化妆料浸渗用载体的制作方法
1.本发明涉及化妆料浸渗用载体。更详细而言,本发明涉及用于保持化妆料的化妆料浸渗用载体、在该化妆料浸渗用载体中含有化妆料的化妆料浸渗体、和具有该化妆料浸渗体的化妆品。例如,以浸渗有粉底等化妆料的化妆料浸渗体为代表,本发明的化妆料浸渗用载体可以适合用于在将化妆料涂布到皮肤等上时使用的粉扑等。
背景技术:
2.粉底等液态化妆料存储在粉盒等化妆品容器内。化妆品容器具有容器主体和盖体,在容器主体内收纳有用于保持液态化妆料的化妆料浸渗体。以往,化妆料浸渗体使用了聚乙烯泡沫、聚氨酯泡沫、橡胶泡沫等软质海绵,但是,最近,作为具有稳定的化妆料维持性的化妆料保持用载体,提出了聚醚系氨基甲酸酯泡沫(例如参见专利文献1)。
3.但是,聚醚系聚氨酯泡沫虽然能够使存在于其表面的液态化妆料容易地附着于粉扑等上,但是由于其具有气泡结构,因此液态化妆料会被引入气泡内,从而无法利用粉扑等容易地取出到外部。由此,存在未使用的液态化妆料大量残存于聚醚系聚氨酯泡沫的内部的缺点。另外,聚氨酯泡沫不是纤维、而是具有氨基甲酸酯键的泡沫,因此耐光性差,容易因太阳光等而变黄,所以有可能导致商业价值降低。此外,对于聚氨酯泡沫来说,有时根据液态化妆料的粘度等而难以填充液态化妆料。
4.近年来,例如,希望开发出一种化妆料浸渗用载体,其能够容易且大量地将化妆料填充到化妆料浸渗用载体中,并且能够将该化妆料从填充有该化妆料的化妆料浸渗体中持续且大致均匀地取出。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第5465357号公报
技术实现要素:
8.发明所要解决的课题
9.本发明是鉴于上述现有技术而进行的,其课题在于提供一种化妆料浸渗用载体,其能够容易且大量地填充化妆料,并且能够将化妆料从化妆料浸渗体中持续且大致均匀地取出;一种在该化妆料浸渗用载体中含有化妆料的化妆料浸渗体;和一种具有该化妆料浸渗体的化妆品。
10.用于解决课题的手段
11.本发明涉及:
12.(1)一种化妆料浸渗用载体,其为用于保持化妆料的化妆料浸渗用载体,其特征在于,具有从该化妆料浸渗用载体的表面至背面的贯通孔;
13.(2)如上述(1)所述的化妆料浸渗用载体,其中,化妆料是具有高粘度的化妆料;
14.(3)如上述(2)所述的化妆料浸渗用载体,其中,贯通孔的孔径为0.5mm~5mm;
15.(4)如上述(2)或(3)所述的化妆料浸渗用载体,其中,全部贯通孔的面积在化妆料浸渗用载体的表面的面积中所占的比例为1%~30%;
16.(5)如上述(1)所述的化妆料浸渗用载体,其中,化妆料是具有低粘度的化妆料;
17.(6)如上述(5)所述的化妆料浸渗用载体,其中,贯通孔的孔径为0.1mm~0.6mm;
18.(7)如上述(5)或(6)所述的化妆料浸渗用载体,其中,全部贯通孔的面积在化妆料浸渗用载体的表面的面积中所占的比例为0.1%~15%;
19.(8)如上述(1)~(7)中任一项所述的化妆料浸渗用载体,其中,化妆料浸渗用载体具有由复合纤维构成的三维立体结构;
20.(9)如上述(1)~(8)中任一项所述的化妆料浸渗用载体,其含有复合纤维作为化妆料浸渗用载体的构成纤维,该复合纤维含有树脂x和熔融温度高于该树脂x的树脂y,构成纤维彼此的接触部通过复合纤维的树脂x而一体化;
21.(10)如上述(1)~(9)中任一项所述的化妆料浸渗用载体,其具有密的纤维状表面层和疏的纤维状基材,该密的纤维状表面层与该疏的纤维状基材被一体化;
22.(11)如上述(1)~(10)中任一项所述的化妆料浸渗用载体,其中,化妆料浸渗用载体在其表面上具有设计,该设计由上述贯通孔形成;
23.(12)一种化妆料浸渗体,其在上述(1)~(11)中任一项所述的化妆料浸渗用载体中含有化妆料;和
24.(13)一种化妆品,其具有上述(12)所述的化妆料浸渗体。
25.发明的效果
26.本发明的化妆料浸渗用载体起到下述优异的效果:能够容易且大量地填充化妆料,并且能够将该化妆料从填充有化妆料的化妆料浸渗体中持续且大致均匀地取出。
27.本发明的化妆料浸渗体由于在上述化妆料浸渗用载体中含有化妆料,因此起到能够将化妆料从该化妆料浸渗体中持续且大致均匀地取出的优异效果。
28.本发明的化妆品由于具有上述化妆料浸渗体,因此起到能够将化妆料从该化妆料浸渗体中持续且大致均匀地取出的优异效果。
附图说明
29.图1的(a)~(h)是分别依次示出从实施例1~6、实施例8和比较例1中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果的曲线图。
30.图2的(a)~(g)是分别依次示出从实施例9~14和比较例2中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果的曲线图。
31.图3的(a)~(f)是分别依次示出从实施例16~21中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果的曲线图。
32.图4的(a)~(e)是分别依次示出从实施例23~26和比较例8中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果的曲线图。
33.图5的(a)~(d)是分别依次示出从实施例28~30和比较例9中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果的曲线图。
34.图6的(a)~(c)是分别依次示出从实施例32~34中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果的曲线图。
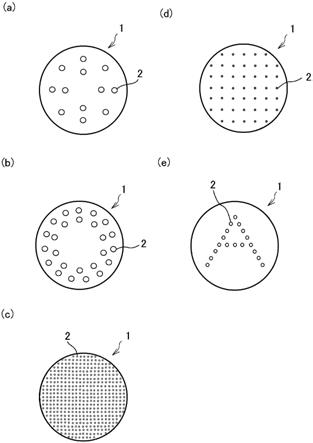
35.图7的(a)~(e)是分别示出高粘度化妆料浸渗用载体的表面设计的一个实施方式的示意性俯视图。
36.图8的(a)~(c)是分别示出低粘度化妆料浸渗用载体的表面设计的一个实施方式的示意性俯视图。
具体实施方式
37.如上所述,本发明的化妆料浸渗用载体为用于保持化妆料的化妆料浸渗用载体,其特征在于,具有从该化妆料浸渗用载体的表面至背面的贯通孔。
38.化妆料浸渗用载体是指用于浸渗化妆料的载体。另外,本发明的化妆料浸渗体的特征在于,在化妆料浸渗用载体中含有化妆料。化妆料浸渗体是指在上述化妆料浸渗用载体中浸渗有化妆料的浸渗体。
39.本发明的化妆料浸渗用载体可以用作高粘度化妆料浸渗用载体或低粘度化妆料浸渗用载体。高粘度化妆料浸渗用载体是指用于保持高粘度化妆料的化妆料浸渗用载体。另外,低粘度化妆料浸渗用载体是指用于保持低粘度化妆料的化妆料浸渗用载体。本发明中,化妆料浸渗用载体为包括高粘度化妆料浸渗用载体和低粘度化妆料浸渗用载体两者的概念。
40.化妆料在25℃下通常具有优选为500mpa
·
s~100000mpa
·
s、更优选为500mpa
·
s~80000mpa
·
s的粘度。
41.本发明中,高粘度化妆料是指具有25℃的粘度为20000mpa
·
s以上的粘度的化妆料。关于高粘度化妆料的粘度的下限值,从有效地表现出能够容易且大量地将高粘度化妆料填充到高粘度化妆料浸渗用载体中、并且能够将高粘度化妆料持续且大致均匀地从高粘度化妆料浸渗体中取出的方面出发,优选为20000mpa
·
s以上、更优选为30000mpa
·
s以上、更进一步优选为35000mpa
·
s以上、进一步优选为40000mpa
·
