一种贴合式口罩生产装置的制作方法
1.本实用新型涉及口罩生产设备领域,尤其涉及一种贴合式口罩生产装置。
背景技术:
2.目前,本申请人于2020年2月14日申请有:一种防护口罩生产工艺及用于实现该工艺的装置(中国专利申请号为:202010093492.9)以及一种口罩生产工艺及用于实施该工艺的装置(中国专利申请号为:202010098993.6),其中公开了两种现有的片状口罩的生产装置与工艺。
3.但是现有的应用中,贴合式口罩更为人们所接受,如中国专利号:cn201810325738.3公开的一种口罩,其包括本体以及至少二挂耳。本体具有弹性布料的一部份,弹性布料包括第一织物层、第二织物层、中间织物层及抗菌剂。第一织物层包括多个第一纱线。第二织物层包括多个第二纱线。中间织物层位于第一织物层及第二织物层之间且包括多个弹性纤维。此些弹性纤维与此些第一纱线与此些第二纱线编结。抗菌剂附着于此些第一纱线、此些第二纱线及此些弹性纤维。此至少二挂耳连接本体的相对两侧边,且各挂耳具有一开孔。或者如中国专利号:cn200980120167.9公开的一种在戴到戴用者脸上的口罩中,能够高水平地兼具口罩透气性及口罩捕集性的有效的技术。其解决方案为,本发明的口罩(1),包括覆盖戴用者的至少口及鼻的口罩本体部(10)和从口罩本体部(10)的两侧伸出并勾挂到戴用者的耳朵上的一对耳朵勾挂部(20),口罩本体部(10)包括将由聚烯烃纤维构成的无纺织物片驻极化的第一纤维片及第二纤维片,第一纤维片构成为平均纤维直径为0.5~3μm、单位面积重量为1.5~5g/m2的的无纺织物片,第二纤维片构成为平均纤维直径及单位面积重量匀超过第一纤维片的无纺织物片。
4.但是现有的贴合式口罩的生产设备往往无法实现有效的一次在线成型,往往是需要对原材料进行二次加工,或者对在线成型后的产品进行二次加工,其生产效率明显较低。
技术实现要素:
5.因此,针对上述的问题,本实用新型提出一种贴合式口罩生产装置,其解决了现有贴合式口罩生产装置生产效率低、无法实现一次成型的技术问题。
6.为实现上述目的,本实用新型采用了以下技术方案:一种贴合式口罩生产装置,包括机架及依流水线设于机架上的三个以上的材料输入装置、复合辊压装置、热封压花装置、折叠装置、热封切断装置、弧切装置,所述折叠装置包括依流水线靠近热封压花装置一侧的复数个导向辊、靠近热封切断装置一侧的压合装置、位于各导向辊与压合装置之间的折叠导杆,各材料输入装置包括依流水线设置的两放卷辊、位于两放卷辊之间的自动断接料装置、材料缓存装置、导向纠偏装置,其中一个材料输入装置上位于导向纠偏装置的后方设有材料切割装置、压平装置、两个材料张紧装置、两个第二导向纠偏装置。
7.进一步的,所述热封切断装置与弧切装置之间设有吸附输送装置。
8.进一步的,所述材料张紧装置包括通过螺栓锁紧于机架上的两个安装座、可上下
调整地设于两安装座上的滑动板、设于滑动板上的滑动槽、可沿滑动槽左右滑动的两个辊轮,所述滑动槽内位于两辊轮之间设有张紧弹簧。
9.进一步的,所述安装座上设有长条孔,所述安装座通过两个螺栓穿设安装孔锁紧的方式与机架连接。
10.通过采用前述技术方案,本实用新型的有益效果是:
11.1、通过本贴合式口罩生产装置的设置,可以实现一次成型。其通过多个材料输入装置,可以输入外层无纺布、中层熔喷布、弹性耳片、内层无纺布,而后利用复合辊压装置将各层材料进行预加压,使得各层材料之间具有一个良好的贴合效果,然后马上进入至热封压花装置,可以实现成型口罩边缘及相关部位的压花,并且由于复合辊压装置的存在,使得热封压花得以更为有效的进行,而后进行折叠,也即是对中折叠,就形成了一个贴合于一起的口罩的左片与右片,而后通过热压切断装置,可以形成口罩的中部接合部位,且切断形成一个个独立的口罩半成品,而后经过弧切装置,从而裁切出需要的形状,而后输出。其工作效率较高,结构较为紧凑,稳定性较好。其中折叠装置的设置,可以保证有效折叠的进行,且其结构可以有效实现其可调节设置,从而实现对不同尺寸的口罩的折叠。其中一个材料输入装置,也即是弹性耳片的材料输入装置上位于导向纠偏装置的后方设有材料切割装置、压平装置、两个材料张紧装置、两个第二导向纠偏装置,这样可以实现一个卷材料用于成型口罩的左右两个耳片。
