具有一体式环的物品及制造方法与流程
具有一体式环的物品及制造方法
1.相关申请的交叉引用
2.本技术要求于2019年10月2日提交的第62/909451号美国临时申请的优先权的权益,该美国临时申请据此通过引用以其整体并入。
技术领域
3.本公开总体上涉及具有基片(base sheet)以及从该基片延伸的环的物品以及使用刺绣机器(embroidery machine)制造这种物品的方法。
4.背景
5.许多物品(诸如鞋类鞋面和服装)包括多层相同或不同的材料。在一些示例中,每一层可以起到不同的功能。制造商努力以高效的方式提供高质量、耐用的物品。
6.附图简述
7.本文所描述的附图仅用于说明的目的、本质上是示意性的并且意图是示例性的而不是限制本公开的范围。
8.图1是包括基片和作为一系列环而延伸穿过基片的线的物品的平面视图。
9.图1a是图1的基片和一系列环的一部分的特写视图。
10.图2示出了图1的物品的相对侧。
11.图3是可用于制造图1的物品的示例刺绣机器的透视图。
12.图4是制造图1的物品的示例方法的流程图。
13.图5是处于制造中间阶段的图1的物品的局部横截面视图,图示了根据本文公开的方法通过驱动针线穿过基片和间隔层并接合底线(bobbin thread)来制造物品。
14.图6是处于制造中间阶段的图1的物品的局部横截面视图,图示了抵靠基片熔化针线。
15.图7是处于制造中间阶段的图1的物品的局部横截面视图,图示了将针线粘附到基片。
16.图8是处于制造中间阶段的图1的物品的局部横截面视图,图示了添加抵靠基片设置的可熔化结合层。
17.图9是处于制造中间阶段的图1的物品的局部横截面视图,图示了熔化到基片以将针线固定到基片的可熔化结合层。
18.图10是处于制造中间阶段的图1的物品的局部横截面视图,图示了溶解底线。
19.图11是处于制造中间阶段的图1的物品的局部横截面视图,图示了移除间隔层。
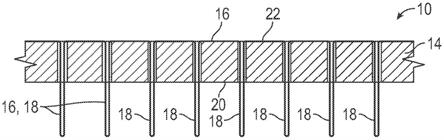
20.图12是在根据本文公开的方法制造之后的图1的物品的局部横截面视图。
21.图13是鞋类物品的内侧面(medial side)视图,该鞋类物品具有鞋面,该鞋面具有根据本文公开的方法制造并被构造为控球特征(ball control feature)的一系列环。
22.图14是鞋类物品的内侧面视图,该鞋类物品具有鞋面,该鞋面具有根据本文公开的方法制造并被构造为钩环紧固件中的环部分的一系列环。
23.图15是具有口袋的衬衫的前视图,该口袋具有根据本文公开的方法制造并被构造
为钩环紧固件中的环部分的一系列环。
24.图16是手提包的透视图,该手提包具有根据本文公开的方法制造并被构造为钩环紧固件中的环部分的一系列环。
25.图17是处于制造中间阶段的图1的物品的局部横截面视图,图示了根据本文公开的方法通过驱动针线穿过基片和多个堆叠的间隔层并接合底线来制造物品。
26.图18是在根据本文公开的方法使用图17的多个堆叠的层制造之后的图1的物品的局部横截面视图。
27.描述
28.制造物品的方法和根据本文公开的方法制造的物品以一种新的方式利用刺绣机器来生产从基片延伸的一系列环,而没有用于环的单独的基层(例如,单独的背衬)。换句话说,作为物品功能部分的基片(诸如鞋类鞋面的侧片料或带子、服装物品的片料或口袋、或手提包的片料)也用作用于环的基底或背衬。例如,可穿戴物品可以具有功能性的环,诸如用于钩环紧固件或用于增加摩擦(例如,用于鞋类鞋面上的控球)。该方法和物品将环与基片一体化,消除了对用于环的单独的基底的需要,其中单独的基底层叠在基片上,这是通常所做的。物品的整体体积和厚度小于使用单独的基底的情况。
29.制造物品的方法可以包括将可溶性底线装载到刺绣机器中,并且然后根据编程的第一图案利用刺绣机器的针驱动针线穿过基片,该编程的第一图案提供从基片的线轴侧(bobbin side)向外延伸的针线的一系列环。可溶性底线在基片的线轴侧外部与一系列环接合。该方法还可以包括将针线结合到基片的与基片的线轴侧相对的针侧,并且然后将溶剂施加到可溶性底线以溶解可溶性底线。例如,在该方法的一些改进中,可溶性底线可以是水溶性的并且溶剂可以是水。该系列环可以被构造为钩环紧固件中的环部分,但是不需要额外的紧固件基片,因为物品的基片本身(例如,鞋类鞋面的侧片料,或者鞋类鞋面的带子)与环成一体并用作环延伸穿过的基底。在其他实施例中,该系列环从作为鞋类鞋面的基片向外延伸,并且这些环中的至少一些被构造为控球元件,诸如在鞋类物品上的控球元件。在任何实施方式中,环的功能都是可实现的,而不会增加用于环的单独的基层的体积和成本。
30.在实施方式中,该方法还可以包括:在驱动针线穿过基片之前,将一个或更多个间隔层的内部侧设置在基片的线轴侧处使得一个或更多个间隔层的内部侧位于基片的线轴侧处。然后,针线可以被驱动穿过基片和一个或更多个间隔层两者,使得该系列环最初从基片的内部侧穿过基片延伸到基片的外部侧并延伸到一个或更多个间隔层中,并且可溶性底线位于一个或更多个间隔层的外部侧之外。在将溶剂施加到可溶性底线之后,间隔层然后可以远离基片移开以将一个或更多个间隔层滑离该一系列环。