s以上、再进一步优选为50000mpa
·
s以上。关于高粘度化妆料的粘度的上限值,从能够容易且大量地将高粘度化妆料填充到高粘度化妆料浸渗用载体中、并且能够将高粘度化妆料持续且大致均匀地从高粘度化妆料浸渗体中取出的方面出发,优选为100000mpa
·
s以下、更优选为80000mpa
·
s以下。因此,25℃的高粘度化妆料的粘度优选为20000mpa
·
s~100000mpa
·
s、更优选为30000mpa
·
s~80000mpa
·
s、更进一步优选为35000mpa
·
s~80000mpa
·
s、进一步优选为40000mpa
·
s~80000mpa
·
s、再进一步优选为50000mpa
·
s~80000mpa
·
s。
42.本发明中,低粘度化妆料是指在上述化妆料中具有25℃的粘度小于20000mpa
·
s的粘度的化妆料。关于低粘度化妆料的粘度的下限值,从有效地表现出能够容易且大量地将低粘度化妆料填充到低粘度化妆料浸渗用载体中、并且能够将低粘度化妆料持续且大致均匀地从低粘度化妆料浸渗体中取出的方面出发,优选为500mpa
·
s以上、更优选为600mpa
·
s以上、更进一步优选为700mpa
·
s以上、进一步优选为800mpa
·
s以上、再进一步优选为900mpa
·
s以上。关于低粘度化妆料的粘度的上限值,从能够容易且大量地将低粘度化妆料填充到低粘度化妆料浸渗用载体中、并且能够将低粘度化妆料持续且大致均匀地从低粘度化妆料浸渗体中取出的方面出发,优选小于20000mpa、更优选为19900mpa
·
s以下、更进一步优选为19000mpa
·
s以下、进一步优选为18000mpa
·
s以下、再进一步优选为17000mpa
·
s以下。因此,25℃的低粘度化妆料的粘度优选为500mpa
·
s~小于20000mpa
·
s、更优选为600mpa
·
s~1990mpa
·
s、更进一步优选为700mpa
·
s~19000mpa
·
s、进一步优选为800mpa
·
s~18000mpa
·
s、再进一步优选为900mpa
·
s~17000mpa
·
s。
43.需要说明的是,高粘度化妆料和低粘度化妆料的粘度是利用bm型粘度计在25℃的温度下测定时的值。
44.化妆料浸渗用载体中可以使用例如复合纤维、橡胶胶乳弹性发泡体、聚氨酯泡沫等,但本发明并不仅限于上述例示。这些之中,从能够容易且大量地将化妆料填充到化妆料浸渗用载体中、并且能够将化妆料持续且大致均匀地从化妆料浸渗体中取出的方面出发,优选复合纤维。
45.从能够容易且大量地填充化妆料、并且能够将该化妆料持续且大致均匀地从填充有化妆料的化妆料浸渗体中取出的方面出发,本发明的化妆料浸渗用载体优选具有由复合纤维构成的三维立体结构。作为具有三维立体结构的化妆料浸渗用载体的形状,可以举出例如圆柱、棱柱等,但本发明并不仅限于上述例示。
46.作为复合纤维,可以举出例如芯鞘型复合纤维、并列型复合纤维、海岛型复合纤维等,但本发明并不仅限于上述例示。在这些复合纤维中,从使构成纤维彼此的接触部高效地一体化的方面出发,优选芯鞘型复合纤维,在通过加热产生卷曲的情况下,优选并列型复合纤维。
47.在复合纤维中,从能够容易地将化妆料填充到化妆料浸渗用载体中、并且能够将化妆料持续且大致均匀地从化妆料浸渗体中取出的方面出发,优选含有树脂x和熔融温度高于该树脂x的树脂y、且构成纤维彼此的接触部通过复合纤维的树脂x而一体化的复合纤维。
48.构成复合纤维的树脂x的熔融温度优选低于树脂y的熔融温度。从防止复合纤维的扁塌(
へたり
)的方面出发,树脂x的熔融温度优选比树脂y的熔融温度低20℃以上,更优选低30℃以上。从防止复合纤维的扁塌、利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,树脂x的熔融温度优选为130℃~220℃。
49.需要说明的是,在无法明确测定树脂x的熔融温度和树脂y的熔融温度、以及后述合成纤维的熔融温度的情况下,该熔融温度被替换为软化温度。
50.作为树脂x,可以举出例如聚酯、热塑性弹性体等,但本发明并不仅限于上述例示。
51.作为聚酯,可以举出例如聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸己二醇酯、聚对苯二甲酸四亚甲基酯、聚1,4-二甲基环己烷对苯二甲酸酯、聚氢内酯等,但本发明并不仅限于上述例示。这些聚酯可以分别单独使用,也可以两种以上合用。在这些热塑性聚酯中,由于耐光性优异,因而优选聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯和聚对苯二甲酸己二醇酯。
52.作为热塑性弹性体,可以举出例如聚酯系弹性体、聚氨酯系弹性体等,但本发明并不仅限于上述例示。这些之中,从提高化妆料浸渗用载体的耐光性的方面出发,优选聚酯系弹性体。
53.作为聚酯系弹性体,可以举出例如聚对苯二甲酸乙二醇酯系弹性体等聚酯系弹性体;以聚酯为硬链段、以聚(环氧烷)二醇为软链段的聚醚-酯嵌段共聚物等,但本发明并不仅限于上述例示。聚醚-酯嵌段共聚物例如可以通过使二羧酸、二醇和聚(环氧烷)二醇反应来制备。
54.作为上述二羧酸,可以举出例如邻苯二甲酸、间苯二甲酸、对苯二甲酸、萘-2,6-二羧酸、萘-2,7-二羧酸、二苯基-4,4
’-
二羧酸、二苯氧基乙烷二羧酸、3-磺基间苯二甲酸钠等芳香族二羧酸、1,4-环己烷二羧酸等脂环族二羧酸、琥珀酸、草酸、己二酸、癸二酸、十二烷二酸、二聚酸等脂肪族二羧酸等,但本发明并不仅限于上述例示。这些二羧酸可以分别单独使用,也可以两种以上合用。
55.作为上述二醇,可以举出例如乙二醇、三亚甲基二醇、四亚甲基二醇、五亚甲基二醇、六亚甲基二醇、1,4-丁二醇、新戊二醇、十亚甲基二醇等脂肪族二醇、1,1-环己烷二甲醇、1,4-环己烷二甲醇、三环癸烷二甲醇等脂环族二醇等,但本发明并不仅限于上述例示。这些二醇可以分别单独使用,也可以两种以上合用。
56.作为上述聚(环氧烷)二醇,可以举出例如聚乙二醇、聚(1,2-环氧丙烷)二醇、聚(1,3-环氧丙烷)二醇、聚(氧化四亚甲基)二醇、环氧乙烷-环氧丙烷共聚物、环氧乙烷-四氢呋喃共聚物等,但本发明并不仅限于上述例示。这些聚(环氧烷)二醇可以分别单独使用,也可以两种以上合用。聚(环氧烷)二醇的数均分子量通常优选为400~5000左右。
57.从利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,聚酯系弹性体的特性粘度优选为0.8~1.7、更优选为0.9~1.5。
58.聚氨酯系弹性体例如可以通过在扩链剂的存在下使多元醇和二异氰酸酯聚合而得到。
59.作为多元醇,可以举出例如二羟基聚醚、二羟基聚酯、二羟基聚碳酸酯、二羟基聚酯酰胺等分子量为500~6000左右的多元醇等,但本发明并不仅限于上述例示。这些多元醇可以分别单独使用,也可以两种以上合用。
60.作为二异氰酸酯,可以举出例如二苯基甲烷二异氰酸酯、甲苯二异氰酸酯、异佛尔酮二异氰酸酯、氢化二苯基甲烷二异氰酸酯、苯二亚甲基二异氰酸酯、二异氰酸酯甲基己酸酯、六亚甲基二异氰酸酯等分子量为500以下的二异氰酸酯等,但本发明并不仅限于上述例示。这些二异氰酸酯可以分别单独使用,也可以两种以上合用。
61.作为扩链剂,可以举出例如乙二醇、氨基醇、双羟基乙氧基苯、1,4-丁二醇等,但本发明并不仅限于上述例示。这些扩链剂可以分别单独使用,也可以两种以上合用。
