一种烟叶分选烟箱自动翻转倒料滑箱机构的制作方法
本发明属于烟草生产设备,具体涉及一种烟叶分选烟箱自动翻转倒料滑箱机构。
背景技术:
1、将烟叶从农产品转变为工业原料的整理准备性加工过程中,主要作业是烟叶调制后的水分调整,即烟叶复烤。烟叶复烤主要有挂竿复烤和打叶复烤两种工艺技术,大致工艺流程包括:原料准备、复烤、打包、晾包和成品入库等。在原料准备工段,烟叶分选是非常重要的生产环节,在此过程中可以剔除霉变和次级的烟叶,因此需要提前对原烟烟箱进行预处理,例如转运、清理,保证符合等级纯度要求,使烟叶原料具备投产条件。
2、目前,从地方烟站采购的原烟一般采用麻片包裹,形成重量为45 kg左右的烟包。在复烤企业进行烟叶分选工艺之前,无论是静态分选还是动态分选,都需要将烟包从库房转运至散把台,随后进行麻片解包、散把。这一过程中大多数复烤企业当前采用人工转运,具体流程为:库房工作人员将烟包码垛至托板上,然后由多辆叉车将其转运至各散把工位前缓存,散把工位工作人员根据后端烟叶分选速度适时地将码垛堆中的烟包抬至散把台进行麻片解包、散把。
3、显然,对于大规模、自动化作业的烟叶分选工艺而言,现有转运存在诸多弊端:一是烟叶散把工位后接分选工位,复烤企业中烟叶分选工位一般较多,采用叉车将烟包转运至各散把工位,生产现场动态路线较为繁杂,安全风险较高;二是烟叶分选效率要求较高,进而对烟叶散把速度提出一定的要求,采用人力或现有转运设备将烟包抬至散把台,效率低下。
4、为此,研发一种有效提升生产效率的烟叶分选烟箱自动翻转倒料滑箱机构是非常必要的。
技术实现思路
1、本发明的目的在于提供一种有效提升生产效率的烟叶分选烟箱自动翻转倒料滑箱机构。
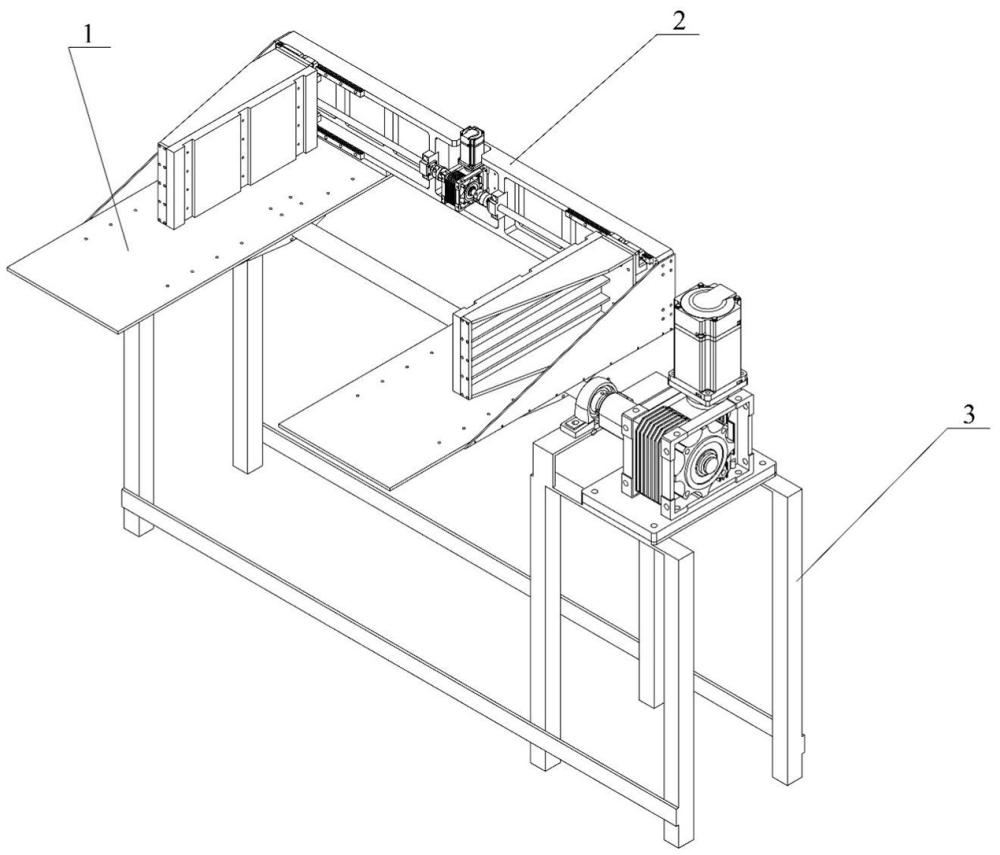
2、本发明的目的是这样实现的,包括翻转装置、夹持装置、机构支撑架,所述翻转装置包括翻转电动机、翻转支撑板、翻转转轴、翻转托板、垫板、拉板、转轴连接块、翻转减速机,所述翻转转轴套设有支撑板、转轴连接块,支撑板与转轴连接块固接,所述翻转托板有两个且间隔设置,翻转托板底部与支撑板固接,翻转托板之上设有垫板,翻转托板边缘之上立设有拉板,所述翻转转轴设有轴承座,翻转转轴端部通过联轴器与翻转减速机的轴连接,所述翻转电动机与翻转减速机连接;当传动结构转动时,翻转托板可随转轴做正反翻转运动,安装于翻转装置上的夹持装置也会随之运动;
3、所述翻转减速机固设于机构支撑架上,所述翻转转轴的轴承座固设于机构支撑架上;
4、所述夹持装置包括滑块、夹持基座、夹持电动机、滚珠丝杠、滑轨、l形连接板、夹持减速机、夹持臂,所述夹持减速机与夹持电动机连接,夹持减速机、夹持电动机均设于夹持基座中部腔体内,所述夹持减速机两侧的输出轴分别通过联轴器连接一滚珠丝杠,滚珠丝杠通过轴承座固定于夹持基座上,所述夹持基座两端之上下两边均设有滑轨,所述夹持基座两端各有一夹持臂,滑轨的滑块通过l形连接板与夹持臂尾部连接,滚珠丝杠与夹持臂一一对应,滚珠丝杠的螺母与夹持臂尾部连接;在电动机的驱动下,夹持减速机可带动两端的滚珠丝杠转动,从而带动两端的夹持臂在滑轨上来回滑动,即可实现对烟框的夹取;