31.一个或更多个间隔层用于确保环的一致的期望高度,并保护基片免受施加到可溶性底线的溶剂的影响。此外,所使用的一个或更多个间隔层的数量或总高度可以变化,以控制环的最终高度。当环是钩环紧固件中的环部分时,环的高度可能是影响钩环紧固件的紧固强度的一个因素。例如,在所有其他因素(诸如环的密度)相同的情况下,较长的环可以比较短的环提供更大的紧固强度。因此,简单地通过堆叠具有不同总高度的不同数量的间隔层或者使用具有不同高度的不同单个间隔层,可以实现不同的环高度。例如,在使用第一基片和是第一数量的间隔层并且具有第一总高度的一个或更多个第一间隔层来制造所描述的具有从第一基片延伸的第一系列环的第一物品之后,该方法还可以包括通过在第二基片
的线轴侧处设置是第二数量的间隔层并且具有第二总高度的一个或更多个第二间隔层使得一个或更多个第二间隔层的内部侧位于第二基片的线轴侧处来制造第二物品。第二数量的间隔层可以与第一数量的间隔层相同或不同,以及第二总高度可以与第一总高度不同,或者第二数量的间隔层可以与第一数量的间隔层相同或不同并且第二总高度可以与第一总高度不同。该方法可以包括根据编程的第一图案或不同的编程图案利用刺绣机器的针驱动针线穿过第二基片和一个或更多个第二间隔层两者以提供针线的第二系列环,该针线的第二系列环从第二基片的线轴侧向外延伸穿过一个或更多个第二间隔层并与设置在一个或更多个第二间隔层的外部侧处的底线接合。该方法可以包括将针线结合到第二基片的与第二基片的线轴侧相对的针侧、移除底线,以及将一个或更多个第二间隔层远离基片移开以将一个或更多个间隔层滑离第二系列环。第二系列环具有与第一系列环不同的高度,这对于第二物品所需的紧固强度可能是合适的。
32.在一方面中,为了将针线锚定在基片的与一系列环相对的一侧处,可熔线可用于针线。该方法可以包括通过在基片的针侧处对可熔针线施加热来将针线结合到基片的针侧。作为将针线锚定在基片的与一系列环相对的一侧处的另一种替代方式,该方法可以包括在驱动针线穿过基片之前,将可熔化结合层抵靠基片的针侧设置。当使用可熔化结合层时,驱动针线穿过基片因此还可以包括驱动针线穿过可熔化结合层,并且将针线结合到基片的针侧可以包括向可熔化结合层施加热。在一些构型中,可熔化结合层可以包括热塑性聚氨酯。在其他实施方式中,粘合剂层可以用于将一系列环锚定到基片的针侧,并且该方法可以包括将粘合剂施加到基片的针侧。换句话说,物品的基片本身支撑环。因为针线被结合到基片的针侧,因此环将不会在使用应力下被穿过基片朝向针侧推回,也不会被穿过基片拉向线轴侧。
33.例如,以这种方式使用刺绣机器提供一系列环使得能够利用多针刺绣机器的速度来提供各种各样的图案、环高度和/或密度、线颜色组合等。在一些实施方式中,第一集群(group)的环具有第一密度,并且第二集群的环具有不同于第一密度的第二密度。在相同的实施例或其他实施例中,第一组(set)环具有第一颜色,并且第二组环具有不同于第一颜色的第二颜色。另外,第三组环可以设置在第一组和第二组之间,并且可以具有从第一颜色变化到第二颜色的颜色梯度。
34.刺绣机器的使用还使得能够通过简单地控制机器以根据不同的存储程序驱动针来快速完成环图案、高度、密度、线颜色或颜色的图案等的改变。例如,具有上述一系列环的物品可以是第一物品,基片可以是第一基片,并且针线可以是第一针线。该方法还可以包括利用刺绣机器的针以第二图案驱动第二针线穿过第二基片,该第二图案在颜色、环的密度或环的高度中的至少一个上不同于第一图案。
35.在一方面中,制造物品的方法可以包括在基片的线轴侧处设置一个或更多个间隔层使得一个或更多个间隔层的内部侧位于基片的线轴侧处,以及然后根据编程的第一图案利用刺绣机器的针驱动针线穿过基片和一个或更多个间隔层两者,该编程的第一图案提供针线的一系列环,该针线的一系列环从基片的线轴侧向外延伸穿过一个或更多个间隔层并与设置在一个或更多个间隔层的外部侧处的底线接合。该方法可以包括将针线结合到基片的与基片的线轴侧相对的针侧、移除底线,以及将一个或更多个间隔层远离基片移开以将一个或更多个间隔层滑离该一系列环。例如,底线可以是可溶性底线,并且可以通过向可溶
性底线施加溶剂以溶解可溶性底线来移除底线。
36.物品(诸如鞋类鞋面、服装物品或手提包)可以包括基片和被构造为一系列环的线。该系列环可以被构造为钩环紧固件中的环部分。该系列环可以以第一图案布置,并且可以延伸穿过基片并从基片的第一侧向外延伸。线可以结合到基片的与基片的第一侧相对的第二侧。线可以是可熔线,并且可以直接熔合到基片的第二侧。在另一方面中,可熔化结合层可以抵靠基片的第二侧设置,并且线可以延伸穿过可熔化结合层。线可以通过可熔化结合层结合到基片的第二侧。在又一方面中,粘合剂可以将线固定到基片的第二侧。在示例中,该系列环可以被构造为例如鞋类鞋面、服装物品或手提包上的钩环紧固件中的环部分。在示例中,物品可以是鞋类鞋面,并且该系列环可以在鞋类鞋面的外部延伸。该系列环可以被构造为控球特征或带子紧固件。
37.当结合附图理解时,根据下面的实施本教导的模式的详细描述,本教导的以上特征和优点以及其它特征和优点将变得明显。