62.从利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,作为热塑性弹性体,可以使用以聚对苯二甲酸丁二醇酯为硬链段、以聚氧丁二醇为软链段的聚醚聚酯。
63.在上述硬链段中,作为聚对苯二甲酸丁二醇酯的原料使用的酸成分的一部分可以在不妨碍本发明目的的范围内被对苯二甲酸以外的二羧酸、羟基羧酸等酸置换。另外,作为聚氧丁二醇的原料使用的丁二醇的一部分可以在不妨碍本发明目的的范围内被其他多元醇置换。
64.在上述软链段中,作为聚氧丁二醇的原料使用的丁二醇的一部分可以在不妨碍本发明目的的范围内被其他多元醇置换。
65.作为树脂y,可以举出例如热塑性聚酯等,但本发明并不仅限于上述例示。
66.作为热塑性聚酯,可以举出例如聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸己二醇酯、聚对苯二甲酸四亚甲基酯、聚1,4-二甲基环己烷对苯二甲酸酯、聚氢内酯等,但本发明并不仅限于上述例示。这些热塑性聚酯可以分别单独使用,也可以两种以上合用。在这些热塑性聚酯中,由于耐光性优异,因而优选聚对
苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯和聚对苯二甲酸己二醇酯。
67.从防止复合纤维的扁塌的方面出发,树脂y的熔融温度优选比树脂x的熔融温度高20℃以上,更优选高30℃以上。从防止复合纤维的扁塌、利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,树脂y的熔融温度优选为150℃~270℃、更优选为160℃~270℃。
68.从提高耐光性、防止复合纤维的扁塌、利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,复合纤维优选树脂x为聚酯或聚酯系弹性体、树脂y为热塑性聚酯。
69.从防止复合纤维的扁塌、利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,优选复合纤维的表面积的30%~70%由树脂x构成、且复合纤维的表面积的70%~30%由树脂y构成。
70.复合纤维含有树脂x和熔融温度高于该树脂x的树脂y,也可以在不妨碍本发明目的的范围内包含树脂x和树脂y以外的树脂。
71.复合纤维含有树脂x和树脂y。在复合纤维为芯鞘型复合纤维或并列型复合纤维的情况下,通常使用树脂x和树脂y这两种树脂。在复合纤维为海岛型复合纤维的情况下,通常使用包括树脂x和树脂y在内的2~4种树脂,优选两种或3种树脂、更优选树脂x和树脂y这两种树脂。
72.在芯鞘型复合纤维中,从利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,优选在芯成分中使用树脂y、在鞘成分中使用树脂x。
73.在芯鞘型复合纤维中,优选芯成分不露出到复合纤维的表面。另外,更优选芯成分的纤维径向的中心与鞘成分的纤维径向的中心一致。芯鞘型复合纤维可以以同心圆状形成芯鞘结构,也可以以偏心状形成芯鞘结构。具有以偏心状形成了芯鞘结构的芯鞘结构的复合纤维由于会因加热产生卷曲,因而适于要求卷曲的用途。
74.作为芯鞘型复合纤维的截面形状,可以举出例如圆形、椭圆、长圆(長円)、三角形、四边形等多边形等,但本发明并不仅限于上述例示。这些形状中,优选圆形。
75.从提高单纤维强度、并且利用树脂x使构成纤维彼此的接触部牢固地一体化的方面出发,芯鞘型复合纤维的芯成分与鞘成分的容量比(芯成分:鞘成分)优选为30:70~70:30。
76.在复合纤维为芯鞘型复合纤维的情况下,该芯鞘型复合纤维例如可以如下制造:使分别构成芯成分和鞘成分的树脂y和树脂x加热熔融,导入芯鞘型复合纤维制造用复合纺丝装置中,从芯鞘型复合喷嘴中挤出并进行纺丝,由此可以制造该芯鞘型复合纤维。需要说明的是,在使树脂x和树脂y加热熔融时,可以使用例如单螺杆挤出机、双螺杆挤出机、捏合机等。另外,作为芯鞘型复合喷嘴,可以使用例如以z字形排列或环状排列排列有模口细孔的芯鞘型复合喷嘴。
77.接着,通过对纺丝后的芯鞘型复合纤维喷吹例如冷风等,将该芯鞘型复合纤维冷却,可以使其固化。
78.从得到能够高效地将化妆料从化妆料浸渗体中取出到外部且机械强度优异的化妆料浸渗用载体的方面出发,复合纤维的纤度优选为0.5~15旦尼尔、更优选为1~10旦尼尔。需要说明的是,本发明中,纤维的纤度是指每9000m纤维长度的纤维(纤丝)的质量(g)。
79.从得到能够高效地将化妆料从化妆料浸渗体中取出到外部且机械强度优异的化妆料浸渗用载体的方面出发,复合纤维的纤维长度优选为20mm~150mm左右。
80.从化妆料浸渗用载体中使用的化妆料等的防腐的方面出发,根据需要,可以对复合纤维实施例如防菌加工、抗菌加工等加工。这些加工可以采用各种方法,但本发明不限定于上述方法。
81.需要说明的是,化妆料浸渗用载体可以仅由复合纤维构成,也可以由复合纤维和该复合纤维以外的其他纤维构成。
82.作为其他纤维,可以举出例如绵、麻、丝绸等天然纤维、人造丝等再生纤维、合成纤维等,但本发明并不仅限于上述例示。在这些其他纤维中,从得到能够高效地将化妆料从化妆料浸渗体中取出到外部且机械强度优异的化妆料浸渗用载体的方面出发,优选合成纤维。
83.作为合成纤维,可以举出例如聚对苯二甲酸乙二醇酯纤维、聚对苯二甲酸丁二醇酯纤维、聚对苯二甲酸丙二醇酯纤维等聚酯纤维、聚氯乙烯系纤维、聚偏二氯乙烯纤维、聚丙烯纤维、聚乙烯醇纤维、以尼龙6等为代表的聚酰胺纤维、聚酰亚胺纤维、聚酰胺酰亚胺纤维、乙酸纤维素纤维等,但本发明并不仅限于上述例示。这些纤维可以分别单独使用,也可以合用两种以上。在这些合成纤维中,从得到能够高效地将化妆料从化妆料浸渗体中取出到外部且耐光性优异的化妆料浸渗用载体的方面出发,优选聚酯纤维和聚酰胺纤维,更优选聚酯纤维。
84.从化妆料浸渗用载体中使用的化妆料等的防腐的方面出发,根据需要,可以对合成纤维实施例如防菌加工、抗菌加工等加工。这些加工可以采用各种方法,但本发明不限定于上述方法。
85.从防止复合纤维的扁塌的方面出发,合成纤维的熔融温度优选比树脂x的熔融温度高20℃以上、更优选高30℃以上。从防止复合纤维的扁塌、利用复合纤维与合成纤维的交叉部使复合纤维与合成纤维高效地热熔接的方面出发,合成纤维的熔融温度优选为150℃~270℃、更优选为160℃~270℃。
86.从得到能够高效地将化妆料从化妆料浸渗体中取出到外部的化妆料浸渗用载体的方面出发,合成纤维的纤度优选为0.5~15旦尼尔、更优选为1~10旦尼尔。
87.从得到能够高效地将化妆料从化妆料浸渗体中取出到外部且机械强度优异的化妆料浸渗用载体的方面出发,合成纤维的纤维长度优选为20mm~150mm左右。
88.本发明中,从得到能够高效地将化妆料从化妆料浸渗体中取出到外部且耐光性优异的化妆料浸渗用载体的方面出发,优选合用复合纤维和作为其他纤维的合成纤维,更优选合用复合纤维和作为合成纤维的聚酯纤维或聚酰胺纤维,进一步优选合用复合纤维和聚酯纤维。
89.从得到利用复合纤维与合成纤维的交叉部使复合纤维与合成纤维高效地热熔接、并且能够高效地将化妆料从化妆料浸渗体中取出到外部的化妆料浸渗用载体的方面出发,复合纤维与合成纤维的质量比(复合纤维/合成纤维)优选为10/90~100/0、更优选为30/70~80/20。
