒,所述凹槽滤棒的周向外表面上设有轴向贯通的凹槽通道,所述凹槽通道自所述凹槽滤棒的周向外表面沿厚度方向向所述凹槽滤棒内部凹陷,所述凹槽通道的一端与所述第一空腔段连通,所述凹槽通道的凹陷深度大于所述第一空腔段的壁厚,其中所述厚度方向位于所述气溶胶生成制品的横截面上且与所述轴向垂直;
5、实芯段,设置于所述降温段的下游端,与所述凹槽通道的另一端连通。
6、采用上述技术方案,本实用新型的气溶胶生成制品,能在降低气溶胶温度的同时不影响抽吸体验,且结构和工艺简单,成本低。
7、本实用新型中的气溶胶生成制品沿厚度方向的截面可以为实际使用的各种形状,例如圆形、椭圆形、多边形如方形及其他不规则形状。当气溶胶生成制品的厚度方向的截面为圆形时,厚度方向即径向。
8、本实用新型进一步设置为,所述凹槽通道的凹陷深度与所述第一空腔段的壁厚满足以下条件:
9、d2/d1≥1.2
10、其中,d1为第一空腔段的壁厚,d2为凹槽通道的凹陷深度。
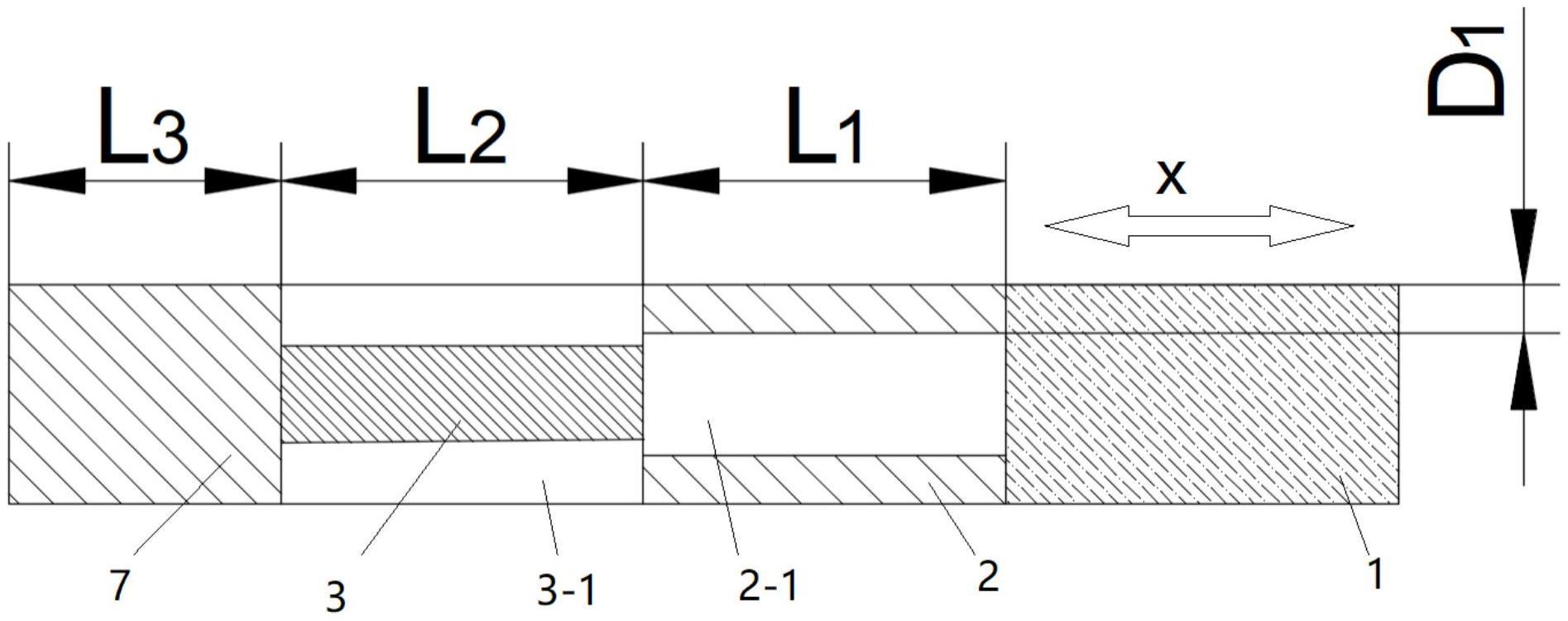
11、本实用新型进一步设置为,所述支撑段长度、所述降温段长度、所述实芯段长度和所述滤嘴部总长满足以下条件:
12、0.15≤l3/l≤0.4,0.2≤l2/l≤0.6
13、其中,l1为支撑段长度,l2为降温段长度,l3为实芯段长度,l为滤嘴部总长l=l1+l2+l3。
14、本实用新型进一步设置为,所述凹槽滤棒的长度和所述滤嘴部总长满足以下条件:
15、0.15≤/l4/l≤0.5
16、其中,l4为凹槽滤棒的长度,l为滤嘴部总长,即支撑段长度、降温段长度和实芯段长度总和。
17、本实用新型进一步设置为,所述凹槽通道横截面为敞口的碗形槽,所述碗形槽包括一个底边和两个侧边,所述底边为一直线边,两个所述侧边构成对称的外扩结构,所述底边和两个所述侧边之间通过圆角连接。
18、本实用新型进一步设置为,所述底边和所述侧边的夹角为100~130°。
19、本实用新型进一步设置为,所述凹槽通道的数量为4~8条,凹陷深度为1~3mm,宽度为1~2mm。本实用新型中的凹槽通道的深度是指沿所述凹槽滤棒厚度方向的截面上所有凹槽通道凹陷深度的平均值,凹槽通道的宽度是指沿所述凹槽滤棒厚度方向的截面上所有凹槽通道外周缺口宽度的平均值。