38.图1示出了通过使用刺绣机器(诸如图3所示的示例刺绣机器12)制造的物品10。物品10包括基片14,该基片14可以是例如编织纺织品或无纺纺织品(woven or nonwoven textile)或非纺织材料(non-textile material)。物品10包括一根或更多根线16,每根线被构造为一系列环18。基片14支撑一系列环18,并且一系列环18延伸穿过基片14,在基片14和一系列环18之间没有额外的中间层。一系列环18可以是功能性的,而不仅仅是装饰性的。例如,在一些实施例中,诸如关于图14-图16所讨论的,一系列环18可以被构造成用作与基片14成一体的钩环紧固件中的环部分。本文提到的一系列环18包括环18a、18b、18c、18d、18e、18f、18g、18h和18j。换句话说,基片14、114、314或414用作用于环18的基底,并且物品10、110、110a、310或410的特征在于没有环18从其延伸的附加的紧固件基片。换句话说,在根据本文描述的方法200制造的物品中,物品的基片本身支撑环。在物品是鞋类鞋面的示例中,基片可以是鞋面的主体(例如,鞋面的形成足部接纳腔的一部分并包围足部的侧片料),而不是添加到物品中仅用作环的基底的部件。传统上,钩环紧固件包括专用基片,环从该专用基片延伸并且该专用基片固定到物品的基片(例如,专用基片是增加物品的体积和重量的附加层)。因此,与紧固件基片固定到基片14且环18从紧固件基片延伸的情况相比,物品10更轻且更柔韧。替代地或附加地,该系列环可以被构造为与鞋类鞋面成一体的控球特征,诸如关于图13所讨论的。
39.如图1所示,在一系列环18内有多组不同的环,也称为环的集群。在图1中,只有一些组或集群用参考数字表示,诸如一组环18a、一组环18b、一组环18c和一组环18d。每组环18a、18b、18c和18d由不同的线16a、16b、16c和16d或同一线的一段构成。如果来自不同的线,则线16a、16b、16c和16d中的每一个可以是不同的颜色。一系列环18以图1所示的第一图案布置,并延伸穿过基片14,并从基片14的第一侧20向外延伸。第一侧20在本文也称为线轴侧,因为第一侧20在加工期间面向刺绣机器12的线轴26,而不是针驱动器116。
40.以这种方式使用刺绣机器(诸如图3的多针刺绣机器12)提供一系列环18实现了各种各样的图案、环密度和线颜色组合等。例如,第一集群的环18a可以具有第一密度(诸如每英寸10个环),并且第二集群的环18b可以具有不同于第一密度的第二密度(诸如每英寸20个环)。另外,用于构造第一组环18a的线16a可以具有第一颜色(诸如红色),并且用于构造第二组环18b的线16b可以具有不同于第一颜色的第二颜色(诸如蓝色)。一组环18c可以被
称为第三组环,并且用于构造第三组环18c的线16c可以具有不同于第一颜色和第二颜色两者的第三颜色(诸如绿色)。此外,一组环18d也可以称为第三组环,并且可以设置在第一组18a和第二组18b之间。可以使用两根不同的线来构造该组环18d,使得环18d具有从第一颜色变化到第二颜色的颜色梯度。例如,如图1a所示,系列18d的左端且在第一组18a附近的环18d1可以由红线16a构成,系列18d的右端在第二组18b附近的环18d2可以是蓝色的,并且环18d1和18d2之间的环18d3可以是红色和蓝色的混合,环18d1附近有更多的红色环,并且环18d2附近有更多的蓝色环。在其他示例中,一个或更多个颜色梯度可以通过在整个图案p1的部分中或横跨整个图案p1使用不同颜色的线16来建立。
41.如图2所示,一根或更多根线16(例如,线16a、16b、16c和16d)结合到基片14的第二侧22,该第二侧22与基片14的第一侧20相对。第二侧22也被称为基片14的针侧,因为第二侧22在刺绣过程期间设置成面向或至少更靠近针驱动器116,而不是刺绣机器12的线轴26。线16通过本文描述的多种不同方式中的任何一种结合到第二侧22。在图1-图2所描绘的实施例中,线16是可熔线,诸如可熔化的热塑性聚氨酯(tpu)线,并且仅在第二侧22处熔化以结合到第二侧22。在一些实施例中,线16可以是尼龙。在一些示例中,线16可以具有从大约0.05mm到大约0.1mm的厚度。例如,可以使用具有大约0.08mm的厚度的线16,诸如当线16形成用作钩环紧固件中的环部分的环18时。
42.图3示出了代表性的刺绣机器12,该刺绣机器12具有控制器108,该控制器108具有存储的程序109,以控制一个或更多个针驱动器116的操作,每个针驱动器支撑针117。控制器108可以经由通过操作者访问输入设备(诸如按钮112和/或显示屏115)产生的电子或无线信号接收输入指令,以控制一个或更多个针驱动器116的操作。可以同时控制多个针驱动器116,以更快地赋予延伸穿过基片14的一系列环18。可替代地,一系列环18中的每个环可以由单个针驱动器116中的单个针驱动器赋予。
