透湿防水性服装的批量制造方法以及通过该方法制造的透湿防水性服装与流程
1.公开一种透湿防水性服装的批量制造方法以及通过该方法制造的透湿防水性服装。更具体地,公开一种透湿防水性服装的批量制造方法以及通过该方法制造的透湿防水性服装,该制造方法能够提供不包括接缝密封带(seam sealing tape)的透湿防水性服装。
背景技术:
2.近年来,随着韩国施行一周52小时工作制以后人们的业余时间变长,以及重视舒适闲暇生活的生活方式成为趋势,透湿防水性服装的销售量每年都创下很高的增长率。
3.同时,新冠肺炎疫情导致的大流行之后,因室内活动受限,更容易做身体运动的户外活动日益增加,随之户外服装的消费也变得更加活跃。
4.通常透湿防水性面料是指,具有如下功能的面料,将人体产生的水蒸气形式的汗排出到体外,同时防止雨水等液态水从外部渗入到衣物内部。上述的透湿防水性面料通常适用弹出液体以使其无法从外部渗透到面料表面的拒水加工。如上所述兼具透湿、防水、拒水三大重要特征的透湿防水面料广泛用于登山、滑雪、高尔夫、自行车、徒步旅行等户外服装或运动装以及休闲装等。
5.查阅现有技术中对如上所述的透湿防水服装制造用面料的制造方法,其透湿防水服装制造用面料分为纤维层与膜层通过粘合剂而已结合的两层结构(two layers)以及纤维层(外料)、膜层、纤维层(衬里)通过粘合剂而已结合的三层结构(three layers)。
6.韩国授权专利公报第10-1500681号公开了一种三层透湿防水面料,其包括:基材面料层,其经聚酯纤维原纱机织或编织后染色加工而成;两层透湿防水面料,其通过在所述基材面料层上形成聚氨酯材料的透湿防水膜层而成;以及三层透湿防水面料,其通过在所述两层透湿防水面料的透湿防水层上层压经聚酯纤维原纱机织或编织后染色加工的纤维面料层而成,其中,在所述聚氨酯材料的透湿防水膜层的至少一表面或与所述透湿防水膜层粘合的基材面料或被纤维面料粘合的表面,借助室温等离子加工来确保层之间的粘合耐用性。
7.韩国公开专利公报第10-2012-0140205公开了一种通过确保防水膜和织物的粘合力,可以力图轻量化的层压体及其制造方法。其公开的内容如下。层压体1是使防水性膜4介于第一布帛2和第二布帛3之间的层压体。第一布帛2是单位面积的质量为3g/m2至30g/m2的织物。该织物被树脂a对经纱和纬纱进行填隙处理。第一布帛2和防水性膜4被点状的树脂a5、树脂b6粘合。第二布帛3和防水性膜4被树脂c8粘合。已公开,作为树脂a,使用熔点为80℃至160℃的热硬化树脂或者热塑性树脂,作为树脂b,使用熔点比树脂a的熔点低5℃至40℃的热塑性树脂。
8.韩国公开专利公报第10-2014-0135888号公开了一种粘合性、透湿性以及透气性得到改善的透湿防水面料的制造方法,其通过在利用真空等离子体对表面进行改性从而粘合强度提高的纤维织物上,采用层压法层压聚氨酯类合成树脂来制成。
9.如上所述,关于透湿防水面料的现有技术中,膜层具有两层结构和三层结构且通过粘合剂已与面料层层压,并且因其确保了改善的粘合强度,因此无法分离层。如上所述,透湿防水面料只能在已经结合的状态下用于透湿防水性服装的制造。
10.如上所述,查阅对透湿防水服装制造方法的现有技术,透湿防水服装通过将已由粘合剂层压为两层或三层状态的透湿防水面料,根据服装的设计剪裁成正面、背面、侧面、手臂、兜帽等各个部位后经缝纫机等缝制而成。在此情况下,当缝制每个部位时,会通过使用缝纫线来缝制面料和面料的方式完成服装的形态。在此情况下,会通过缝合来连接已与膜层层压的面料与面料,而外部的雨水会经上述缝合产生的透湿防水膜层上的针孔流入透湿防水服装内部,因此会丧失作为防水服装的功能。为防止这种情况,现有的透湿防水服装在制造时为了使缝制处理后的接缝(seam)部位获得防水性,会粘附接缝密封(seam sealing)带而做整理,从而维持防水性能。