20、本实用新型进一步设置为,所述滤嘴部总长为30~60mm,所述发烟部的长度为10~45mm,所述滤嘴部总长为支撑段、降温段和实芯段长度总和。
21、本实用新型进一步设置为,所述降温段还包括沿轴向位于所述第一空腔段和所述凹槽滤棒之间的第二空腔段,所述第二空腔段的两端分别与所述第一空腔段和所述凹槽滤棒对接连通,所述第二空腔段的壁厚小于所述第一空腔段的壁厚。
22、本实用新型进一步设置为,所述第一空腔段的壁厚和所述第二空腔段的壁厚满足以下条件:
23、d3d1<0.8
24、其中,d1为第一空腔段段的壁厚,d3为第二空腔段的壁厚。
25、本实用新型进一步设置为,所述第一空腔段的壁厚为0.2~2.5mm,所述第二空腔段的壁厚为0.1~2.0mm。
26、本实用新型进一步设置为,所述第二空腔段外周壁设有与其内部连通的通风孔,所述通风孔的直径为d0,d0满足:0.1mm≤d0≤0.5mm,所述通风孔个数≤10。
27、本实用新型进一步设置为,所述降温段还设有包裹纸,包裹于所述凹槽滤棒外周,所述包裹纸设有与所述凹槽通道连通的透气区,所述透气区上开有透气孔,10μm≤孔径≤50μm。
28、本实用新型进一步设置为,所述滤嘴部的通风率≤30%。优选地,5%≤所述滤嘴部的通风率≤25%。
29、本实用新型的气溶胶生成制品从上游端到下游端依次设置发烟部、支撑段、降温段和实芯段,其中降温段内设置有凹槽滤棒,凹槽滤棒的周向外表面上设有轴向贯通的凹槽通道,通过将烟气引导至凹槽通道,加强烟气通过包裹纸与外界环境换热的过程来降温,在实现降温目的时,气流路径未增加,且滤嘴部结构简单。本实用新型的气溶胶生成制品实现了良好的降温效果,同时具有较小的气溶胶截留效应,使得最终达到嘴部的气溶胶温感适宜,抽吸口感好。而进一步在降温段内设置第二空腔段,可以进一步减少气溶胶截留,提高出口气溶胶含量。
30、本实用新型中进一步地限定各部分结构的长度比例,壁厚,凹槽通道的数量、形状、深度和宽度等,以及滤嘴部的通风率,对本实用新型的气溶胶生成制品进一步优化,使其具有更好的综合使用性能。
- 还没有人留言评论。精彩留言会获得点赞!