43.如刺绣领域的技术人员所理解的,箍或箍系统(hoop or hooping system)可以联接到基片14,并且搁置在刺绣机器12的可横向移动的框架124上,以相对于被驱动的并且重复纵向(例如,上下)摆动的针117横向移动基片14。刺绣机器12可操作以经由针驱动器116使用一根或更多根线16a、16b、16c、16d等进行刺绣,这些线存储在卷轴123上并且每根都被传送到针117中的不同的一根针。
44.图4是使用图3的刺绣机器12制造物品10、10a、10b、110、110a、310和410的示例方法200的流程图。方法200可以包括步骤202,将可移除的底线24装载在刺绣机器12的线轴26上,如图5所示。在图3中,线轴26和底线24容纳在针驱动器116下方的壳体29内。在刺绣过程期间,底线24将主要设置在基片14的第一侧20的外侧(例如,在设置在第一侧20处的间隔层28的外侧和内部),并将与用于形成环18的线16接合。在刺绣物品10之后,底线24可以从物品10移除,而不会影响环18。在所示的实施例中,底线24是可溶性底线24,并且更具体地说是水溶性底线,并且可通过溶解在水中而移除。
45.方法200还可以包括步骤204,将一个或更多个间隔层28的内部侧27设置在基片14的线轴侧20(例如,第一侧20)处。如图5-图11所示,在制造具有环18的物品10时,仅使用单个间隔层28。环18具有高度h。间隔层28用于通过将环18引导到由针117驱动穿过基片14和间隔层28形成的圆柱形孔30内来确保环18的一致的期望高度h。环18的高度h是从基片14的第一侧20到每个环18的顶部测量的。在示例中,高度h可以从大约1毫米(mm)到大约6mm。例
如,当环18被构造为钩环紧固件中的环部分时,高度h可以从大约2mm到大约5mm。当环18被构造为鞋类鞋面上的控球特征(诸如图13中的环18e)时,高度h可以是大约1.25mm。尽管可能存在由于刺绣机器12、基片14和/或间隔层28的尺寸公差而导致的一些变化,但是环18可以被构造成每个环都具有相同的高度h。可替代地,刺绣机器12可以被编程为将环18中不同的环构造成具有不同的高度,以便赋予环18期望的3d效果。孔30允许环18的高度h大于环18中的相邻环之间的间距s,而没有相邻环18在刺绣过程期间被缠绕的风险。在底线是可溶性的并且用溶剂移除的实施例中,间隔层28还保护基片14免受施加到可溶性底线24的溶剂的影响。在一些实施例中,使用一个间隔层28。
46.在其他实施例中,在步骤204中使用多个间隔层。例如,图17-图18示出了使用两个间隔层28a、28b来提供具有不同高度h1(该高度h1大于高度h)的环18j的物品10的选项。间隔层28a、28b堆叠在一起,并且针117驱动穿过整个堆叠的层28a、28b。针117产生穿过每个相邻的堆叠的间隔层28a、28b的孔30。间隔层28b被示出为具有比间隔层28a更小的高度,但是在使用多个堆叠的间隔层的方法200的其他实施例中,每个间隔层可以具有相同的高度。在其他实施例中,可以堆叠两个以上的间隔层。在一些实施例中,间隔层28、28a、28b等可以在制造本文描述的任何物品期间压缩。在非限制性示例中,一个或更多个间隔层28可以具有从大约1mm到大约12mm的总组合高度,并且使用一个或更多个间隔层(例如,单个间隔层28或诸如间隔层28a、28b的堆叠的间隔层)提供的环18或18a、18b、18c、18d、18e、18f、18g、18f或18j中的任一个可以具有该范围内的任何高度,但不限于此。
47.当如图5和图6所示使用可熔化针线16时,方法200从步骤204前进到步骤208,根据编程的第一图案p1经由刺绣机器12的针117驱动针线16穿过基片14,该编程的第一图案p1提供了从基片14的线轴侧20向外延伸的针线16的一系列环18,如图5中描绘的。在图5中,针117已经完成在所示的基片14的部分中提供一系列环18,其中刺绣机器12在往复运动的针117的驱动循环之间相对于针117沿箭头a1的方向横向移动物品10。用虚线描绘的针117示出了该针将如何被驱动穿过基片14和一个或更多个间隔层28以提供下一个环18。线轴26旋转,使得可溶性底线24在基片14的线轴侧20之外(例如,在间隔层28内在线轴侧20之外)的每个环18处接合针线16,使得一系列环18从基片14的针侧22(例如,内部侧)穿过基片14延伸到基片14的线轴侧20(例如,外部侧)并延伸到一个或更多个间隔层28中。
48.在一些实施例中,代替可熔化针线16,结合层32(诸如可熔化的粘合剂结合层)被设置在基片14的针侧22处,如图8中关于物品10b所示,以便随后被熔化以将针线16结合到针侧22。物品10b在其他方面与物品10相同。因此,在这样的实施例中,方法200可以包括步骤206(在步骤208之前),在基片14的针侧22处设置结合层32。
49.在步骤208之后,方法200的剩余部分可以在物品10或物品10a、10b、110、110a、310或410从刺绣机器12移除之后发生。方法200进行到步骤210,将针线16结合到基片14的与基片14的线轴侧20相对的针侧22。在图6中,为了将针线16锚定在基片14的与一系列环18相对的针侧22处,可以将可熔线用于针线16。在这样的实施例中,在步骤210中结合针线16在图4中由210a表示,并且通过在基片14的针侧22处向可熔针线16施加热来完成,如图6所示,其中加热由在针侧22处施加热能40的辐射加热元件38或对流加热喷嘴(未示出)执行。
