一种薄膜手套机的制作方法
1.本实用新型属于手套加工设备技术领域,具体涉及一种薄膜手套机。
背景技术:
2.一次性薄膜手套机通常由机架,在机架上由前至后依次设置的膜料入料控制机构,膜料缓冲机构,高温手模成型机构、切割及出料机构组成。
3.中国专利授权公告号cn2817495y,授权公告日2006年9月20日,发明创造的名称为《一次性薄膜手套加工机》,该实用新型公开了一种一次性薄膜手套加工机,其膜料缓冲机构包括将呈“v”形的塑料薄膜拉平的竹帘,竹帘体的一端固定,竹帘体的自由端弯曲或折叠在呈“v”形的塑料薄膜的底部。中国专利授权公告号cn211129849u,授权公告日为2020年7月31日,发明创造的名称为《一种双层手套机》,该实用新型公开了一种包括两组薄膜输送结构的手套机,所述薄膜输送结构通过活动连接的滑动辊组实现薄膜输送时的缓冲。
4.目前,膜料缓冲机构主要有以上两种类型。这两种类型都能保证膜料在膜料缓冲机构处具有一定的存量,在长度变化时始终保持膜料张紧无褶皱。但是,当膜料长度缩短到一定范围后,膜料受到过大的拉力,会导致竹帘或滑动辊会被折叠或滑动,从而碰触到膜料导致膜料损伤。同时,竹帘和滑动辊容易产生静电,双层膜料在输送至高温手模成型机构前易分离,会导致压模歪斜,影响产品质量,常需要附加其他除静电的机构以保证膜料输送的稳定性。
5.若双层膜料经高温手模成型机构压模后因静电导致膜料分离,会造成出料堆叠时卷翘,影响生产效率。
技术实现要素:
6.为解决现有技术的不足,本实用新型提供了一种薄膜手套机,以改善膜料碰触现有膜料缓冲机构造成的膜料损伤,以及产生的静电。并消除膜料输送至切割及出料机构进行堆叠包装时由于静电导致的卷翘。
7.本实用新型所提供的技术方案如下:
8.一种薄膜手套机,包括沿物料输送方向依次设置的膜料入料控制机构、膜料缓冲机构、高温手膜成型机构、导辊支架和切割及出料机构。
9.基于上述技术方案,可以实现薄膜手套的制作。
10.具体的,所述膜料入料控制机构包括上、下两个水平且平行设置的原料辊,在各所述原料辊沿物料输送方向的后端分别设置有至少一个纠偏导辊,各所述原料辊可拆卸的安装在机架上,各所述纠偏导辊固定在机架上。
11.基于上述技术方案,可以实现膜料入料的控制。具体的,采用轴式制动且单向制动的原料辊。
12.具体的,所述膜料缓冲机构包括:
13.上、下两组水平且平行设置的水平夹紧橡胶对辊,各所述水平夹紧橡胶对辊包括
主动橡胶辊和被动橡胶辊,各所述主动橡胶辊通过皮带连接电机;
14.上、下两个负离子吹风装置,分别沿物料输送方向设置在对应的水平夹紧橡胶对辊的后端;
15.上、下两个薄膜隔层,分别位于对应的负离子吹风装置的下方;
16.上、下两个静电棒,分别沿物料输送方向设置在对应的负离子吹风装置的后端;
17.以及若干纠偏导辊,分别沿物料输送方向设置在对应的负离子吹风装置的后端;
18.各所述水平夹紧橡胶对辊、各所述负离子吹风装置、各所述薄膜隔层、各所述静电棒和各所述纠偏导辊分别安装在机架上。
19.基于上述技术方案,可实现对膜料的缓冲。并且,使用负离子吹风装置用作膜料缓冲机构,在保证间歇进给料始终保持膜料张紧无褶皱的同时,还可防止现有装置对膜料的刮损,去除膜料表面的静电,保证精准压模。
20.具体的,所述高温手膜成型机构包括:
21.自上而下依次水平设置的上热切模具、上定模座、下热切模具和下定模座,所述下定模座固定在机架上,所述上定模座通过两侧的支撑杆固定在机架上;
22.分别在四个角处依次贯穿并滑动连接所述上热切模具、所述上定模座、所述下热切模具、所述下定模座和机架的四根导向杆,各所述导向杆的下端固定连接到第一连接架上;
23.以及带动所述第一连接架上、下往复运动的第一往复机构。
24.基于上述技术方案,可以实现上、下热切模具的同步动作。
25.具体的,所述第一往复机构包括水平设置的偏心轴,其具有主轴段和第一偏心段,所述第一偏心段转动连接竖向设置的第一连杆的一端,所述第一连杆的另一端转动连接竖直设置的第二连杆的一端,所述第二连杆的另一端固定连接所述第一连接架,所述第二连杆滑动连接在竖直设置的限位套筒中,所述主轴段固定连接驱动电机,所述限位套筒和所述驱动电机固定在机架上。