90.化妆料浸渗用载体例如可以如下制造。需要说明的是,下文中示出了合用复合纤维和合成纤维的情况的示例,但也可以仅使用复合纤维,还可以合用复合纤维和合成纤维
以外的其他纤维。
91.首先,将复合纤维和合成纤维分别解纤,按规定的比例称量这两者,并进行混纤,以使两者成为均匀的组成,从而形成网。
92.所形成的网的厚度优选根据使用该网的化妆料浸渗用载体的尺寸等适当地调整。
93.接着,例如将网夹在2片平板间,根据需要按压该网使其达到规定的厚度,在该状态下以构成网中所含的复合纤维的树脂x的熔融温度以上的温度且低于构成复合纤维的树脂y和合成纤维的熔融温度的温度对网进行加热,使树脂x熔融,通过熔融的树脂x使含有复合纤维和合成纤维的纤维彼此的接触部熔接一体化,从而能够得到网状片。此时,可以根据需要将上述得到的网状片装入到成型模具中使其具有规定的密度,与上述同样地对网状片进行加热,使树脂x熔融,从而能够利用熔融的树脂x使构成纤维彼此的交叉部熔接,利用该交叉部形成由树脂x构成的块状(阿米巴状)的熔接部。
94.需要说明的是,在将复合纤维和合成纤维混合时,在通过将复合纤维和合成纤维这两种纤维按照沿纤维长度方向并行的方式排列进行层积来制造网状片的情况下,在将该网状片沿厚度方向进行拉伸时,显现出表示复合纤维和合成纤维这两种纤维沿纤维长度方向并行的条纹。该条纹是表示网状片通过上述方法制造出的指标。
95.接着,将上述得到的网状片剪裁成所期望的尺寸和形状,由此可以得到化妆料浸渗用载体。
96.化妆料浸渗用载体的尺寸和形状根据该化妆料浸渗用载体的用途而异,因此不能一概而定,所以优选根据该化妆料浸渗用载体的用途适当地调整。
97.作为化妆料浸渗用载体的一例,可以举出例如平面形状为直径3cm~15cm左右的圆形且厚度为0.5cm~5cm左右的圆柱状的化妆料浸渗用载体等。化妆料浸渗用载体例如可以适合用作用于保持粉底等化妆料的化妆料浸渗用载体。
98.化妆料浸渗用载体的密度根据该化妆料浸渗用载体的用途等而异,因此不能一概而定,优选为6kg/m3~50kg/m3、更优选为6kg/m3~30kg/m3。
99.需要说明的是,从防止使用时的扁塌的方面出发,化妆料浸渗用载体中优选使用复合纤维和合成纤维这两种纤维按照沿纤维长度方向并行的方式层积而成的网状片,且在化妆料浸渗用载体的厚度方向上各纤维沿纤维长度方向排列。
100.化妆料浸渗用载体在复合纤维含有树脂x和熔融温度高于该树脂x的树脂y、且构成纤维彼此的接触部通过复合纤维的树脂x而一体化的情况下,由于纤维间存在空隙且该空隙被固定,因此与橡胶胶乳弹性发泡体和聚氨酯泡沫相比,能够从化妆料浸渗体中将化妆料高效地由纤维间的空隙取出到外部,因此能够降低使用后的化妆料的残存率。
101.另外,作为构成化妆料浸渗用载体的构成纤维包含树脂x为聚酯或聚酯系弹性体、树脂y为热塑性聚酯的复合纤维且作为该复合纤维以外的其他纤维使用了聚酯的单纤维(纤丝)时,可有效地表现出耐光性。
102.另外,化妆料浸渗用载体在复合纤维含有树脂x和熔融温度高于该树脂x的树脂y、且构成纤维彼此的接触部通过复合纤维的树脂x而一体化的情况下,化妆料中包含的紫外线吸收剂的保持性(非吸附性)优异,进而反复使用导致的扁塌小,因此耐久性也优异。
103.从防止在使用开始时大量摄取化妆料的方面出发,化妆料浸渗用载体优选具有密的纤维状表面层和疏的纤维状基材,并且该密的纤维状表面层与该疏的纤维状基材被一体
化。
104.密的纤维状表面层与疏的纤维状基材被一体化的化妆料浸渗用载体例如可以如下获得:对网状片进行按压,在压缩的状态下对该按压面进行加热,在网状片的表面形成密的纤维层后,进行冷却、除压,由此可以得到。密的纤维状表面层的密度可以通过适当调整加热温度、按压时间和按压该网状片时的按压力而进行控制。在此,密的纤维状表面层与疏的纤维状基材的一体化是指在疏的纤维状基材的表面直接形成密的纤维状表面层。
105.从形成致密的表面结构的方面出发,对网状片进行按压且在压缩的状态下对该按压面进行加热时的加热温度优选为150℃以上。加热时间和按压力可以适当调整,以使得网状片具有规定的厚度。在对网状片进行按压且在压缩的状态下对该按压面进行加热时,例如通过在构成网状片的树脂的熔融温度以上的温度下进行几分钟的加热,能够形成密的纤维状表面层。
106.从抑制在使用初期一下子大量地取出被导入至化妆料浸渗体内部的化妆料的方面出发,密的纤维状表面层的厚度优选为50μm~5mm左右。另外,从增加被导入至化妆料浸渗用载体内部的化妆料的保持量的方面出发,疏的纤维状基材的厚度优选为500μm~10cm左右、更优选为5mm~20mm。
107.在化妆料浸渗用载体中,从抑制在使用初期一下子大量地取出被导入至该化妆料浸渗用载体内部的化妆料的方面出发,优选密的纤维状表面层的密度为45kg/m3~60kg/m3左右、疏的纤维状基材的密度为13kg/m3~20kg/m3左右。
108.另外,从抑制在使用初期一下子大量地取出被导入至化妆料浸渗用载体内部的化妆料的方面出发,将密的纤维状表面层的密度除以疏的纤维状基材的密度所得到的值(下文中称为“压缩比”)优选为2~4、更优选为2.5~3.5。
109.从抑制在使用初期一下子大量地取出被导入至化妆料浸渗用载体内部的化妆料的方面出发,化妆料浸渗用载体的密的纤维状表面层的通气阻力优选为0.0125kpa
·
s/m~0.0275kpa
·
s/m、更优选为0.0145kpa
·
s/m~0.0255kpa
·
s/m。
110.本发明的化妆料浸渗用载体通过将化妆料保持于该化妆料浸渗用载体,可以适合用作化妆料浸渗体。本发明的化妆料浸渗体可以适合用于各种化妆品。
111.本发明的化妆料浸渗用载体具有从其表面至背面的多个贯通孔。本发明的化妆料浸渗用载体由于具有多个贯通孔,因此能够容易且大量地将化妆料填充到该化妆料浸渗用载体中,并且能够将该化妆料从在该化妆料浸渗用载体中填充有化妆料的化妆料浸渗体中持续且大致均匀地取出。
112.关于高粘度化妆料浸渗用载体的贯通孔的孔径(直径),从能够容易且大量地将高粘度化妆料填充到高粘度化妆料浸渗用载体中、并且能够将高粘度化妆料从高粘度化妆料浸渗体中持续且大致均匀地取出的方面以及提高由贯通孔形成的设计的可见性的方面出发,优选为0.5mm以上、更优选为1mm以上;从能够容易且大量地将高粘度化妆料填充到高粘度化妆料浸渗用载体中、并且能够将高粘度化妆料从高粘度化妆料浸渗体中持续且大致均匀地取出的方面出发,优选为5mm以下、更优选为3mm以下、进一步优选为2.5mm以下。因此,高粘度化妆料浸渗用载体的贯通孔的孔径优选为0.5mm~5mm、更优选为0.5~3mm、进一步优选为1mm~2.5mm。
113.关于低粘度化妆料浸渗用载体的贯通孔的孔径(直径),从能够容易且大量地将低
粘度化妆料填充到低粘度化妆料浸渗用载体中、并且能够将低粘度化妆料从低粘度化妆料浸渗体中持续且大致均匀地取出的方面以及提高由贯通孔形成的设计的可见性的方面出发,优选为0.1mm以上、更优选为0.2mm以上;从能够容易且大量地将低粘度化妆料填充到低粘度化妆料浸渗用载体中、并且能够将低粘度化妆料从低粘度化妆料浸渗体中持续且大致均匀地取出的方面出发,优选为0.6mm以下、更优选为0.5mm以下。因此,低粘度化妆料浸渗用载体的贯通孔的孔径优选为0.1mm~0.6mm、更优选为0.2mm~0.5mm。
114.贯通孔的开口部的形状通常为圆形,但本发明不仅限定于圆形,也可以为椭圆形,也可以为三角形,还可以为四边形、六边形、星形等多边形。多个贯通孔可以具有相同的开口部的形状,也可以具有不同的开口部的形状。在贯通孔的形状为圆形以外的形状时,贯通孔的孔径是指该贯通孔的形状的最长对角线的长度。