11.其中,会根据已层压的透湿防水面料的结构来使用相应的接缝密封带,由面料层与膜层层压而成的两层结构的透湿防水面料,在缝制处理后的接缝(seam)部位使用由防水膜层和粘合剂层组成的两层结构的接缝密封带,并且,由面料层(外料)、防水膜层以及面料层(衬里)组成的三层结构的透湿防水面料,在缝制处理后的接缝(seam)部位使用由面料层(外料)、防水膜层以及粘合剂层组成的三层结构的接缝密封带。
12.如上所述,根据每种功能性面料相应制造的接缝密封带通过能够进行封口的接缝封口机,用热风溶解粘合剂层并由压辊经接缝(sealing)处理过程后,能够在接缝部位维持防水功能。
13.查阅另一形式的关于透湿防水服装制造方法的现有技术,韩国公开专利公报第10-2018-0124341公开了一种抗拉强度和防水性能优异的户外服装的整理方法,其特征在于包括以下步骤:s1,在透湿防水织物彼此重叠的状态下用超声波焊接机进行第一次融合;s2,剪裁所述进行第一次焊接的透湿防水面料后装设拉链等;s3,在所述装设的拉链的内衬布与透湿防水面料彼此重叠的状态下用超声波焊接机进行第二次融合;s4,在所述粘合面上粘附并熔化聚合物粘合膜;s5,用接缝密封带整理所述拉链部分的外衬布以及末端部。
14.韩国授权专利公报第10-2249678号提供一种防水织物,其包括:具有朝向身体的表面和朝向外侧的表面的基底织物、以及设置在该基底织物的朝向外侧的表面上的疏水性防水阻隔、穿过防水织物的接缝、以及设置在该疏水性防水阻隔的朝向外侧的表面上且被对齐以将接缝密封、使水不得进入的防水带。另外,所述授权专利公开了一种部件制造方法,其中,部件具有露出有所述防水阻隔的朝向外的表面和对着所述基底材料的朝向内的表面,并且,形成所述部件的步骤包括:在两片所述防水阻隔之间形成接缝;以及将防水带粘结在所述防水阻隔的朝向外的表面上,其中,粘结防水带包括对齐所述防水带以密封接缝、使水不得进入。
15.但是,当使用根据现有技术的接缝密封带来整理透湿防水面料时,制造出的透湿防水服装的体积和重量会增加,并且还存在缝纫部位变硬的限制问题,同时因粘附在服装接缝部位的接缝密封带,透湿防水面料的透湿功能会大大降低。另外,因在衬里的内部处理或在外部处理接缝密封带,会使接缝密封带直接露出,因此很难做出整洁的整理。并且,当拉链或口袋等与透湿防水面料被一同缝制时,会加重透湿功能的下降,并使服装轻量化难以实现。另外,在制造透湿防水服装时,由于粘附接缝密封带使接缝部位变厚,从而降低穿
着舒适性,并引起透湿防水服装在设计上面临诸多限制等问题。
16.如上所述,现有技术由以下步骤组成:因膜层位于内侧(两层-膜内侧),或位于面料与面料侧之间(三层),或位于外侧(两层-膜外侧),通过与所述透湿防水膜层粘合来制造层压的面料(步骤1);剪裁所述透湿防水面料并形成接缝(通过缝制和超声波焊接机来焊接),从而制成服装的形态(步骤2);以及完成用于密封接缝的接缝密封带的整理,以完成防水服装(步骤3)。步骤1都由透湿防水面料制造厂家完成,而步骤2、步骤3都由缝制厂家来完成。
17.尤其,所述透湿防水服装的缝制主要是在东南亚进行,因此可以说偏重于地区的集中度很高。在大流行(例如,目前的新冠肺炎疫情)情况下,会按地区施行封锁措施,由此在地区偏重大的生产系统中可以说其导致的损失极大,因此很难通过生产多元化来形成稳定的供应链。
技术实现要素:
18.本发明的一实施方案提供一种透湿防水性服装的批量制造方法,该方法可以提供不包括接缝密封带的透湿防水性服装。
19.本发明的另一实施方案提供一种通过上述透湿防水性服装的批量制造方法制造的透湿防水性服装。
20.本发明一方面提供一种透湿防水性服装的批量制造方法,其包括以下步骤:
21.步骤s10,根据服装设计将面料基材和透湿防水性膜剪裁成多个单片,其中,所述多个单片至少形成第一单片组与第二单片组,所述第一单片组包括第一面料基材与第一透湿防水性膜,所述第二单片组包括第二面料基材与第二透湿防水性膜;
22.步骤s20,通过加工所述第一单片组形成第一层压体,其包括,将预定宽度的膜状胶粘剂沿一方向粘附到所述第一透湿防水性膜的第一表面一侧末端的步骤20-1、在所述第一面料基材的第一表面一侧末端沿一方向层压预定宽度离型纸的步骤s20-2、在所述第一面料基材上层压所述第一透湿防水性膜,以使所述第一透湿防水性膜的第一表面与所述第一面料基材的第一表面相对的步骤s20-3、通过部分热压接使所述第一透湿防水性膜与所述第一面料基材彼此部分临时接合的步骤s20-4、以及除去所述离型纸从而形成第一层压体的步骤s20-5;
23.步骤s30,通过加工所述第二单片组形成第二层压体,其包括,在所述第二面料基材上层压所述第二透湿防水性膜,以使所述第二透湿防水性膜的第一表面与所述第二面料基材的第一表面相对的步骤s30-1,以及通过热压接使所述第二透湿防水性膜与所述第二面料基材彼此临时接合,从而形成第二层压体的步骤s30-2;
24.步骤s40,配置所述第一层压体与所述第二层压体,以使其各自的面料基材彼此相对后,通过连接各自的面料基材形成接缝;
25.步骤s50,用所述第二层压体的所述第二透湿防水性膜覆盖所述接缝部位,然后用所述第一层压体的所述第一透湿防水性膜覆盖所述第二透湿防水性膜;以及
26.步骤s60,最终层压包括所述接缝在内的所述第一层压体与所述第二层压体。
27.在所述步骤s30-1之前,所述s30进一步包括步骤s30-0,即,在所述第二面料基材的第一表面一侧末端沿一方向层压预定宽度离型纸,在此情况下,所述步骤s30-2可以是热
压接使所述第二透湿防水性膜与所述第二面料基材彼此临时接合后除去所述离型纸,从而形成第二层压体。
28.所述面料基材经耐用拒水剂处理,不含全氟化合物(pfcs;perfluorocarbon),根据aatcc 22(纺织品拒水性试验方法)测量的初始拒水率为90%(4级)或更高,根据aatcc 22测量的洗涤10次后的拒水率可以达到80%(3级)或更高。
29.所述透湿防水性膜可以是依次层压离型层、膜层、基点层以及热熔点粘合剂层而形成的。
30.所述膜层厚度可以为5μm至100μm,所述热熔点粘合剂层的基重可以为5至20g/m2,所述基点层与热熔点粘合剂层可以构成单位密度为30至220个/cm2、线密度为13至45个/英寸的双重点层。
31.所述膜层可以包括聚氨酯、聚酯纤维、聚酰胺、聚四氟乙烯或它们的组合。
32.根据jis l 1099b-1测量的所述透湿防水性膜的透湿度可以为3000至50000g/m2/24hr,根据jis l 1092b测量的耐水压可以为5000至20000mmh2o。
33.所述透湿防水性膜可以是依次层压针织层、粘合剂层、膜层、基点层以及热熔点粘合剂层而形成的。
34.所述针织层的基重可以为15至45g/m2,所述膜层厚度可以为5μm至100μm,所述热熔点粘合剂层的基重可以为5至20g/m2,所述基点层与热熔点粘合剂层可以构成单位密度为30至220个/cm2、线密度为13至45个/英寸的双重点层。
35.根据jis l 1099b-1测量的所述透湿防水性膜的透湿度可以为3000至50000g/m2/24hr,根据jis l 1092b测量的耐水压可以为5000至20000mmh2o。
36.所述膜状胶粘剂可以包括离型纸层以及在其上层压的粘合剂层。
37.在所述步骤s20-3中,所述部分热压接可以通过手动熨斗或滚筒式粘合机来实现。
38.在所述步骤s40中,所述接缝可以通过缝制来形成。
39.在所述步骤s60中,所述最终层压可以通过经烫画机(heat press machine)的永久粘合方式进行。