12.2、通过吸附输送装置的设置,可以防止口罩的散乱,有效实现弧切装置工作的稳定性。
13.3、材料张紧装置的设置,可以有效实现材料的张紧,防止弹性耳片在输送过程中受牵引、拉力而产生变形贴合,保证生产后的产品的有效尺寸与形态。
14.4、长条孔的设置,主要用于位置上的调节,有利于针对不同材料进行不同的设置。
附图说明
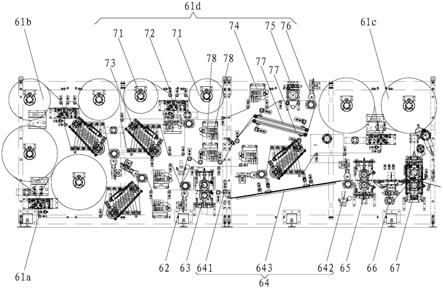
15.图1是本实用新型的结构示意图;
16.图2是材料张紧装置的结构示意图;
17.图3利用图1装置所生产产品的结构示意图;
18.图4是图3中所示产品中连接片与扇形片配合的结构示意图。
具体实施方式
19.现结合附图和具体实施方式对本实用新型进一步说明。
20.参考图3、图4,本实施例提供一种贴合式口罩,包括口罩本体、固设于口罩本体1两侧的具有弹性变形能力的挂耳部2,所述口罩本体包括两个扇形片1,所述扇形片1由三个材料层11堆叠形成,该扇形片的材料层数量可以根据实际需要设置,其可以是两个或四个或五个等。所述挂耳部2包括连接片21、与连接片21一体成型的环形挂耳片22,所述连接片21伸入其中两材料层11内,本方案中,连接片21伸入最内层的材料层及与最内层的材料层相邻的材料层之间。各扇形片1包括远离挂耳部的一侧的弧形边1a、用于挂耳部的夹持边1b、用于连接弧形边1a与连接边1b上端的上侧边1c、用于连接弧形边1a与连接边1b下端的下侧边1d,两扇形片1于弧形边1a处接合形成口罩本体,接合部位形成左热压部113。各材料层11
于扇形片1的夹持边1b处通过热压合的方式与连接片21固定,各材料层11与扇形片1的夹持边1b处通过热压合的方式形成三条以上的热压痕3,本方案中热压痕3的数量为四条,相邻两热压痕3之间存有间隙,相邻两热压痕3之间的间隙大于1mm。各材料层11于扇形片1的上侧边1c、下侧边1d处分别通过热压合的方式固定,且形成上热压部111、下热压部112。各扇形片1的相邻两材料层11之间且位于扇形片的中部处设有粘结部4,本方案中,各粘结部位于同一位置,也即各粘结部是采用一次热压而形成的,这里的各粘结部可以是错位的,可以是通过多次热压形成的,当然还可以是通过其他的成型方式成型,如超声波粘合等。本方案中,粘结部4成长条状,数量为两个。所述口罩本体上于弧形边1a的上端处设有鼻夹片5,所述鼻夹片5分别由弧形边1a处延伸至两扇形片1上。所述鼻夹片5呈s状,其依次由弧形边向上侧边弯折、向下侧边弯折、向上侧边弯折。
21.所述环形挂耳片22为中部开孔的弹性无纺布。所述弹性无纺布为具备横向伸缩能力且不具备纵向伸缩能力的无纺布。所述弹性无纺布由两蓬松无纺布221及夹设于两蓬松无纺布221之间的复数条弹性橡筋222形成,各弹性橡筋222间隔且横向布设。
22.上述图3、4中的双点划线所示即为弹性橡筋222,上述材料层可以为普通的无纺布,如水刺无纺布等,其中位于中部的材料层可以是熔喷无纺布,从而实现有效抗菌目的。
23.再参考图1、图2,本实施例提供一种贴合式口罩生产装置,包括机架及依流水线设于机架上的外层材料的材料输入装置61a、中层材料的材料输入装置61b、内层材料的材料输入装置61c、弹性耳片的材料输入装置61d、复合辊压装置62、热封压花装置63、折叠装置64、热封切断装置65、吸附输送装置66、弧切装置67,所述折叠装置64包括依流水线靠近热封压花装置63一侧的复数个导向辊641、靠近热封切断装置65一侧的压合装置642、位于各导向辊641与压合装置642之间的折叠导杆643,各材料输入装置包括依流水线设置的两放卷辊71、位于两放卷辊71之间的自动断接料装置72、材料缓存装置73、导向纠偏装置74,其中,弹性耳片的材料输入装置61d上位于导向纠偏装置74的后方设有材料切割装置75、压平装置76、两个材料张紧装置77、两个第二导向纠偏装置78。