26.基于上述技术方案,可以方便的实现上、下热切模具的同步且定频率的上、下往复动作。
27.具体的,所述导辊支架包括沿物料输送方向前、后设置的两根导辊支柱,各所述导辊支柱上安装有一个纠偏导辊,各纠偏导辊沿导辊支柱架的高度可调,各所述导辊支柱固定在机架上。
28.基于上述技术方案,可以通过调整纠偏导辊的高度,调整路径长度,从而使上、下手套同步的到达后续工段。
29.具体的,所述切割及出料机构包括沿物料输送方向前、后设置的出料紧夹橡胶对辊和切割装置,所述切割装置包括:
30.刀架,其两端分别固定连接一个竖向导杆的上端,其下部设置有刀体,所述刀体位于靠近所述导辊支架的一侧;
31.固定在机架上的切刀座,其两端分别固定有滑块,各所述竖向导杆依次贯穿并滑动连接一个所述的滑块和机架,各所述竖向导杆的下端固定连接第二连接架,所述切刀座上设置有砧板;
32.以及带动所述第二连接架上、下往复运动的第一往复机构。
33.基于上述技术方案,可以实现对手套的切割及出料。
34.具体的,所述第二往复机构包括水平设置的偏心轴,其具有主轴段和第二偏心段,所述第二偏心段转动连接竖向设置的第三连杆的一端,所述第三连杆的另一端转动连接竖直设置的第四连杆的一端,所述第四连杆的另一端固定连接所述第二连接架,所述第四连杆滑动连接在竖直设置的限位套筒中,所述主轴段固定连接驱动电机,所述限位套筒和所述驱动电机固定在机架上。
35.基于上述技术方案,可以方便的实现刀体的定频率的切割动作。
36.进一步的,所述切刀座上设置有吹风机,其沿物料输送方向设置在切刀座的后端;固定在刀架上的水平压板,所述水平压板沿着物料输送方向的长度可调。
37.基于上述技术方案,使用倾斜压板配合负离子吹风装置,可去除出料堆叠时膜料间的空气及膜料表面的静电,提高后续包装效率。
38.进一步的,所述高温手膜成型机构和所述切割及出料机构分别通过同一根偏心轴转动连接同一台驱动电机。
39.基于上述技术方案,可以方便的实现手膜成型机构的成型和切割及出料机构的切割动作同频率进行,确保产线的顺利运行。
附图说明
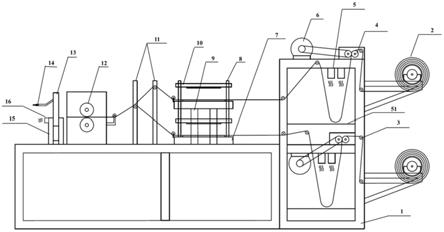
40.图1是本实用新型所提供的薄膜手套机的结构示意图。
41.附图1中,各标号所代表的结构列表如下:
42.1、机架,2、原料辊,3、纠偏导辊,4、水平夹紧橡胶对辊,5、负离子吹风装置,6、电机,7、下定模座,8、导向杆,9、支撑杆,10、上热切模具,11、导辊支柱,12、出料紧夹橡胶对辊,13、刀架,14、水平压板,15、切刀座,16、吹风机。
具体实施方式
43.以下对本实用新型的原理和特征进行描述,所举实施例只用于解释本实用新型,并非用于限定本实用新型的范围。
44.需要说明的是,当一个零件或组件被认为是“连接”、“位于”、“装配”在另一个零件或组件上时,它可以是直接设置在另一个零件和组件上或者可能同时存在居中零件和组件。本文所使用的术语“左”、“右”、“上”、“下”以及类似的表述只是为了说明的目的。
45.在一个具体实施方式中,如图1所示,薄膜手套机包括沿物料输送方向依次设置的膜料入料控制机构、膜料缓冲机构、高温手膜成型机构、导辊支架和切割及出料机构。基于此技术方案,可以实现薄膜手套的制作。
46.在一个实施例中,如图1所示,膜料入料控制机构包括上、下两个水平且平行设置的原料辊2,在各原料辊2沿物料输送方向的后端分别设置有至少一个纠偏导辊3,各原料辊2可拆卸的安装在机架1上,各纠偏导辊3固定在机架1上。基于此技术方案,可以实现膜料入料的控制。具体的,采用轴式制动且单向制动的原料辊。
47.在一个实施例中,如图1所示,膜料缓冲机构包括:上、下两组水平且平行设置的水平夹紧橡胶对辊4,各水平夹紧橡胶对辊4包括主动橡胶辊和被动橡胶辊,各主动橡胶辊通过皮带连接电机6;上、下两个负离子吹风装置5,分别沿物料输送方向设置在对应的水平夹