40.本发明另一方面
41.提供一种不包括接缝密封带的透湿防水性服装,其通过所述透湿防水性服装的批量制造方法来制造。
附图说明
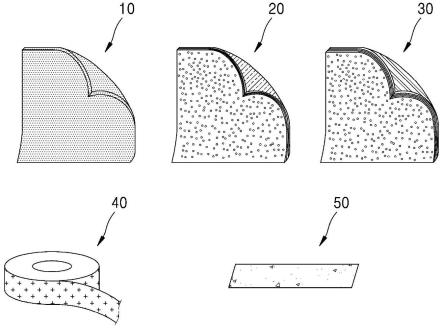
42.图1是示出用于根据本发明一实施方案的透湿防水性服装的批量制造方法的多个部件的图。
43.图2是图1的多个部件中面料基材与离型纸的剖面图。
44.图3是图1的多个部件中透湿防水性膜的剖面图。
45.图4是图1的多个部件中另一透湿防水性膜的剖面图。
46.图5是图1的多个部件中多个透湿防水性膜的平面图。
47.图6是图1的多个部件中膜状胶粘剂的剖面图。
48.图7至图14是用于顺序描述根据本发明一实施方案的透湿防水性服装的批量制造方法的图。
具体实施方式
49.下面,将参考附图详细描述根据本发明一实施方案的透湿防水性服装的批量制造方法。
50.在本说明书中,“一方向”是指与透湿防水性膜的一侧末端延伸的方向平行的方向。
51.图1是示出用于根据本发明一实施方案的透湿防水性服装的批量制造方法的多个部件的图。
52.参考图1,用于根据本发明一实施方案的透湿防水性服装的批量制造方法的多个部件包括面料基材10,透湿防水性膜20、30,膜状胶粘剂40以及离型纸50。
53.面料基材10经耐用拒水剂处理,不含全氟化合物(pfcs),根据aatcc 22测量的初始拒水率为90%(4级)或更高,根据aatcc 22测量的洗涤10次后的拒水率可以达到80%(3级)或更高。
54.透湿防水性膜20与透湿防水性膜30可以被择一使用。
55.另外,根据jis l 1099b-1测量的所述透湿防水性膜20、30的透湿度可以为3000至50000g/m2/24hr,根据jis l1092 b测量的耐水压可以为5000至20000mmh2o。
56.图2是图1的多个部件中面料基材10与离型纸50的剖面图。但是,面料基材10与离型纸50各自的厚度与宽度可以彼此不同。
57.图3是图1的多个部件中透湿防水性膜20的剖面图。
58.参考图3,透湿防水性膜20可以是依次层压离型层21、膜层22、基点层23以及热熔点粘合剂层24而形成的。
59.基点层23与热熔点粘合剂层24可以统称为双重点层23+24。
60.具体地,透湿防水性膜20在下部形成有离型层21的透湿防水性膜层22的上方转印基点层23,在所述基点层23的上方热结合热熔点粘合剂层24后冷却,从而可以包括稳定的双重点层23+24。
61.图4是图1的多个部件中另一透湿防水性膜30的剖面图。
62.参考图4,透湿防水性膜30可以是依次层压针织层31、粘合剂层32、膜层33、基点层34以及热熔点粘合剂层35而形成的。
63.如图4所示,透湿防水性膜30不包括图3所示的透湿防水性膜20中的离型层21,而是通过在膜层33的下方另外粘结针织层31来构成。粘结方式有将溶剂型聚氨酯粘合剂涂在整个表面以进行粘结的方式,通常将聚氨酯粘合剂溶解在甲基乙基酮(mek;methyl ethyl ketone)或二甲基甲酰胺(dmf;dimethylformamide)等有机溶剂中形成粘合剂层32时,由于粘合剂层32具有非常柔软的表面的同时有良好摩擦阻力、弹性、柔韧性、适应性以及耐药品性等各种优点,因此可以广泛用于织物涂层、涂料以及其它粘合剂等各种用途。但本发明并不限于此,可以利用其它粘结方式。例如,作为使用热熔粘合剂的间歇涂布方法,可以例举以点状涂布的方法或以网目状涂布的方法。
64.如上所述,通过在透湿防水膜层33的下方配备针织层31,用于制造透湿防水服装的面料基材就不需要衬里。
65.针织层31可以通过棉和麻等植物纤维,丝绸和羊毛等动物纤维,聚酰胺纤维、聚酯纤维、腈纶、人造丝、聚丙烯等合成纤维,或它们的组合来编织。