115.多个贯通孔可以具有相同的孔径,也可以具有不同的孔径。
116.在高粘度化妆料浸渗用载体中,从能够容易且大量地将高粘度化妆料填充到高粘度化妆料浸渗用载体中、并且能够将高粘度化妆料从高粘度化妆料浸渗体中持续且大致均匀地取出的方面以及提高由贯通孔形成的设计的可见性的方面出发,全部贯通孔的面积在该高粘度化妆料浸渗用载体的表面的面积中所占的比例优选为1%~30%、更优选为3%~25%、进一步优选为5%~20%。需要说明的是,高粘度化妆料浸渗用载体的表面是形成有贯通孔的面。
117.例如,在高粘度化妆料浸渗用载体的表面的直径为5cm的情况下,该高粘度化妆料浸渗用载体的表面的面积为约19.6cm2。全部贯通孔的面积在该高粘度化妆料浸渗用载体的表面的面积中所占的比例为20%时,全部贯通孔所占的面积为约3.9cm2。该高粘度化妆料浸渗用载体的贯通孔的孔径为2mm时,1个贯通孔的面积为约0.03cm2。因此,该高粘度化妆料浸渗用载体的表面的贯通孔的数量为约130(3.9/0.03)个。
118.在低粘度化妆料浸渗用载体中,从能够容易且大量地将低粘度化妆料填充到低粘度化妆料浸渗用载体中、并且能够将低粘度化妆料从低粘度化妆料浸渗体中持续且大致均匀地取出的方面以及提高由贯通孔形成的设计的可见性的方面出发,全部贯通孔的面积在该低粘度化妆料浸渗用载体的表面的面积中所占的比例优选为0.1%~15%、更优选为0.2%~13%、进一步优选为0.5%~10%。需要说明的是,低粘度化妆料浸渗用载体的表面是形成有贯通孔的面。
119.例如,在低粘度化妆料浸渗用载体的表面的直径为5cm的情况下,该低粘度化妆料浸渗用载体的表面的面积为约19.6cm2。全部贯通孔的面积在该低粘度化妆料浸渗用载体的表面的面积中所占的比例为5%时,全部贯通孔所占的面积为约0.98cm2。贯通孔的孔径为0.5mm时,1个贯通孔的面积为约0.0020cm2。因此,低粘度化妆料浸渗用载体的表面的贯通孔的数量为约490(0.98/0.0020)个。
120.设置于化妆料浸渗用载体的表面的贯通孔的数量根据化妆料浸渗用载体的表面的面积等而异,因此不能一概而定。该贯通孔的数量通常优选调整为全部贯通孔的面积在化妆料浸渗用载体的表面的面积中所占的比例和贯通孔的孔径在上述范围内。
121.化妆料浸渗用载体的表面的多个贯通孔的排列是任意的。从能够容易且大量地将化妆料填充到化妆料浸渗用载体中、并且能够将化妆料从化妆料浸渗体中持续且大致均匀地取出的方面出发,该贯通孔优选按照从化妆料浸渗用载体的中心部描绘多个同心圆的方
式形成,或者以描绘格子的方式形成。另外,该贯通孔也可以以在化妆料浸渗用载体的表面上描绘出标志、图形、花样等设计的方式形成。
122.将高粘度化妆料浸渗用载体的表面设计的一个实施方式示于图7。图7的(a)~(e)是分别示出高粘度化妆料浸渗用载体的表面设计的一个实施方式的示意性俯视图,但本发明并不仅限定于该实施方式。另外,将低粘度化妆料浸渗用载体的表面设计的一个实施方式示于图8。图8的(a)~(c)是分别示出低粘度化妆料浸渗用载体的表面设计的一个实施方式的示意性俯视图,但本发明并不仅限定于该实施方式。如图7和8所示,高粘度化妆料浸渗用载体1和低粘度化妆料浸渗用载体3分别具有形成所期望的设计的贯通孔2或贯通孔4。
123.作为在化妆料浸渗用载体的表面形成贯通孔的方法,可以举出例如:通过对化妆料浸渗用载体的表面照射激光光线而形成从化妆料浸渗用载体的表面贯通到背面的贯通孔的方法;通过利用汤姆森模具对化妆料浸渗用载体的表面实施冲切加工而形成从化妆料浸渗用载体的表面贯通到背面的贯通孔的方法等,但本发明并不仅限于上述例示。
124.如上形成的本发明的化妆料浸渗用载体能够容易且大量地填充化妆料。
125.本发明的化妆料浸渗体在本发明的化妆料浸渗用载体中含有化妆料。本发明的化妆料浸渗体由于使用了本发明的化妆料浸渗用载体,因此能够持续且大致均匀地取出化妆料。
126.本发明的化妆料浸渗体能够用作高粘度化妆料浸渗体或低粘度化妆料浸渗体。高粘度化妆料浸渗体是指含有高粘度化妆料的化妆料浸渗体。另外,低粘度化妆料浸渗体是指含有低粘度化妆料的化妆料浸渗体。本发明中,化妆料浸渗体是包括高粘度化妆料浸渗体和低粘度化妆料浸渗体两者的概念。
127.作为能够在化妆料浸渗体中使用的化妆料,可以举出例如粉底、遮瑕膏、高光、色彩调控霜、底妆、眼影、眼线笔、睫毛膏、腮红、香粉、眉墨、洁面霜、洁面乳、卸妆液、洗面奶、洁面泡沫、按摩霜、冷霜、雪花膏、润肤霜、润肤凝胶、乳液、化妆水、美容液、各种洗液、防晒霜、护体霜、护体油、洗发水、护发素、润发乳、焗油膏、美发液、生发液等,但本发明并不仅限于上述例示。在这些化妆料中,从将化妆料从化妆料浸渗体中持续且大致均匀地取出的方面出发,优选液态的化妆料。
128.高粘度化妆料浸渗体中使用的高粘度化妆料的量根据高粘度化妆料浸渗用载体的种类而异,因此不能一概而定,例如,在高粘度化妆料浸渗用载体为粉底液的情况下,在直径为5cm、厚度为1.5cm的高粘度化妆料浸渗体中能够以10g~20g左右的量使用25℃的粘度为20000mpa
·
s的粉底液。
129.低粘度化妆料浸渗体中使用的低粘度化妆料的量根据低粘度化妆料浸渗用载体的种类而异,因此不能一概而定,例如,在低粘度化妆料浸渗用载体为粉底液的情况下,在直径为5cm、厚度为1.5cm的低粘度化妆料浸渗体中能够以10g~20g左右的量使用25℃的粘度为10000mpa
·
s的粉底液。
130.本发明的化妆品具有本发明的化妆料浸渗体。本发明的化妆品由于具有上述化妆料浸渗体,因此能够将化妆料从该化妆料浸渗体中持续且大致均匀地取出。本发明的化妆品也可以具有收纳化妆料浸渗体的收纳部,本发明的化妆料浸渗体被收纳在该收纳部。作为上述化妆品,可以举出例如化妆用粉盒等,但本发明并不仅限于上述例示。
131.实施例
132.接着,基于实施例来更详细地说明本发明,但本发明并不仅限于这些实施例。
133.制造例1
134.将芯鞘型复合纤维[芯成分:聚对苯二甲酸乙二醇酯、鞘成分:热塑性聚对苯二甲酸乙二醇酯、纤度:6旦尼尔]与聚酯纤维(树脂:聚对苯二甲酸乙二醇酯、纤度:3旦尼尔)以70:30的质量比按照各纤维并行的方式进行混纺,得到网,在对该网进行按压的状态下使鞘成分加热熔融,从而制作出高粘度化妆料浸渗用载体。对该高粘度化妆料浸渗用载体实施切削加工,由此得到直径约5cm、厚度约1cm的具有三维立体结构的圆柱状的样品a(密度:18.0kg/m3)。
[0135]
将上述得到的样品a的平面沿纤维并行行进的方向拉伸时,观察到了基于纤维并行排列的条纹,而即便沿与该方向垂直的方向进行拉伸,也未观察到条纹。
[0136]
接着,利用光学显微镜对上述得到的样品a的平面和侧面进行观察。其结果,确认到纤维密度在样品a的侧面高于平面,并且利用构成纤维彼此的接触部形成了块状(阿米巴状)的熔接部。
[0137]
制造例2
[0138]
将芯鞘型复合纤维[芯成分:聚对苯二甲酸乙二醇酯、鞘成分:热塑性聚对苯二甲酸乙二醇酯、纤度:6旦尼尔]与聚酯纤维(树脂:聚对苯二甲酸乙二醇酯、纤度:3旦尼尔)以70:30的质量比按照各纤维并行的方式进行混纺,得到网,在对该网进行按压的状态下使鞘成分加热熔融,从而制作出高粘度化妆料浸渗用载体。对该高粘度化妆料浸渗用载体实施切削加工,由此得到直径约5cm、厚度约1cm的具有三维立体结构的圆柱状的样品b(密度:24.0kg/m3)。