50.在其他实施方式中,如关于图7的物品10a所示,粘合剂44的层可用于将一系列环18锚定到基片14的针侧22,而不是将可熔线用于线16,并且也不是使用结合层32。因此,在
步骤210中将针线16结合到基片14的针侧22在图4中用210b表示,并且包括将粘合剂44施加到基片14的针侧22。粘合剂44在针侧22处涂覆针线16,并且当粘合剂44固化时将针线16保持在针侧22处的适当位置。
51.在关于步骤206讨论的图8的实施例中,在步骤210中将针线16结合到基片14的针侧22在图4中由210c表示,并且包括向可熔化结合层32施加热以使可熔化结合层32熔化、在针侧22处涂覆针线16并且当熔化的结合层32固化时将针线16保持在针侧22处的适当位置。在一些构型中,可熔化结合层32可以包括热塑性聚氨酯。
52.在步骤210之后,方法200进行到步骤212,移除底线24。在所示的物品10、10a、10b的每个实施例中,底线24是水溶性线,并且溶剂是水。图10描绘了通过将底线24放置在水52的容器50中以溶解底线24来移除底线24,在关于物品10的图10中以虚线所示以表示底线24的溶解。
53.在步骤212中移除底线24之后,方法200进行到步骤214,在步骤214中,一个或更多个间隔层28远离基片14移开,诸如通过如图11中箭头a2所示将一个或更多个间隔层28拉离线轴侧20来实现,以将一个或更多个间隔层28滑离一系列环18。在一些实施方式中,在将一个或更多个间隔层28远离基片14移开之前,物品10可以相对于图11所示的位置倒置。可替代地,一个或更多个间隔层28可以是可溶性的,并且可以通过向一个或更多个间隔层28施加溶剂以溶解一个或更多个间隔层28来移除。
54.一旦一个或更多个间隔层28在步骤214中移动,则一系列环18将是明显的,从基片14的线轴侧20向外延伸。因为在步骤210中针线16已经结合到针侧22,所以一系列环18相对于基片14以及相对于彼此牢固地固定在适当的位置。
55.如关于图17和图18所讨论的,方法200允许通过在基片14的线轴侧处堆叠不同数量的总高度的间隔层来制造不同高度的环。例如,图12所示的基片14可以被称为第一基片,图11的间隔层28可以被称为第一间隔层,并且图12的一系列环18可以被称为第一系列环。方法200还可以包括在第二基片(图17中的基片14是可以与图12的第一基片14相同的第二基片)的线轴侧处设置一个或更多个第二间隔层(例如,间隔层28a、28b)使得一个或更多个第二间隔层的内部侧(例如,间隔层28a的内部侧)位于第二基片的线轴侧处,该第二间隔层是第二数量的间隔层(例如,两个间隔层)并且具有第二总高度th2。第二数量的间隔层28a、28b不同于第一数量的间隔层(单个间隔层28),并且第二总高度th2不同于第一总高度th1。在其他实施例中,第二数量的间隔层可以与第一数量的间隔层(例如,单个间隔层)相同,但是具有不同的高度。根据编程的第一图案或相应地根据不同的编程图案利用刺绣机器的针117驱动针线16穿过第二基片14和第二间隔层28a、28b两者,该编程的第一图案或不同的编程图案提供了从第二基片14的线轴侧向外延伸穿过一个或更多个第二间隔层28a、28b并与设置在一个或更多个第二间隔层28a、28b的外部侧处的底线24接合的针线16的第二系列环18j。然后,将针线16结合到第二基片14的针侧22,移除底线24,并且将第二间隔层28a、28b远离基片14移开以将一个或更多个间隔层28a、28b滑离第二系列环18j。第二系列环18j具有的高度h1不同于图12的第一系列环18的高度h。堆叠的间隔层28a、28b的较大的总高度th2实现较高的第二系列环18j。
56.由于刺绣机器12的多功能性和将针驱动器116的不同移动模式作为存储的程序109存储在控制器108中的能力,因此具有不同高度、颜色和/或密度等的环18的图案(除了
图1中物品10上所示的第一图案p1之外的图案)的物品可以根据方法200制造。因此,方法200可以包括步骤216,用刺绣机器12的针117驱动第二针线16穿过第二基片114以提供第二图案p2中的第二系列环18e以提供第二物品110,该第二图案p2在颜色、环的密度和/或环的高度中的至少一个上不同于第一图案p1。如图13所示,第二基片114可以是鞋类物品110的鞋面114。鞋面114固定到鞋底结构118。步骤216包括相对于第二基片114重复步骤202、204、206(在使用结合层32的情况下)、210、212和214。
57.在图13中,线16e在鞋中部区域62和鞋前部区域64中在内侧面60处形成从鞋类鞋面114的外侧(例如,线轴侧20是外侧)向外延伸的一系列环18e,并且环18e被构造为控球元件。环18e的材料增加了外侧的纹理质感,从而当球在环18e处接触鞋类110时能够更好地抓握球。