66.具体地,针织层31可以由尼龙或聚酯加工纱线制成,针织层31的基重可以为15至45g/m2,例如16至35g/m2。
67.当针织层31的基重超过45g/m2时,所制造的透湿防水服装的重量变重继而柔韧性不足,从而无法实现制造出的透湿防水服装的轻量化。另外,当针织层31的基重不足15g/m2时,透湿防水服装的外观就会出现不良。
68.另外,针织层31优选由经编针织物或圆机针织物编织,因为有经编针织物或圆机针织物组织的针织层具有优异的弹性、柔韧性以及悬垂性,因此具有粘附部位不产生皱纹或褶皱(puckering)的优点。
69.另外,针织物的制造方法有松弛织造的低针距(low gauge)、致密织造的高针距(high gauge)以及其中间值中针距(middle gauge)。所述针距(gauge)意指1英寸内放入的针数,当1英寸内的针数为26个或更多时分为高针距,20个或更少时分为低针距。上述针织层31可以由28至42针距来编织。
70.基点层34与热熔点粘合剂层35可以统称为双重点层34+35。
71.透湿防水性膜20、30的膜层22、33可以热粘合,其厚度可以为5μm至100μm。
72.另外,膜层22、33的材质只要具有伸缩性,就无特别限制。例如,膜层22、33可以包括聚氨酯、聚酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚酰胺、聚四氟乙烯、聚乙烯、聚丙烯或它们的组合。具体地,聚四氟乙烯可以在膜上均匀地形成气孔,从而表现出优异的透湿性,聚氨酯可以形成各种膜,如有气孔的膜以及具有亲水性的膜等,聚对苯二甲酸乙二醇酯和聚对苯二甲酸丁二醇酯可以形成透湿性、防水性、触感、耐用性优异以及外观出色的膜。另外,因聚酰胺的耐腐蚀性、耐磨性、耐化学性以及绝缘性优异,其广泛用作透湿防水用膜的原料。
73.另外,透湿防水性膜20、30的基点层23、34可以包括丙烯酸类树脂、聚氨酯类树脂、聚酰胺类树脂、聚酯类树脂、聚烯烃类树脂、聚氯乙烯(pvc;polyvinyl chloride)树脂、乙烯-醋酸乙烯(eva;ethylene vinyl acetate)树脂或它们的组合。
74.另外,透湿防水性膜20、30的热熔点粘合剂层24、35可以包括聚酰胺类树脂、聚氨酯类树脂、eva树脂、聚酯类树脂或它们的组合。
75.形成热熔点粘合剂层24、35的热熔粘合剂是通过在不使用水或溶剂的情况下,在室温下对固体状的不挥发、不易燃的热塑性树脂(thermoplastic-resin)加热并使其熔化而制成的,其可以是在以液态涂布于被粘物之后冷却和固化而发挥粘合力的热熔粘合剂。
76.图5是图1的多个部件中多个透湿防水性膜20、30的平面图。具体地,图5是多个透湿防水性膜20、30中双重点层23+24、34+35的平面图。
77.参考图5,双重点层23+24、34+35的形成密度可以单位密度显示,即,在透湿防水性膜20、30表面的1cm2内部形成的点的数量。在此情况下,双重点层23+24、34+35的单位密度可以是30至220个/cm2。
78.另外,双重点层23+24、34+35的形成密度如图5所示可以显示为线密度,即,在1英寸长的线上形成一排的点数。在此情况下,双重点层23+24、34+35的形成密度可以是13至45个/英寸。
79.在如上所述的单位密度以及线密度范围之内形成双重点层23+24、34+35时,根据jis l1099 b-1测量的透湿防水性膜20、30的透湿度可以维持在3000至50000g/m2/24h范
围,并且透湿性不会显着降低,因此可以具有优异的透湿度。
80.另外,由于热熔点粘合剂层24、35的粘合力优异,因此可以提高透湿防水性膜20、30的剥离耐用性与磨损耐用性。
81.图6是图1的多个部件中膜状胶粘剂40的剖面图。
82.参考图6,膜状胶粘剂40包括离型纸层41以及在其上层压的粘合剂层42。