紧橡胶对辊4的后端;上、下两个薄膜隔层,分别位于对应的负离子吹风装置5的下方;上、下两个静电棒,分别沿物料输送方向设置在对应的负离子吹风装置5的后端;以及若干纠偏导辊3,分别沿物料输送方向设置在对应的负离子吹风装置5的后端;各水平夹紧橡胶对辊4、各负离子吹风装置5、各薄膜隔层、各静电棒和各纠偏导辊3分别安装在机架1上。基于此技术方案,可实现对膜料的缓冲。并且,使用负离子吹风装置用作膜料缓冲机构,在保证间歇进给料始终保持膜料张紧无褶皱的同时,还可防止现有装置对膜料的刮损,去除膜料表面的静电,保证精准压模。
48.在一个实施例中,如图1所示,高温手膜成型机构包括:自上而下依次水平设置的上热切模具10、上定模座、下热切模具和下定模座7,下定模座7固定在机架1上,上定模座通过两侧的支撑杆9固定在机架1上;分别在四个角处依次贯穿并滑动连接上热切模具10、上定模座、下热切模具、下定模座7和机架1的四根导向杆8,各导向杆8的下端固定连接到第一连接架上;以及带动第一连接架上、下往复运动的第一往复机构。基于此技术方案,可以实现上、下热切模具的同步动作。
49.在一个实施例中,如图1所示,导辊支架包括沿物料输送方向前、后设置的两根导辊支柱11,各导辊支柱11上安装有一个纠偏导辊3,各纠偏导辊3沿导辊支柱11架的高度可调,各导辊支柱11固定在机架1上。基于此技术方案,可以通过调整纠偏导辊的高度,调整路径长度,从而使上、下手套同步的到达后续工段。
50.在一个实施例中,如图1所示,切割及出料机构包括沿物料输送方向前、后设置的出料紧夹橡胶对辊12和切割装置,切割装置包括:刀架13,其两端分别固定连接一个竖向导杆的上端,其下部设置有刀体,刀体位于靠近导辊支架的一侧;固定在机架1上的切刀座15,其两端分别固定有滑块,各竖向导杆依次贯穿并滑动连接一个的滑块和机架1,各竖向导杆的下端固定连接第二连接架,切刀座15上设置有砧板;以及带动第二连接架上、下往复运动的第一往复机构。基于此技术方案,可以实现对手套的切割及出料。
51.在一个实施例中,如图1所示,切刀座15上设置有吹风机16,其沿物料输送方向设置在切刀座15的后端;固定在刀架13上的水平压板14,水平压板14沿着物料输送方向的长度可调。基于此技术方案,使用倾斜压板配合负离子吹风装置,可去除出料堆叠时膜料间的空气及膜料表面的静电,提高后续包装效率。
52.在一个实施例中,第一往复机构包括水平设置的偏心轴,其具有主轴段和第一偏心段,第一偏心段转动连接竖向设置的第一连杆的一端,第一连杆的另一端转动连接竖直设置的第二连杆的一端,第二连杆的另一端固定连接第一连接架,第二连杆滑动连接在竖直设置的限位套筒中,限位套筒和驱动电机固定在机架1上。第二往复机构包括与第一往复机构相同的水平设置的偏心轴,其还具有第二偏心段,第二偏心段转动连接竖向设置的第三连杆的一端,第三连杆的另一端转动连接竖直设置的第四连杆的一端,第四连杆的另一端固定连接第二连接架,第四连杆滑动连接在竖直设置的限位套筒中,限位套筒和驱动电机固定在机架1上。主轴段固定连接同一台驱动电机。基于此技术方案,可以方便的实现上、下热切模具的同步且定频率的上、下往复动作。也可以方便的实现刀体的定频率的切割动作。并且,可以确保手膜成型机构的成型和切割及出料机构的切割动作同频率进行,确保产线的顺利运行。
53.以上仅为本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限
制;凡本行业的普通技术人员均可按说明书附图所示和以上而顺畅地实施本实用新型;但是,凡熟悉本专业的技术人员在不脱离本实用新型技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本实用新型的等效实施例;同时,凡依据本实用新型的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本实用新型的技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1