[0139]
将上述得到的样品b的平面沿纤维并行行进的方向拉伸时,观察到了基于纤维并行排列的条纹,而即便沿与该方向垂直的方向进行拉伸,也未观察到条纹。另外,与制造例1中得到的样品a同样地确认到利用构成纤维彼此的接触部形成了块状(阿米巴状)的熔接部。
[0140]
制造例3
[0141]
将芯鞘型复合纤维[芯成分:聚对苯二甲酸乙二醇酯、鞘成分:热塑性聚对苯二甲酸乙二醇酯、纤度:6旦尼尔]与聚酯纤维(树脂:聚对苯二甲酸乙二醇酯、纤度:3旦尼尔)以50:50的质量比按照各纤维并行的方式进行混纺,准备了网(厚度:16mm)。
[0142]
将上述网夹入至冲压层压机(热压机)中,仅将该冲压层压机的一个表面加热至219℃,在对上述网进行按压的状态下使鞘成分加热熔融72秒,由此在一个表面形成厚度为1.5mm的致密层,制作出由上述网构成的密的纤维状表面层和由上述网构成的疏的纤维状基材一体化而成的高粘度化妆料浸渗用载体。
[0143]
接着,对上述得到的高粘度化妆料浸渗用载体实施切削加工,由此得到直径约5cm、厚度约1cm的具有三维立体结构的圆柱状的样品c(密度:16.4kg/m3)。
[0144]
将上述得到的样品c的平面沿纤维并行行进的方向拉伸时,观察到了基于纤维并行排列的条纹,而即便沿与该方向垂直的方向进行拉伸,也未观察到条纹。另外,与制造例1中得到的样品a同样地在样品c中确认到利用构成纤维彼此的接触部形成了块状(阿米巴状)的熔接部。
[0145]
实施例1~7
[0146]
使用制造例1中得到的样品a,按照从样品a的表面贯通至背面的贯通孔具有表1所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和全部贯通孔的面积在表面的面积中所占的比例(下文中称为“面积比例”)示于表1。
[0147]
实施例8
[0148]
使用制造例1中得到的样品a,作为从样品a的表面贯通至背面的贯通孔,按照在中心部形成孔径为1mm的8个贯通孔,在孔径1mm的贯通孔的外周以同心圆状形成孔径为1.5mm的4个贯通孔,在孔径1.5mm的贯通孔的外周以同心圆状形成孔径为2mm的15个贯通孔的方式,利用汤姆森模具形成各贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表1。
[0149]
比较例1
[0150]
将制造例1中得到的样品a以原本的状态用作高粘度化妆料浸渗用载体。
[0151]
[表1]
[0152][0153]
(注)
[0154]
*:贯通孔的孔径为1mm的孔、贯通孔的孔径为1.5mm的孔与
[0155]
贯通孔的孔径为2mm的孔的混合物
[0156]
实施例9~15
[0157]
使用制造例2中得到的样品b,按照从样品b的表面贯通至背面的贯通孔具有表2所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表2。
[0158]
比较例2
[0159]
将制造例2中得到的样品b以原本的状态用作高粘度化妆料浸渗用载体。
[0160]
[表2]
[0161][0162]
实施例16~22
[0163]
使用制造例3中得到的样品c,按照从样品c的表面贯通至背面的贯通孔具有表3所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表3。
[0164]
比较例3
[0165]
将制造例3中得到的样品c以原本的状态用作高粘度化妆料浸渗用载体。
[0166]
比较例4
[0167]
对聚氨酯发泡体[仓敷纺绩株式会社制造、件号:301wh]实施切削加工,由此得到直径约5cm、厚度约1cm的样品d。将上述得到的样品d用作高粘度化妆料浸渗用载体。
[0168]
比较例5
[0169]
使用比较例4中得到的样品d,按照从样品d的表面贯通至背面的贯通孔具有表3所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表3。
[0170]
比较例6
[0171]
对丁腈橡胶发泡体[株式会社黛怡茜制造]实施切削加工,由此得到直径约5cm、厚度约1cm的样品e。将上述得到的样品e用作高粘度化妆料浸渗用载体。
[0172]
比较例7
[0173]
使用比较例6中得到的样品e,按照从样品e的表面贯通至背面的贯通孔具有表3所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表3。
[0174]
[表3]
[0175][0176]
试验例1
[0177]
基于下述方法对将高粘度化妆料填充到实施例1~22和比较例1~7中得到的高粘度化妆料浸渗用载体中时的高粘度化妆料的填充性和从高粘度化妆料浸渗体中取出高粘度化妆料的情况(取出量的均匀性)进行评价。将其结果示于表4。
[0178]
(1)高粘度化妆料的填充性
[0179]
将高粘度化妆料浸渗用载体装入内盒中,利用手动式乳膏填充机将高粘度化妆料(25℃的粘度:20000mpa
·
s)17g填充到该高粘度化妆料浸渗用载体中,由此制作出高粘度化妆料浸渗体。基于下述评价基准对此时的高粘度化妆料的填充性进行了评价。
[0180]
[评价基准]
[0181]
〇:能够容易地将高粘度化妆料填充到高粘度化妆料浸渗用载体中。
[0182]
△
:将高粘度化妆料填充到高粘度化妆料浸渗用载体中略耗费时间。
[0183]
×
:难以将高粘度化妆料填充到高粘度化妆料浸渗用载体中。
[0184]
(2)取出量的均匀性
[0185]
将上述“(1)高粘度化妆料的填充性”中得到的高粘度化妆料浸渗用载体在制造后静置1小时。用粉扑擦拭上述高粘度化妆料浸渗用载体,将粉扑上附着的化妆料涂布到无纺布上,将上述操作作为1个循环,每进行30次该操作,调查化妆料的取出量。
[0186]
需要说明的是,在表4中记载的“化妆料的取出量”一栏中记载了将上述操作反复进行1~30次、31~60次、61~90次或91~120次时所回收的化妆料的取出量(g)。
[0187]
[表4]
[0188][0189]
(注)
[0190]
*:无法测定
[0191]
接着,基于表4所示的结果,将从实施例1~6、实施例8和比较例1中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果示于图1,将从实施例9~14和比较例2中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果示于图2,将从实施例16~21中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果示于图3。
[0192]
图1中记载的(a)~(h)分别依次示出从实施例1~6、实施例8和比较例1中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果。图2中记载的(a)~(g)分别依次示出从实施例9~14和比较例2中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果。另外,图3中记载的(a)~(f)分别依次示出从实施例16~21中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果。
[0193]
由表4所示的结果可知,各实施例中得到的高粘度化妆料浸渗用载体均是高粘度化妆料的填充性的评价为