83.离型纸层41具有维持形态的作用。
84.粘合剂层42可以包括具有热塑性的聚氨酯、聚酯、聚酰胺或它们的组合。
85.膜状胶粘剂40可以具有厚度为25μm至150μm,宽度为3mm至15mm的带状。
86.以现有接缝密封带为例,为了完全密封制接缝部位,可用宽度应达到20mm至22mm,但膜状胶粘剂40能够在3mm至15mm的宽度范围内根据面料基材的特性来使用,因此可以维持面料固有的特性并最大限度降低服装的重量。尤其是,以三层透湿防水服装为例,可以实现服装的轻量化的同时最大限度地实现透湿与弹性效果。
87.以利用现有接缝密封带为例,当接缝密封部位以防水性为准承受恒定水压(3psi:2000mmh2o water column)2分钟时,作为防水服装的性能就得到认可。其中,现有接缝密封带的结构大致分为两种,一种是由防水膜层与粘合剂层组成的两层接缝密封带,通常厚度为70μm至120μm,宽度为20mm至22mm的被广泛使用。另一种是由面料层、防水膜层以及粘合剂层组成的三层接缝密封带,通常厚度为250μm至400μm,宽度为20mm至22mm的被广泛使用。
88.与此相反,批量制造利用透湿防水性膜20的两层透湿防水面料以及服装时所需的膜状胶粘剂40与透湿防水性膜20直接粘合,因此可以25μm至60μm的范围的厚度达到足够的耐水压。另一方面,批量制造利用透湿防水性膜20的三层透湿防水面料以及服装时所需的膜状胶粘剂40,通过透湿防水性膜30的针织层31与其背面的膜层33粘合,因此可以70μm至150μm的范围的厚度达到足够的耐水压。
89.另外,当利用透湿防水性膜20、30制造服装时,通过用膜状胶粘剂40来对透湿防水性膜20、30的末端部进行整理,能够将水压维持在3,000mmh2o water column或更高2分钟,且因仅使用宽度为3mm至15mm、厚度为25μm至150μm的由一层组成的膜状胶粘剂40而能够实现服装的轻量化效果,并且由于膜状胶粘剂40外观上不可见,因此可以完成能够实现整洁外观效果的不包括接缝密封带(seam-sealing-tape free)的透湿防水服装。
90.图7至图14是用于顺序描述根据本发明一实施方案的透湿防水性服装的批量制造方法的图。
91.根据本发明一实施方案的透湿防水性服装的批量制造方法包括步骤s10,即,根据服装设计将面料基材和透湿防水性膜剪裁成多个单片。下面,将例举透湿防水性膜30进行描述,但是其它透湿防水性膜20也可以通过与透湿防水性膜30相同的方式,用于所述透湿防水性服装的批量制造方法。
92.所述多个单片至少可以形成第一单片组与第二单片组。
93.所述第一单片组可以包括第一面料基材10与第一透湿防水性膜30。
94.相似地,所述第二单片组可以包括第二面料基材10’与第二透湿防水性膜30’。
95.另外,所述透湿防水性服装的批量制造方法可以包括步骤s20,即,通过加工所述第一单片组形成第一层压体(图9中的100)。
96.参考图7,所述形成第一层压体的步骤s20可以包括步骤s20-1,即在第一透湿防水
性膜30的第一表面(即,上表面或下表面)一侧末端沿一方向粘附预定宽度的膜状胶粘剂40。具体地,可以按照第一透湿防水性膜30的宽度或长度,用剪刀sc来剪裁卷成卷状的膜状胶粘剂40,然后将其粘附于膜状胶粘剂40的第一表面一侧末端。
97.另外参考图8,所述形成第一层压体的步骤s20可以进一步包括步骤s20-2,即,在第一面料基材10的第一表面(即,上表面或下表面)一侧末端沿一方向层压预定宽度的离型纸50。所述离型纸50具有以下作用,在后面描述的部分临时接合步骤s20-3中,防止第一面料基材10与第一透湿防水性膜30至少以离型纸50的宽度临时接合(temporary adhesion)。代替性地,即使将离型纸50层压在第一透湿防水性膜30的第一表面(即,膜状胶粘剂40粘附的表面)上,而不是第一面料基材10的第一表面,也可以获得相同的效果。