58.图14示出了根据方法200制造的鞋类物品110a的另一实施例,并且除了控制刺绣机器12驱动线16f以提供第三图案p3中的一系列环18f之外,鞋类物品110a在所有方面与鞋类110相似。线16f和一系列环18f被构造成用作钩环紧固件中的紧固件环。鞋类110a包括带子120,一系列钩122从带子120延伸。钩122被构造成可释放地与环18f接合。环18f和钩122一起用作钩环紧固件。为了说明的目的,带子120被示出为向上延伸以示出钩122,并且可以沿箭头a3的方向被拉动并且横跨鞋面114放置以延伸到内侧面60,其中钩122被压到环18f上,接合环18f以将带子120抵靠鞋面114固定,从而将鞋面114抵靠穿着鞋类110a的足部(未示出)收紧。在又一个实施例中,带子120可以在方法200下如关于基片14所描述的进行处理,使得环18f从带子120延伸,而没有中间基层。
59.图15示出了另一个物品310,其是服装物品。更具体地,服装物品310是衬衫,并且可以被称为衬衫310。衬衫310具有口袋311,口袋311包括基片314,根据方法200,线16g从基片314被构造为一系列环18g,以在基片314的外侧处向外延伸。换句话说,口袋311的基片的材料用作环18g的基底,而没有中间基层。基片314在方法200下如参照基片14所描述的那样被处理。衬衫310还包括固定到衬衫310的主体332的翼片(flap)330。翼片330具有可相对于主体332移动的自由端331。一系列钩122从翼片330延伸。钩122被构造成当翼片330沿箭头a4的方向枢转并且钩122压靠在环18g上时可释放地接合环18g。在又一个实施例中,翼片330可以在方法200下如参照基片14所描述的那样被处理,使得环18g从翼片330延伸,而没有中间基层,并且基片314包括一系列钩122。
60.图16示出了另一个物品410,该物品是手提包,诸如背包、钱包或午餐包。手提包410包括基片414,根据方法200,线16h从该基片414被构造为一系列环18h,以在基片414的外侧处向外延伸。基片414至少部分地形成空腔415,物件可以放置在该空腔中并被携带在手提包410中。基片414在方法200下如参照基片14所描述的那样被处理。手提包410包括固定到手提包410的基片414的翼片430。翼片430可相对于基片414从打开位置移动到关闭位置,以跨过空腔415将翼片430固定到基片414。翼片430包括带子部分433。一系列钩122从带子部分433延伸。钩122被构造成当翼片430沿箭头a5的方向枢转并且钩122被压靠在环18h上时可释放地接合环18h。在又一个实施例中,带子部分433可以在方法200下如参照基片14如所描述的那样被处理,使得环18h从带子部分433延伸,而没有中间基层,并且基片414包括一系列钩122。
61.因此,本文提供的物品和方法利用刺绣机器以有效的方式提供具有各种颜色/图
案/密度等的功能性和/或装饰性环,并且由于物品的基片本身能够支撑和保持环,因此不会给物品增加额外的层。
62.下面的条款提供了本文公开的物品的示例构型和制造物品的方法。
63.条款1.一种制造物品的制造方法,该方法包括:将可溶性底线装载到刺绣机器中;根据编程的第一图案利用刺绣机器的针驱动针线穿过基片,该编程的第一图案提供从基片的线轴侧向外延伸的针线的一系列环,其中可溶性底线接合基片的线轴侧之外的一系列环;将针线结合到基片的与基片的线轴侧相对的针侧;以及向可溶性底线施加溶剂以溶解可溶性底线。
64.条款2.根据条款1所述的制造方法,还包括:在驱动针线穿过基片之前,在基片的线轴侧处设置一个或更多个间隔层使得一个或更多个间隔层的内部侧位于基片的线轴侧处;驱动针线穿过基片和一个或更多个间隔层两者使得一系列环从基片的内部侧穿过基片延伸到基片的外部侧并延伸到一个或更多个间隔层中并且可溶性底线在一个或更多个间隔层的外部侧之外;以及在将溶剂施加到可溶性底线之后,将一个或更多个间隔层远离基片移开,以将一个或更多个间隔层滑离该一系列环。
65.条款3.根据条款1-2中任一项所述的制造方法,其中所述针线是可熔线,并且其中将所述针线结合到所述基片的所述针侧包括在所述基片的所述针侧处向所述针线施加热。
66.条款4.根据条款1-2中任一项所述的制造方法,还包括:在驱动针线穿过基片之前,抵靠基片的针侧设置可熔化结合层;其中驱动针线穿过基片还包括驱动针线穿过可熔化结合层;并且其中将针线结合到基片的针侧包括向可熔化结合层施加热。
67.条款5.根据条款4所述的制造方法,其中可熔化结合层包括热塑性聚氨酯。
68.条款6.根据条款1-2中任一项所述的制造方法,还包括:将粘合剂施加到基片的针侧。
69.条款7.根据条款1-6中任一项所述的制造方法,其中一系列环被构造为钩环紧固件中的环部分。
70.条款8.根据条款1-6中任一项所述的制造方法,其中一系列环从鞋类鞋面向外延伸,并且环中的至少一些被构造为控球元件。
71.条款9.根据条款1-8中任一项所述的制造方法,其中可溶性底线是水溶性的并且溶剂是水。
72.条款10.根据条款1-9中任一项所述的制造方法,其中第一集群的环具有第一密度,并且第二集群的环具有不同于第一密度的第二密度。