△
或〇,因此能够容易且大量地填充高粘度化妆料。
[0194]
与此相对,各比较例中得到的高粘度化妆料浸渗用载体均是高粘度化妆料的填充性的评价为
×
,因此可知难以填充高粘度化妆料。另外,可知使用了聚氨酯发泡体的高粘度化妆料浸渗用载体(比较例4和5)和使用了丁腈橡胶发泡体的高粘度化妆料浸渗用载体(比较例6和7)由于高粘度化妆料的填充性的评价为
×
,因此在将这些发泡体用作高粘度化妆料浸渗用载体的情况下,无论有无贯通孔,填充性均差。
[0195]
另外,由表4和图1~3所示的结果可知,使用实施例1~6、实施例8~14和实施例16~21中得到的高粘度化妆料浸渗用载体得到的高粘度化妆料浸渗体均是高粘度化妆料的填充性的评价为〇,能够持续且大致均匀地取出高粘度化妆料。因此,可知使用了这些实施例中得到的高粘度化妆料浸渗体的化妆品能够持续且大致均匀地取出高粘度化妆料。
[0196]
需要说明的是,根据图1的(f)和(g)、图2的(c)以及图3的(a),在重复91~120次上述操作时,化妆料的取出量降低。该取出量的降低基于高粘度化妆料的残存量少。
[0197]
实施例23~27
[0198]
使用制造例1中得到的样品a,按照从样品a的表面贯通至背面的贯通孔具有表5所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表5。
[0199]
比较例8
[0200]
将制造例1中得到的样品a以原本的状态用作高粘度化妆料浸渗用载体。
[0201]
[表5]
[0202][0203]
实施例28~31
[0204]
使用制造例2中得到的样品b,按照从样品b的表面贯通至背面的贯通孔具有表6所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表6。
[0205]
比较例9
[0206]
将制造例2中得到的样品b以原本的状态用作高粘度化妆料浸渗用载体。
[0207]
[表6]
[0208][0209]
实施例32~35
[0210]
使用制造例3中得到的样品c,按照从样品c的表面贯通至背面的贯通孔具有表7所示的排列的方式利用汤姆森模具形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表7。
[0211]
[表7]
[0212][0213]
试验例2
[0214]
基于下述方法对将高粘度化妆料填充到实施例23~35和比较例8~9中得到的高粘度化妆料浸渗用载体中时的高粘度化妆料的填充性和从高粘度化妆料浸渗体中取出高粘度化妆料的情况进行评价。将其结果示于表8。
[0215]
(1)高粘度化妆料的填充性
[0216]
将高粘度化妆料浸渗用载体装入内盒中,利用手动式乳膏填充机将高粘度化妆料(25℃的粘度:50000mpa
·
s)17g填充到该高粘度化妆料浸渗用载体中,由此制作出高粘度化妆料浸渗体。基于下述评价基准对此时的高粘度化妆料的填充性进行了评价。
[0217]
[评价基准]
[0218]
〇:能够容易地将高粘度化妆料填充到高粘度化妆料浸渗用载体中。
[0219]
△
:将高粘度化妆料填充到高粘度化妆料浸渗用载体中略耗费时间。
[0220]
×
:难以将高粘度化妆料填充到高粘度化妆料浸渗用载体中。
[0221]
(2)从高粘度化妆料浸渗体中取出高粘度化妆料的情况
[0222]
将上述“(1)高粘度化妆料的填充性”中得到的高粘度化妆料浸渗用载体在制造后静置1小时。用粉扑擦拭上述高粘度化妆料浸渗用载体,将粉扑上附着的化妆料涂布到无纺布上,将上述操作作为1个循环并重复该操作,每进行30次该操作,调查化妆料的取出量。
[0223]
需要说明的是,在表8中记载的“化妆料的取出量”一栏中记载了将上述操作反复进行1~30次、31~60次、61~90次或91~120次时所回收的化妆料的取出量(g)。
[0224]
[表8]
[0225][0226]
接着,基于表8所示的结果,将从实施例23~26和比较例8中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果示于图4,将从实施例28~30和比较例9中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果示于图5,将从实施例32~34中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果示于图6。
[0227]
图4中记载的(a)~(e)分别依次示出从实施例23~26和比较例8中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果。图5中记载的(a)~(d)分别依次示出从实施例28~30和比较例9中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果。另外,图6中记载的(a)~(c)分别依次示出从实施例32~34中得到的高粘度化妆料浸渗体中取出高粘度化妆料的情况的测定结果。
[0228]
由表8所示的结果可知,各实施例中得到的高粘度化妆料浸渗用载体均是高粘度化妆料的填充性的评价为
△
或〇,因此能够容易且大量地填充高粘度化妆料。
[0229]
与此相对,可知各比较例中得到的高粘度化妆料浸渗用载体均是高粘度化妆料的填充性的评价为
×
,因此难以填充高粘度化妆料。
[0230]
另外,由表8和图4~6所示的结果可知,使用实施例23~26、实施例28~30和实施例32~34中得到的高粘度化妆料浸渗用载体得到的高粘度化妆料浸渗体均是高粘度化妆料的填充性的评价为〇,能够持续且大致均匀地取出高粘度化妆料。因此,可知使用了这些实施例中得到的高粘度化妆料浸渗体的化妆品能够持续且大致均匀地取出高粘度化妆料。
[0231]
需要说明的是,在图4的(a)和图5的(c)中,重复了91~120次上述循环时,化妆料的取出量降低。该取出量的降低基于高粘度化妆料的残存量少。
[0232]
实施例36~40
[0233]
利用激光加工机(universal laser system公司制造、件号:vls2.30)对制造例1中得到的样品a的表面照射激光光线,按照具有表11所示的排列的方式形成贯通孔,由此得到高粘度化妆料浸渗用载体。将上述得到的高粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表9。
[0234]
将实施例36~40中得到的高粘度化妆料浸渗用载体的表面设计示于图7。图7中记载的(a)是实施例36中得到的具有贯通孔2a的高粘度化妆料浸渗用载体1a的表面设计,(b)是实施例37中得到的具有贯通孔2b的高粘度化妆料浸渗用载体1b的表面设计,(c)是实施例38中得到的具有贯通孔2c的高粘度化妆料浸渗用载体1c的表面设计,(d)是实施例39中得到的具有贯通孔2d的高粘度化妆料浸渗用载体1d的表面设计,(e)是实施例40中得到的具有贯通孔2e的高粘度化妆料浸渗用载体1e的表面设计。
[0235]
与试验例1同样地对将高粘度化妆料填充到实施例36~40中得到的高粘度化妆料浸渗用载体中时的化妆料的填充性和从高粘度化妆料浸渗体中取出高粘度化妆料的情况进行调查。将化妆料的填充性的评价结果记载于表9中。
[0236]
[表9]
[0237][0238]