5、所述夹持装置位于翻转托板上之后部,夹持基座端部与垫板以及拉板固接;翻转托板的长度大于夹持臂的长度。
6、其中,翻转托板的宽度大于烟箱宽度;夹持基座为一体式铝合金结构,以保证强度,两侧做了镂空轻量化处理,中间的腔体用于安装夹持传动结构,两侧梁上的螺孔和开槽用于安装滑轨和滚珠丝杠轴承。
7、翻转托板为长方形托板,拉板呈梯形,垫板用于安装夹持装置,而翻转支撑板用于增强稳固性,翻转支撑板可开圆孔和螺孔,以便于安装。
8、优选地,一翻转托板对应有两个支撑板、两个转轴连接块;两个支撑板有利于提升稳固性。
9、优选地,所述夹持臂呈内部中空的盒状结构,且从尾部到头部的宽度逐渐变小,夹持臂的夹持面板为平面且设有橡胶垫,起缓冲作用,夹持臂内设有加强筋,加强筋具体可以有三条;该夹持臂容易加工,强度高,满足烟箱夹持需求。
10、优选地,所述夹持臂包括第一方形侧板、梯形侧板、第二方形侧板围合成的方形框架,第一方形侧板位于夹持臂尾部,第二方形侧板位于夹持臂头部,梯形侧板有两个,分别位于夹持臂顶部及底部,方形框架侧面设有夹持面板。
11、优选地,还包括烟箱输送机、万向输送机、烟叶输送机、空箱输送机,所述烟箱输送机的输送末端与万向输送机的一侧相对应,所述烟叶输送机的输送起始端与万向输送机的一侧相对应,且烟叶分选烟箱自动翻转倒料滑箱机构位于烟叶输送机与万向输送机之间,所述烟箱输送机、万向输送机、烟叶输送机处于同一水平位置,所述空箱输送机的输送起始端位于万向输送机下方;本发明装置与各输送机连用,实现全自工作。
12、其中,烟箱输送机、空箱输送机可选用滚轴式输送机,烟叶输送机可选用平皮带机,万向输送机可选用万向轮输送机,实现万向输送;前述输送机均为本领域常用输送设备。
13、本发明的有益效果:
14、1、本发明机构通过将夹持装置与翻转装置结合为一体,同时兼具取料、翻转、倒料、滑箱功能,结构更加简单,成本更低,运行也更稳定;本发明夹持装置一方面不用再设置驱动装置向前运动进行夹持,简化了整体结构,另一方面,使得夹持动作可以在翻转的过程中同时完成,节省了时间;此外,翻转托板还可以在放回空箱时充当空箱滑落的滑道,使烟箱能准确到位,可以极大程度提高工作效率,减少了人力和生产成本;
15、2、本发明机构还可与输送机连用,实现烟箱全自动输入以及空箱输出,大大提升生产效率。
技术特征:
1.一种烟叶分选烟箱自动翻转倒料滑箱机构,包括翻转装置(1)、夹持装置(2)、机构支撑架(3),其特征在于所述翻转装置(1)包括翻转电动机(101)、翻转支撑板(102)、翻转转轴(103)、翻转托板(104)、垫板(105)、拉板(106)、转轴连接块(107)、翻转减速机(108),所述翻转转轴(103)套设有支撑板(102)、转轴连接块(107),支撑板(102)与转轴连接块(107)固接,所述翻转托板(104)有两个且间隔设置,翻转托板(104)底部与支撑板(102)固接,翻转托板(104)之上设有垫板(105),翻转托板(104)边缘之上立设有拉板(106),所述翻转转轴(103)设有轴承座,翻转转轴(103)端部通过联轴器与翻转减速机(108)的轴连接,所述翻转电动机(101)与翻转减速机(108)连接;
2.根据权利要求1所述烟叶分选烟箱自动翻转倒料滑箱机构,其特征在于一翻转托板(104)对应有两个支撑板(102)、两个转轴连接块(107)。
3.根据权利要求1所述烟叶分选烟箱自动翻转倒料滑箱机构,其特征在于所述夹持臂(208)呈内部中空的盒状结构,且从尾部到头部的宽度逐渐变小,夹持臂(208)的夹持面板为平面且设有橡胶垫(208a),夹持臂(208)内设有加强筋(208b)。
4.根据权利要求3所述烟叶分选烟箱自动翻转倒料滑箱机构,其特征在于所述夹持臂(208)包括第一方形侧板(208c)、梯形侧板(208d)、第二方形侧板(208e)围合成的方形框架,第一方形侧板(208c)位于夹持臂(208)尾部,第二方形侧板(208e)位于夹持臂(208)头部,梯形侧板(208d)有两个,分别位于夹持臂(208)顶部及底部,方形框架侧面设有夹持面板。
5.根据权利要求1~3任一所述烟叶分选烟箱自动翻转倒料滑箱机构,其特征在于还包括烟箱输送机(4)、万向输送机(5)、烟叶输送机(6)、空箱输送机(7),所述烟箱输送机(4)的输送末端与万向输送机(5)的一侧相对应,所述烟叶输送机(6)的输送起始端与万向输送机(5)的一侧相对应,且烟叶分选烟箱自动翻转倒料滑箱机构位于烟叶输送机(6)与万向输送机(5)之间,所述烟箱输送机(4)、万向输送机(5)、烟叶输送机(6)处于同一水平位置,所述空箱输送机(7)的输送起始端位于万向输送机(5)下方。
技术总结
本发明公开了一种烟叶分选烟箱自动翻转倒料滑箱机构,包括翻转装置、夹持装置、机构支撑架,所述翻转装置包括翻转电动机、翻转支撑板、翻转转轴、翻转托板、垫板、拉板、转轴连接块、翻转减速机,所述夹持装置包括滑块、夹持基座、夹持电动机、滚珠丝杠、滑轨、L形连接板、夹持减速机、夹持臂。本发明机构通过将夹持装置与翻转装置结合为一体,同时兼具取料、翻转、倒料、滑箱功能,结构更加简单,成本更低,运行也更稳定;本发明夹持装置一方面不用再设置驱动装置向前运动进行夹持,简化了整体结构,另一方面,使得夹持动作可以在翻转的过程中同时完成,节省了时间,提高工作效率。
技术研发人员:罗瑞林,向涛,刘军,张俊,毛文元,付兵,黄剑海
受保护的技术使用者:云南省烟草烟叶公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!