闭口隐形拉链定寸、熔接下止、穿拉头一体成型设备的制作方法
1.本实用新型涉及拉链制造设备,尤其是一种闭口隐形拉链定寸、熔接下止、穿拉头一体成型设备。
背景技术:
2.拉链被广泛应用到日常生活的各个领域中,已经成为人们生活中不可缺少的物品。拉链分为闭口拉链和开口拉链,在开口拉链生产过程中通常用定寸模对排好牙的长条拉链进行不同长度的定寸,定寸主要体现在长条拉链上切出一道刀口,刀口处形成无齿段,定寸之后再穿上拉头并打上下止然后切断,组合起来便成了一条完整的开口拉链。然而,这种方法通常设备较为零散,对下止需要进行精准定位,成型要求较高,未形成一整条流水生产线。而在闭口拉链中,下止位置仅需要进行永久闭合,成型要求低,因此,开口拉链的成型设备并不完全适应于闭口拉链上。
技术实现要素:
3.本实用新型的目的:为了克服现有技术的缺陷,本实用新型提供了一种闭口隐形拉链定寸、熔接下止、穿拉头一体成型设备,解决现阶段设备零散无法形成流水生产、设备不适应等问题。
4.本实用新型的技术方案:包括有定寸装置、熔接下止成型装置、穿拉头装置以及控制模块,拉链带自定寸装置引料经熔接下止成型装置后至穿拉头装置上;所述熔接下止成型装置包括有熔接定位机构、导向模以及超声波焊头,所述导向模上开设有用于引导拉链带的导向通道,所述熔接定位机构位于导向通道的前端,所述超声波焊头活动升降设置于导向通道的后端上方,所述导向通道后端的引料方向上还设置有用于拉动拉链带的拉带机构;所述熔接定位机构包括有定位钩以及定位钩升降驱动件,所述定位钩固定于定位钩升降驱动件的输出轴上并且定位钩活动穿过导向通道的前端位置上,以上升定位钩插入至导向通道上相邻拉链段之间的刀口内;所述定位钩与超声波焊头之间在导向通道上的间距与刀口的长度一致,所述控制模块与定位钩升降驱动件、超声波焊头信号连接以控制定位钩上升插入刀口并紧靠于刀口上止位置时驱动超声波焊头运行熔接动作。
5.采用上述技术方案,拉链带自定寸装置进行定寸后,再引料至熔接下止成型装置形成下止,最后通过穿拉头装置穿入拉头,从而形成一条自动化流水线,自动化程度提高,节省工人成本,提高加工效率;另外,将熔接下止成型装置置于穿拉头装置之前的工序中,对每段拉链带下止位置的链牙进行超声波振动溶化形成闭口隐形下止,适合下止成型要求低的闭口隐形拉链中,无需成型方块型下止,未穿入拉头的拉链带还可在导向通道内无碍通行,同时避免了拉头对超声波焊头的熔接作业,工序改进合理有序。
6.本实用新型的进一步设置:熔接下止成型装置的前端还设置有熔接感应机构,所述熔接感应机构包括有u形压片、l形摆杆、固定架以及传感器,所述l形摆杆的直角处穿入一转轴与固定架转动连接,所述l形摆杆的下方设置有供拉链带引料通过的感应通道,所述
u形压片固定于l形摆杆的一端上且紧压于感应通道上的拉链带顶面上,所述l形摆杆的另一端设置有紧压拉簧且与紧压拉簧的一端固定连接,所述紧压拉簧的另一端固定于固定架上,所述传感器检测l形摆杆的摆动且与控制系统电连接。
7.采用上述进一步设置,u形压片对拉链带紧压,在拉链带刀口处下降使l形摆杆产生摆动,从而传感器对刀口位置进行感应,如此可以向熔接定位机构发出信号,使定位钩准确插入刀口内,使定位更加精准。
8.本实用新型的再进一步设置:穿拉头装置包括有穿头执行机构、拉头振动盘、供拉头滑移的拉头轨道、用于拉动拉链带的拉带组件以及推动机构,所述拉头振动盘与拉头轨道连接且供应拉头于拉头轨道上,所述推动机构位于拉头轨道的出口端且推动拉头进入穿头执行机构,所述拉带组件自拉带机构引入拉链带且引导至穿头执行机构内以供穿头执行机构穿拉头于拉链带上。
9.采用上述再进一步设置,通过拉带组件、拉带机构的引导,成型下止后快速将拉头引导穿入拉链带中,实现快速穿拉头作业,有利于提高加工效率,减少拉链带爆开的情况发生。
10.本实用新型的再更进一步设置:导向模包括有上模板和下模板,所述上模板和下模板合围形成导向通道,所述导向通道的底部横截面呈中间凸起两侧凹陷的形状。
11.采用上述再更进一步设置,中间凸起两侧凹陷的形状可抬高位于中间位置的拉链带链牙,使超声波焊头便于正对拉链带的链牙处进行操作,而避免损坏拉链带两侧的布带。
12.本实用新型的再更进一步设置:上模板上开设有供超声波焊头通过的焊头通道,所述焊头通道两侧的上模板上具有位于拉链带布带上方的抵挡底面。
13.采用上述再更进一步设置,超声波焊头穿入焊头通道内进行熔接动作,抵挡底面可以避免拉链带布带熔化受损。
附图说明
14.图1为本实用新型拉链带成品的结构示意图;
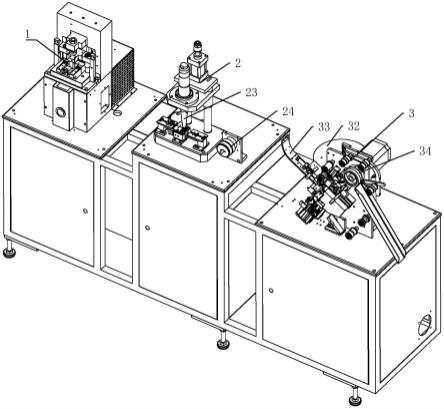
15.图2为本实用新型具体实施例的结构示意图;
16.图3为本实用新型熔接下止成型装置的部分结构示意图一;
17.图4为本实用新型熔接下止成型装置的部分结构示意图二;