由表9所示的结果可知,各实施例中得到的高粘度化妆料浸渗用载体均是高粘度化妆料的填充性的评价为〇,因此能够容易且大量地填充高粘度化妆料。另外,确认到高粘度化妆料的取出情况与实施例1同样地优异。
[0239]
由以上结果可知,高粘度化妆料浸渗用载体在设定成将孔径优选为0.5mm~5mm、更优选为0.5mm~3mm、进一步优选为1mm~2.5mm、全部贯通孔的面积在表面的面积中所占的比例优选为1%~30%、更优选为3%~25%、进一步优选为5%~20%的情况下,空隙率提高,因此高粘度化妆料的填充性提高。
[0240]
因此,通过设定成高粘度化妆料浸渗用载体的孔径和全部贯通孔的面积在表面的面积中所占的比例分别具备上述范围,由此使每规定次数(例如30次)的高粘度化妆料的取出量均匀,因而可知能够适当调整成所期望的高粘度化妆料的取出量。
[0241]
实施例41~54
[0242]
利用激光加工机(universal laser system公司制造、件号:vls2.30)对制造例1中得到的样品a的表面照射激光光线,按照具有表10所示的排列的方式形成贯通孔,由此得到低粘度化妆料浸渗用载体。将上述得到的低粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表10。
[0243]
需要说明的是,实施例42、实施例45和实施例48中得到的低粘度化妆料浸渗用载体分别具有图8的(a)~(c)所示的表面设计。
[0244]
比较例10
[0245]
利用激光加工机(universal laser system公司制造、件号:vls2.30)对比较例4中得到的样品d的表面照射激光光线,按照具有表10所示的排列的方式形成贯通孔,由此得到低粘度化妆料浸渗用载体。将上述得到的低粘度化妆料浸渗用载体的贯通孔的孔径和面积比例示于表10。
[0246]
[表10]
[0247][0248]
试验例3
[0249]
基于下述方法对实施例41~54和比较例10中得到的低粘度化妆料浸渗用载体的表面设计的可见性、贯通孔的形状和将低粘度化妆料填充到该低粘度化妆料浸渗用载体中时的低粘度化妆料的填充性进行评价。将其结果示于表11。
[0250]
(1)设计的可见性
[0251]
肉眼观察低粘度化妆料浸渗用载体的表面设计,基于下述评价基准对设计的可见性进行评价。
[0252]
[评价基准]
[0253]
〇:能够立即确认到设计。
[0254]
△
:确认设计耗费时间。
[0255]
×
:完全无法确认到设计。
[0256]
(2)贯通孔的形状
[0257]
照射激光光线后,立即肉眼观察低粘度化妆料浸渗用载体的表面设计,基于下述评价基准对贯通孔的形状进行评价。
[0258]
[评价基准]
[0259]
〇:贯通孔内没有残渣,观察到形状良好的贯通孔。
[0260]
△
:贯通孔内存在少量残渣,一部分贯通孔略微堵塞。
[0261]
×
:大部分贯通孔被残渣堵塞。
[0262]
(3)低粘度化妆料的填充性
[0263]
将低粘度化妆料浸渗用载体装入内盒中,利用手动式乳膏填充机将低粘度化妆料(25℃的粘度:5000mpa
·
s)17g、低粘度化妆料(25℃的粘度:10000mpa
·
s)17g或低粘度化妆料(25℃的粘度:19000mpa
·
s)17g填充到该低粘度化妆料浸渗用载体中,由此制作出低粘度化妆料浸渗体。基于下述评价基准对此时的低粘度化妆料的填充性进行了评价。
[0264]
[评价基准]
[0265]
〇:能够容易地将低粘度化妆料填充到低粘度化妆料浸渗用载体中。
[0266]
△
:将低粘度化妆料填充到低粘度化妆料浸渗用载体中略耗费时间。
[0267]
×
:难以将低粘度化妆料填充到低粘度化妆料浸渗用载体中。
[0268]
(4)取出量的均匀性
[0269]
将上述“(3)低粘度化妆料的填充性”中得到的低粘度化妆料浸渗用载体(25℃的粘度:10000mpa
·
s)在制造后静置1小时。用粉扑擦拭上述低粘度化妆料浸渗用载体,将粉扑上附着的低粘度化妆料涂布到无纺布上,将上述操作作为1个循环并重复该操作,每进行30次该操作,调查低粘度化妆料的取出量(g)。更具体而言,与上述“(2)取出量的均匀性”同样地,调查反复进行1~30次、31~60次、61~90次或91~120次上述操作时所回收的低粘度化妆料的取出量(g)。基于下述评价基准对此时的低粘度化妆料的取出量的均匀性进行评价。
[0270]
[评价基准]
[0271]
〇:低粘度化妆料的取出量均匀。更具体而言,将上述操作反复进行1~30次、31~60次、61~90次或91~120次时所回收的低粘度化妆料的取出量在1.0g以上5.0g以下的范围内。
[0272]
△
:低粘度化妆料的取出量大致均匀。更具体而言,将上述操作反复进行1~30次、31~60次、61~90次或91~120次时所回收的低粘度化妆料的取出量为0.5g以上且小于1.0g或超过5.0g且为6.0g以下。
[0273]
×
:低粘度化妆料的取出量不均匀。更具体而言,将上述操作反复进行1~30次、31~60次、61~90次或91~120次时所回收的低粘度化妆料的取出量小于0.5g或超过6.0g。
[0274]
[表11]
[0275][0276]
由表11所示的结果可知,各实施例中得到的低粘度化妆料浸渗用载体均是可见性的评价为〇或
△
,因此设计的可见性优异。另外,可知各实施例中得到的低粘度化妆料浸渗用载体均是贯通孔的形状的评价为〇或
△
,因此容易填充低粘度化妆料,能够持续且大致均匀地取出低粘度化妆料。与此相对,可知比较例10中得到的低粘度化妆料浸渗用载体由
于贯通孔的形状的评价为
×
,因此难以填充低粘度化妆料,难以持续且大致均匀地取出低粘度化妆料。
[0277]
另外,由表11所示的结果可知,各实施例中得到的低粘度化妆料浸渗用载体均是低粘度化妆料的填充性的评价为〇,因此能够容易且大量地填充低粘度化妆料。与此相对,可知比较例10中得到的低粘度化妆料浸渗用载体由于低粘度化妆料的填充性的评价为
×
,因此难以填充低粘度化妆料,或者无法填充低粘度化妆料。
[0278]
由以上结果可知,低粘度化妆料浸渗用载体在设定成孔径优选为0.1mm~0.6mm、更优选为0.2mm~0.5mm、全部贯通孔的面积在表面的面积中所占的比例优选为0.1%~15%、更优选为0.2%~13%、进一步优选为0.5%~10%的情况下,低粘度化妆料浸渗用载体的表面设计的可见性和低粘度化妆料的填充性提高,能够持续且大致均匀地取出低粘度化妆料。其中,在由复合纤维构成三维立体结构,并且设定成孔径和全部贯通孔的面积在表面的面积中所占的比例分别具备上述范围的情况下,可知低粘度化妆料浸渗用载体的表面设计的可见性和低粘度化妆料的填充性提高,能够持续且大致均匀地取出低粘度化妆料。
[0279]
另外,在设定成低粘度化妆料浸渗用载体的孔径和全部贯通孔的面积在表面的面积中所占的比例分别具备上述范围的情况下,由于每规定次数的低粘度化妆料的取出量均匀,因而可知能够适当调整成所期望的低粘度化妆料的取出量。其中,在由复合纤维构成三维立体结构,并且设定成孔径和全部贯通孔的面积在表面的面积中所占的的比例分别具备上述范围的情况下,可知能够适当调整成所期望的低粘度化妆料的取出量。
[0280]
符号说明
[0281]
1:高粘度化妆料浸渗用载体
[0282]
2:贯通孔
[0283]
3:低粘度化妆料浸渗用载体
[0284]
4:贯通孔
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1