24.所述材料张紧装置77包括通过螺栓锁紧于机架上的两个安装座771、可上下调整地设于两安装座上771的滑动板772、设于滑动板772上的滑动槽773、可沿滑动槽773左右滑动的两个辊轮774,所述滑动槽773内位于两辊轮774之间设有张紧弹簧775。所述安装座771上设有长条孔776,所述安装座771通过两个螺栓777穿设安装孔776锁紧的方式与机架连接。
25.上述材料输入装置、复合辊压装置、热封压花装置、折叠装置、热封切断装置、吸附输送装置、弧切装置均为纸尿裤等一次性卫生用品领域中的常用设备,其结构均已为公知,本申请人名下的专利均有对上述装置、结构进行了相关的公开、披露,如中国专利号:cn201820273909.8公开了一种改进型换接料装置、如中国专利号:cn201720230711.7公开了一种新型弹性腰围热封装置、如中国专利号:cn201620307519.9公开的一种便于拆卸的吸附传送装置,在此不再逐一列举。上述导向辊、压合装置、折叠导杆、放卷辊、自动断接料装置、材料缓存装置、导向纠偏装置、材料切割装置、压平装置、材料张紧装置、第二导向纠偏装置,也一样为纸尿裤等一次性卫生用品领域中的常用设备,其结构均已为公知,本申请人名下的专利均有对上述装置、结构进行了相关的公开、披露,在此不再逐一列举。
26.本实用新型的改进主要是在于对于位置结构上的调整,从而实现其合理运行的目
的,而且通过对位置结构上的调整实现了机构的精简,占地面积的减小。另外,也实现了贴合式口罩的一次在线成型的目的。
27.本实用新型的有益效果是:
28.1、通过本贴合式口罩生产装置的设置,可以实现一次成型。其通过多个材料输入装置,可以输入外层无纺布、中层熔喷布、弹性耳片、内层无纺布,而后利用复合辊压装置将各层材料进行预加压,使得各层材料之间具有一个良好的贴合效果,然后马上进入至热封压花装置,可以实现成型口罩边缘及相关部位的压花,并且由于复合辊压装置的存在,使得热封压花得以更为有效的进行,而后进行折叠,也即是对中折叠,就形成了一个贴合于一起的口罩的左片与右片,而后通过热压切断装置,可以形成口罩的中部接合部位,且切断形成一个个独立的口罩半成品,而后经过弧切装置,从而裁切出需要的形状,而后输出。其工作效率较高,结构较为紧凑,稳定性较好。其中折叠装置的设置,可以保证有效折叠的进行,且其结构可以有效实现其可调节设置,从而实现对不同尺寸的口罩的折叠。其中一个材料输入装置,也即是弹性耳片的材料输入装置上位于导向纠偏装置的后方设有材料切割装置、压平装置、两个材料张紧装置、两个第二导向纠偏装置,这样可以实现一个卷材料用于成型口罩的左右两个耳片。
29.2、通过吸附输送装置的设置,可以防止口罩的散乱,有效实现弧切装置工作的稳定性。
30.3、材料张紧装置的设置,可以有效实现材料的张紧,防止弹性耳片在输送过程中受牵引、拉力而产生变形贴合,保证生产后的产品的有效尺寸与形态。
31.4、长条孔的设置,主要用于位置上的调节,有利于针对不同材料进行不同的设置。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
33.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
34.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
35.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域
的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
36.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1