73.条款11.根据条款1-10中任一项所述的制造方法,其中所述环中的第一组具有第一颜色,并且所述环中的第二组具有不同于第一颜色的第二颜色。
74.条款12.根据条款11所述的制造方法,其中,所述环中的第三组设置在第一组和第二组之间,并且具有从第一颜色变化到第二颜色的颜色梯度。
75.条款13.根据条款1-12中任一项所述的制造方法,其中物品是第一物品,基片是第一基片,针线是第一针线,并且所述方法还包括:用刺绣机器的针以第二图案驱动第二针线穿过第二基片,第二图案在颜色、环的密度或环的高度中的至少一个上不同于第一图案。
76.条款14.一种制造物品的制造方法,该方法包括:在基片的内部侧处设置一个或更多个间隔层使得一个或更多个间隔层的内部侧位于基片的线轴侧处;根据编程的第一图案
利用刺绣机器的针驱动针线穿过基片和一个或更多个间隔层两者,该编程的第一图案提供从基片的线轴侧向外延伸穿过一个或更多个间隔层并与设置在一个或更多个间隔层的外部侧上的底线接合的针线的一系列环;将针线结合到基片的与基片的线轴侧相对的针侧;移除底线;以及将一个或更多个间隔层远离基片移开,以将一个或更多个间隔层滑离该一系列环。
77.条款15.根据条款14所述的制造方法,其中底线是可溶性底线,并且其中通过向可溶性底线施加溶剂以溶解可溶性底线来移除底线。
78.条款16.根据条款15所述的制造方法,其中可溶性底线是水溶性的并且溶剂是水。
79.条款17.根据条款14所述的制造方法,其中针线是可熔线,并且其中将针线结合到基片的针侧包括向针线施加热。
80.条款18.根据条款14所述的制造方法,还包括:在驱动针线穿过基片之前,抵靠基片的针侧设置可熔化结合层;其中驱动针线穿过基片还包括驱动针线穿过可熔化结合层;并且其中将针线结合到基片的针侧包括向可熔化结合层施加热。
81.条款19.根据条款18所述的制造方法,其中可熔化结合层包括热塑性聚氨酯。
82.条款20.根据条款14-16中任一项所述的制造方法,还包括:将粘合剂施加到基片的针侧。
83.条款21.根据条款14-20中任一项所述的制造方法,其中一系列环被构造为钩环紧固件中的环部分。
84.条款22.根据条款21所述的制造方法,其中一系列环从鞋类鞋面向外延伸,并且环中的至少一些被构造为控球元件。
85.条款23.根据条款14-22中任一项所述的制造方法,其中所述环中的第一集群具有第一密度,并且所述环中的第二集群具有不同于第一密度的第二密度。
86.条款24.根据条款14-23中任一项所述的制造方法,其中所述环中的第一组具有第一颜色,并且所述环中的第二组具有不同于第一颜色的第二颜色。
87.条款25.根据条款24所述的制造方法,其中,所述环中的第三组设置在第一组和第二组之间,并且具有从第一颜色变化到第二颜色的颜色梯度。
88.条款26.根据条款14-25中任一项所述的制造方法,其中物品是第一物品,基片是第一基片,针线是第一针线,并且所述方法还包括:用刺绣机器的针以第二图案驱动第二针线穿过第二基片,第二图案在颜色、环的密度或环的高度中的至少一个上不同于第一图案。
89.条款27.一种物品,包括:基片;以及被构造为一系列环的线,该系列环被构造为钩环紧固件中的环部分并且以第一图案布置,并且延伸穿过基片且从基片的第一侧向外延伸;其中线被结合到基片的与基片的第一侧相对的第二侧;其中该物品是鞋类鞋面、服装或手提包。
90.条款28.根据条款27所述的物品,其中一系列环被构造为钩环紧固件中的环部分。
91.条款29.根据条款27-28中任一项所述的物品,其中线是可熔线,并且直接熔合到基片的第二侧。
92.条款30.根据条款27-28中任一项所述的物品,还包括:抵靠基片的第二侧设置的可熔化结合层;其中线延伸穿过可熔化结合层;并且其中线通过可熔化结合层结合到基片的第二侧。
93.条款31.根据条款27-30中任一项所述的物品,其中物品是鞋类鞋面,并且一系列环在鞋类鞋面的外部延伸。
94.条款32.根据条款31所述的物品,其中一系列环被构造为控球特征。
95.条款33.根据条款27-30中任一项所述的物品,其中物品是服装,并且一系列环被构造为钩环紧固件中的环部分。
96.条款34.根据条款27-30中任一项所述的物品,其中物品是手提包,并且一系列环被构造为钩环紧固件中的环部分。
97.为了帮助和阐明各个实施例的描述,各个术语在此被定义。除非另有指示,否则以下定义在整个本说明书(包括权利要求书)中适用。此外,所有提及的参考文献都以其整体并入本文。
[0098]“鞋类物品”、“鞋类制品”和“鞋类”可以被认为既是机器(machine)又是制造品。组装好的准备穿着的鞋类物品(例如鞋、凉鞋、靴子等)以及鞋类物品的分立部件(诸如鞋底夹层、鞋外底、鞋面部件等)在最终组装成准备穿着的鞋类物品之前在本文中被认为且可选择地以单数或复数被称为“鞋类物品”。