98.另外参考图8,所述形成第一层压体的步骤s20可以进一步包括步骤s20-3,即,将第一透湿防水性膜30层压在第一面料基材10上,以使第一透湿防水性膜30的第一表面与第一面料基材10的第一表面相对(即,使膜状胶粘剂40夹置于第一面料基材10和第一透湿防水性膜30之间)。
99.另外参考图8,所述形成第一层压体的步骤s20可以进一步包括步骤s20-4,即,通过部分热压接使第一透湿防水性膜30与第一面料基材10彼此部分临时接合。所述部分临时接合是为了在进行后面将描述的步骤s60的最终层压之前,固定第一透湿防水性膜30与第一面料基材10的结合位置。在所述步骤s20-3中,所述部分热压接可以通过手动熨斗si或滚筒式粘合机(roller type fusing machine)实现。
100.另外,所述形成第一层压体的s20可以进一步包括步骤s20-5,即,在所述步骤s20-4后除去离型纸50,从而形成第一层压体。
101.结果,如图9所示,可以获得包括第一面料基材10,在第一面料基材10的一表面部分临时接合的第一透湿防水性膜30,粘附在第一透湿防水性膜30一表面末端的膜状胶粘剂40的第一层压体100。
102.另外,所述透湿防水性服装的批量制造方法可以包括步骤s30,即,通过加工所述第二单片组形成第二层压体(图9中的100’)。
103.所述形成第二层压体的步骤s30可以包括步骤s30-1,即,将第二透湿防水性膜30’层压在第二面料基材10’上,以使所述第二透湿防水性膜的第一表面(即,上表面或下表面)与第二面料基材10’的第一表面相对。与所述形成第一层压体的步骤s20不同,在所述形成第二层压体的步骤s30中,不将膜状胶粘剂40粘附于第二透湿防水性膜30’。
104.另外,所述步骤s30在所述步骤s30-1之前可以进一步包括步骤s30-0,即,在第二面料基材10’的第一表面一侧末端沿一方向层压预定宽度的离型纸50’,如图8中右侧附图所示。所述离型纸50’具有以下作用,在后面描述的临时接合步骤s30-2中,防止第二面料基材10’与第二透湿防水性膜30’至少以离型纸50的宽度临时接合。代替性地,即使将离型纸50’层压在第二透湿防水性膜30’的第一表面上,而不是第二面料基材10’的第一表面,也可以获得相同的效果。
105.另外,所述形成第二层压体的步骤s30可以进一步包括步骤s30-2,即,通过热压接使第二透湿防水性膜30’与第二面料基材10’彼此临时接合来形成第二层压体100'。所述临时接合是为了在进行后面将描述的步骤s60的最终层压之前,固定第二透湿防水性膜30’与第二面料基材10’的结合位置。在所述步骤s30-2中,所述热压接可以通过手动熨斗或滚筒
式粘合机来实现。具体地,所述热压接可以针对第二透湿防水性膜30’与第二面料基材10’的所有部分或一部分所进行。更具体地,当所述形成第二层压体的步骤s30不包括所述层压离型层的步骤s30-0时,所述热压接可以针对第二透湿防水性膜30’与第二面料基材10’的所有部分所进行(参考图13)。与此不同,当所述形成第二层压体的步骤s30包括所述层压离型层的步骤s30-0时,所述热压接可以针对第二透湿防水性膜30’与第二面料基材10’的一部分所进行(参考图9)。
106.另外,所述步骤s30在所述步骤s30-1之前进一步包括将离型纸50’层压于第二面料基材10’上的步骤s30-0时,所述步骤s30-2可以是通过热压接,使第二透湿防水性膜30’与第二面料基材10’彼此临时接合后除去离型纸50,从而形成第二层压体100’。
107.结果,如图9所示,可以获得包括第二面料基材10’,在第二面料基材10’的一表面部分临时接合的第二透湿防水性膜30’的第二层压体100’。