18.图5为本实用新型穿拉头装置的结构示意图;
19.其中,1、定寸装置;2、熔接下止成型装置;3、穿拉头装置;21、熔接定位机构;22、导向模;23、超声波焊头;24、拉带机构;221、导向通道;211、定位钩;212、定位钩升降驱动件;25、熔接感应机构;251、u形压片;252、l形摆杆;253、固定架;254、紧压拉簧;31、穿头执行机构;32、拉头振动盘;33、拉头轨道;34、拉带组件;35、推动机构;222、上模板;223、下模板;2221、焊头通道;2222、抵挡底面;6、拉链带;61、拉头;62、刀口;63、布带;64、链牙。
具体实施方式
20.如图1-图5所示的闭口隐形拉链定寸、熔接下止、穿拉头一体成型设备,包括有定寸装置1、熔接下止成型装置2、穿拉头61装置3以及控制模块,拉链带6自定寸装置1引料经熔接下止成型装置2后至穿拉头61装置3上。拉链带6自定寸装置1进行定寸后,再引料至熔
接下止成型装置2形成下止,最后通过穿拉头61装置3穿入拉头61,从而形成一条自动化流水线。熔接下止成型装置2包括有熔接定位机构21、导向模22以及超声波焊头23,导向模22上开设有用于引导拉链带6的导向通道221,熔接定位机构21位于导向通道221的前端,即导向通道221的入口处,超声波焊头23活动升降设置于导向通道221的后端上方,即导向通道221的出口处上方,导向通道221后端的引料方向上还设置有用于拉动拉链带6的拉带机构24。通过拉带机构24拉动,拉链带6自熔接定位机构21穿入至导向通道221内,后通过超声波焊头23下方。熔接定位机构21包括有定位钩211以及定位钩升降驱动件212,定位钩211固定于定位钩升降驱动件212的输出轴上并且定位钩211活动穿过导向通道221的前端位置上,以上升定位钩211插入至导向通道221上相邻拉链段之间的刀口62内;定位钩211与超声波焊头23之间在导向通道221上的间距与刀口62的长度一致,控制模块与定位钩升降驱动件212、超声波焊头23信号连接以控制定位钩211上升插入刀口62并紧靠于刀口62上止位置时驱动超声波焊头23运行熔接动作。拉链带6引导进入导向通道221后,定位钩211上升插入刀口62内,在拉链带6受到到拉带机构24一定拉动力的作用下,定位钩211紧靠在刀口62后段拉链带6的上止位置上,而超声波焊头23恰好位于前段拉链带6的下止位置上方,可下降进行熔接操作。
21.熔接下止成型装置2的工序前端还设置有熔接感应机构25,熔接感应机构25包括有u形压片251、l形摆杆252、固定架253以及传感器,l形摆杆252的直角处穿入一转轴与固定架253转动连接,l形摆杆252的下方设置有供拉链带6引料通过的感应通道,u形压片251固定于l形摆杆252的底部一端上,并且u形压片251紧压在感应通道上的拉链带6中间链牙64顶面上,从而可以感应到刀口62无齿端的位置;l形摆杆252的顶部端部设置有紧压拉簧254,紧压拉簧254的一端钩在l形摆杆252的顶部端部上,紧压拉簧254的另一端钩在固定架253上,紧压拉簧254可以u形压片251使始终紧压在拉链带6上。传感器检测l形摆杆252的摆动且与控制系统电连接,控制系统发送信号给熔接定位机构21,驱使定位钩升降驱动件212适时运行,使定位钩211准确插入刀口62内。
22.穿拉头61装置3包括有穿头执行机构31、拉头61振动盘32、供拉头61滑移的拉头61轨道33、用于拉动拉链带6的拉带组件34以及推动机构35,拉头61振动盘32与拉头61轨道33连接且供应拉头61于拉头61轨道33上,从拉头61振动盘32振动出料,到拉头61轨道33进行排列;推动机构35位于拉头61轨道33的出口端,从而推动机构35可推动拉头61轨道33出口端的拉头61进入穿头执行机构31。拉带组件34自拉带机构24引入拉链带6并且且引导至穿头执行机构31内,穿头执行机构31执行穿拉头61作业于拉链带6上。
23.导向模22包括有上模板222和下模板223,上模板222和下模板223合围形成导向通道221,导向通道221的主体部分位于下模板223处,导向通道221的底部横截面呈中间凸起两侧凹陷的形状,中间凸起为了抬高位于中间位置的拉链带6链牙64便于超声波焊头23操作,两侧凹陷为了拉链带6两侧的布带63尽可能远离超声波焊头23,避免损坏布带63。为了进一步防止拉链带6布带63熔化受损,上模板222上开设有供超声波焊头23通过的焊头通道2221,焊头通道2221两侧的上模板222上具有位于拉链带6布带63上方的抵挡底面2222,抵挡底面2222可以抵挡热量传导至拉链带6布带63上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1