[0099]“一个(a)”、“一个(an)”、“该(the)”、“至少一个”和“一个或更多个”可互换地使用,以指示存在项中的至少一个项。除非上下文另外清楚地指示,否则可以存在多个这样的项。除非考虑到上下文另外明确或清楚地指示,否则在本说明书(包括所附权利要求书)中的参数(例如,量或条件)的所有数值应当被理解为在所有情况下由术语“大约”修饰,不管“大约”是否实际出现在该数值之前。“大约”指示所述的数值允许一些轻微的不精确性(有些接近该值的准确性;大约或适度地接近于该值;几乎)。如果由“大约”所提供的不精确性在本领域中没有以其他方式以这种普通含义被理解,那么如本文所使用的“大约”至少指示可能由测量和使用这些参数的普通方法引起的变化。另外,范围的公开应当被理解为具体公开了该范围内的所有值和进一步划分的范围。
[0100]
术语“包括(comprising)”、“包含(including)”和“具有(having)”是包含性的,并且因此指定所陈述的特征、步骤、操作、元件或部件的存在,但是不排除一个或更多个其它特征、步骤、操作、元件或部件的存在或添加。步骤、过程和操作的顺序可以在可能的时候被改变,并且可以采用另外的或可选择的步骤。如在本说明书中所使用的,术语“或”包括相关的所列项目的任何一个和所有的组合。术语“任何”被理解为包括所引用项的任何可能组合,包括所引用项的“任何一个”。术语“任何”被理解为包括所附权利要求的所引用权利要求的任何可能组合,包括所引用权利要求的“任何一个”。
[0101]
为了一致性和方便起见,在对应于图示的实施例的整个该详细描述中可以采用方向性形容词。本领域普通技术人员应认识到,诸如“上方”、“下方”、“向上”、“向下”、“顶部”、“底部”等的术语可以相对于附图描述性地被使用,而不代表对权利要求所限定的本发明范围的限制。
[0102]
术语“纵向”是指沿部件的长度延伸的方向。例如,鞋的纵向方向在鞋的鞋前部区域和鞋跟区域之间延伸。术语“向前(forward)”或“前向(anterior)”用于指从鞋跟区域朝向鞋前部区域的大致方向,并且术语“向后(rearward)”或“后向(posterior)”用于指相反的方向,即从鞋前部区域朝向鞋跟区域的方向。在一些情况下,部件可以用纵向轴线以及沿着该轴线的向前纵向方向和向后纵向方向来识别。纵向方向或纵向轴线也可以称为前-后
向方向或前-后向轴线。
[0103]
术语“横向(transverse)”是指沿部件的宽度延伸的方向。例如,鞋的横向方向在鞋的外侧面和内侧面之间延伸。横向方向或横向轴线也可以被称为侧向方向或侧向轴线或者中侧方向或中侧轴线。
[0104]
术语“竖直”是指大致垂直于侧向方向和纵向方向两者的方向。例如,在鞋底被平放在地表面上的情况下,竖直方向可以从地表面向上延伸。应理解的是,这些方向性形容词中的每一个可以应用于鞋底的各个部件。术语“向上(upward)”或“向上(upwards)”是指指向部件的顶部的竖直方向,该部件可以包括鞋面的鞋背、紧固区和/或鞋喉。术语“向下(downward)”或“向下(downwards)”是指与向上方向相反、指向部件的底部的竖直方向并且可以大致指向鞋类物品的鞋底结构的底部。
[0105]
鞋类物品(诸如鞋)的“内部(interior)”是指当鞋被穿着时由穿着者的足部所占据的空间处的部分。部件的“内部侧(inner side)”是指部件在组装好的鞋类物品中定向成朝向(或将定向成朝向)部件或鞋类物品的内部的侧或表面。部件的“外部侧(outer side)”或“外部(exterior)”是指部件在组装好的鞋中离开(或将离开)鞋的内部定向的侧或表面。在一些情况下,其他部件可以位于部件的内部侧与组装好的鞋类物品中的内部之间。类似地,其他部件可以位于部件的外部侧与组装好的鞋类物品外部的空间之间。此外,术语“向内的”和“向内地”是指朝向部件或鞋类物品(例如鞋)的内部的方向,并且术语“向外的”和“向外地”指朝向部件或鞋类物品(例如鞋)的外部的方向。此外,术语“近侧”是指当鞋类物品由使用者穿着时当足部插入鞋类物品中时更靠近鞋类部件的中央或者更靠近足部的方向。同样,术语“远侧”是指当鞋类物品由使用者穿着时当足部插入鞋类物品中时进一步远离鞋类部件的中央或者进一步远离足部的相对位置。因此,术语近侧和远侧可以被理解为提供大致相反的术语来描述相对的空间位置。
[0106]
虽然已经描述了多个实施例,但是本描述意图是示例性的,而不是限制性的,并且对于本领域普通技术人员来说将明显的是,在实施例的范围内的更多的实施例和实现方式是可能的。任何实施例的任何特征可以与任何其它实施例中的任何其它特征或元件组合地使用或取代任何其它实施例中的任何其它特征或元件,除非特别限制。因此,除了根据所附权利要求及其等同物之外,实施例不受限制。而且,在所附权利要求的范围内可以做出多种修改和变化。
[0107]
虽然已经详细描述了用于实施本教导的许多方面的数种模式,但是熟悉这些教导所涉及的领域的技术人员将认识到在所附权利要求的范围内的实施本教导的多种可选择的方面。意图是,在以上描述中所包含的或在附图中所示出的所有内容应被解释为普通技术人员将认识到的可选择的实施例的整体范围的说明和示例,这些可选择的实施例如由所包含的内容暗示、在结构上和/或功能上等同于所包含的内容,或者基于所包含的内容以其他方式变得明显,并且不仅仅限于那些明确描绘和/或描述的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1