108.另外参考图10,所述透湿防水性服装的批量制造方法可以进一步包括s40,即,配置第一层压体100与第二层压体100’,以使其各自的面料基材10、10’彼此相对,然后各自连接面料基材10、10’形成接缝ft。其中,接缝ft可以通过缝制(stitching)来形成。
109.另外参考图11,所述透湿防水性服装的批量制造方法可以进一步包括步骤s50,即,首先用第二层压体100’的第二透湿防水性膜30’覆盖接缝ft部位,然后用第一层压体100的第一透湿防水性膜30覆盖第二透湿防水性膜30’。
110.另外,附图中虽未示出,但所述透湿防水性服装的批量制造方法可以进一步包括从粘附于第一透湿防水性膜30的膜状胶粘剂40中除去离型纸层41。
111.另外参考图12,所述透湿防水性服装的批量制造方法可以进一步包括步骤s60,即,包括接缝ft在内最终层压第一层压体100与第二层压体100’。具体地,所述最终层压可以通过经烫画机(heat press machine)的永久粘合方式进行。其中所需的永久粘合(permanent adhesion)条件根据面料基材10、10’的材质而不同,但通常可以在温度120至170℃的热压,0.3至0.5mpa的压力以及5至20秒的条件下进行。
112.图13是与图11形成对比的附图,表示所述形成第二层压体的步骤s30不包括所述层压离型层的步骤s30-0时的状况,其示出针对第二透湿防水性膜30’与第二面料基材10’的所有部分进行热压接,从而使所有部分临时接合。
113.图14是与图12形成对比的附图,其示出针对图13所示的层压体100、100’进行了最终层压。
114.具有如上所述结构的根据本发明一实施方案的透湿防水性服装的批量制造方法可以通过在缝制过程施加热量和压力从而将透湿防水性膜20、30层压在用于服装制造的面料基材10上的工序,制造出具有透湿防水功能的面料,与此同时,由于能够直接连接至透湿防水性服装的制造,因此可以最终缩短服装的制造步骤,从而能够提供最终产品的价格竞争力提高以及生产时间缩短的效果。另外,可以提高透湿防水性服装的设计完成度。
115.本发明另一方面提供一种不包括接缝密封带的透湿防水性服装,所述透湿防水性服装通过所述透湿防水性服装的批量制造方法来制造。
116.涉及一种在根据本发明一实施方案的透湿防水服装的制造工序中同时实现透湿防水面料制造以及透湿防水服装制造的方法,具有在不另外使用接缝密封带的情况下实现具有完美的防水功能的效果。
117.另外,因能够防止每个外层面料部位对同一染色批次(lot)生产面料的着色(shading),同时可以适用具有多种功能(高透湿性、高耐水压、透气性等)的可热粘合透湿防水性膜,因此具有按照身体构图(body mapping)来实现每个身体部位所需的最佳透湿防水服装的效果。
118.尤其,针对具有专业性以及地区偏重大的接缝密封工作所需的难度,无论是少量生产还是批量生产,仅用缝纫机、手动熨斗(iron)以及烫画机(heat press machine)就能在不受地区偏重影响的情况下缩短透湿防水服装的制造工序,还可以具有按照各种身体条件分别实现定制型透湿防水服装的效果。
119.以可热粘合的透湿防水性膜为例,由于其不需要配色(color matching),因此可以预先确保预定产量,并且因面料经染色和拒水处理就足,生产交货期短于现有透湿防水面料生产工序,因此具有能够缩短最终生产交货期的效果。
120.以上,参考附图描述了根据本发明的最佳的实施方案,但这仅是示例性的,所属领域的技术人员能够理解可以对本发明进行各种修改和等同的其它实施方案。因此,本发明的保护范围应以所附权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1