一种拉链头组装机的制作方法
1.本实用新型涉及拉链生产设备领域,具体涉及一种拉链头组装机。
背景技术:
2.拉链头一般包括拉片、拉头本体以及连接两者的连接件。现有的拉链头多采用人工组装的方式,生产效率低,人力成本高且工人工作强度大,现有技术中也具有用于组装拉链头的结构,如cn 105935182 a所示,一种拉链头组装机,包括机架、振动盘送料机构和转台,转台包括间歇转动的转盘和支撑转盘的转台底座,转盘上开设有多个用于放置拉链头的工位槽,多个工位槽围绕转盘中心呈辐射状分布,每个工位槽内安装有能容置拉链头的夹持块,每个夹持块的前部开设有与拉链头的拉头本体形状相匹配的的定位槽;转盘的上方设置有能处于拉头本体的帽盖正上方的冲压头,冲压头与设置在转台旁侧的驱动件传动相连;拉链头组装机还包括将组装完成的拉链头与转台进行分离的退料机构,退料机构包括对拉链头进行侧边导向的退料挡块,以及通过气体喷吹将拉链头吹出定位槽的喷吹管;夹持块内设置有对拉链头施以推力以促进退料的推料组件,推料组件包括推动拉链头向外移动的顶杆,驱动顶杆横向移动的击打帽、连杆和推板,连杆的一端与击打帽铰接,连杆的另一端与推板铰接;夹持块具有供击打帽纵向移动的第一传动槽和供推板和与顶杆横向移动的第二传动槽,击打帽和顶杆上分别套设有弹簧;夹持块的后部向上凸设有定位部,第一传动槽开设于定位部,击打帽突出于定位部的上端面,定位槽的端面上开设有供顶杆穿过的通孔;退料机构还包括敲打击打帽的击打气缸,击打气缸的气缸推杆纵向设置,且气缸推杆能处于待退料拉链头所在的夹持块的定位部正上方。
3.结构上,由于涉及了多个装配动作,采用人力组装生产效率较低,而目前也并没有专用的设备能够达到连续性装配生产的目的。
技术实现要素:
4.因此,本实用新型提供一种拉链头组装机,解决了现有的拉链头组装生产效率低的问题。
5.为达到上述目的,本实用新型是通过以下技术方案实现的:
6.一种拉链头组装机,包括机架以及设于机架上的分度盘,所述分度盘上均布有若干装配工位,依分度盘的转动方向且位于各装配工位上方依次设置有连接件进料槽、拉片进料槽、拉头本体进料槽以及用于出料的出料槽,所述连接件进料槽、拉片进料槽以及拉头本体进料槽均连接对应的用于供料的振动盘送料组件;
7.各所述装配工位上均安装有用以置入待组装零件的装配块,所述装配块上开设有装配槽,所述装配槽下端设置滑块以及推动所述滑块上下滑动的顶杆;
8.所述连接件进料槽的输出端位于装配槽上方,以使连接件以其上开口朝上的方向置入所述装配槽内;
9.所述拉片进料槽的输出端倾斜设置且位于装配块的侧部,以使所述拉片在输出后
卡置在连接件上;
10.所述拉头本体进料槽输出端处设有一装配组件,所述装配组件包括往复运动于装配槽与拉头本体进料槽输出端的横移块、开设于所述横移块上用于接受拉头本体进料槽送出的物料的接料槽、用于推动物料由接料槽进入装配槽内的完成装配的压杆。
11.优选的,所述分度盘下方的机架上设置用于驱动组装机运作的传动机构,所述传动机构包括传动电机、架设在机架上与传动电机传动连接的传动轴、安装在传动轴上的用于驱动所述压杆的下压凸轮组件、用于驱动横移块的横移凸轮组件、用于顶出卸料的卸料凸轮组件、用于拉片安装的拉片装配凸轮组件以及用于与所述分度盘上分度器传动连接的齿轮组。
12.优选的,所述出料槽上方设有用于组装后拉链头出料的拨料电机及拨料杆。
13.优选的,所述装配槽侧部设有用于拉片在移动时位置限制的限位槽。
14.优选的,位于所述拉头本体进料槽位置的所述分度盘上设有用于防止拉头本体组装时拉片位移的限位板。
15.优选的,位于连接件进料槽、拉片进料槽、拉头本体进料槽之间位置的所述分度盘上设置有物料检测机构。
16.优选的,所述出料槽内设置剔废通道,所述剔废通道处安装有剔废板以及驱动剔废板运动的剔废机构,所述剔废机构与物料机构检测电信号连接以检测废品并完成剔废。
17.通过采用前述技术方案,本实用新型的有益效果是:
18.本实用新型针对拉链头的不同组合零件及其组装步骤进行相应组装设备的设计,通过自动进料、移动、顶出、下压等一系列的组装动作,使其能够完成连续自动化的生产,改变了传统由人工组装的缺点,生产效率高,集成度高;传动上,采用一个传动电机配合各个凸轮结构进行传动的形式,以带动各装配动作及分度盘的运行,相较于传统采用气缸的结构,能够减少能源消耗,提高能效比及能源利用率,符合当下对于节能减排的生产要求,节约生产能源,降低生产消耗。
附图说明
19.图1为本实用新型实施例拉链头的结构示意图;
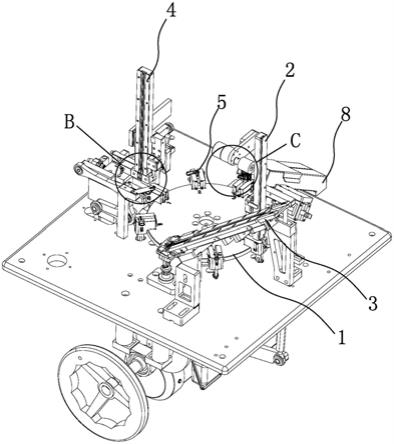
20.图2为本实用新型实施例的整体结构示意图;
21.图3为本实用新型实施例另一视角的整体结构示意图;
22.图4为装配块的结构示意图;
23.图5为图2中a处局部放大结构示意图;
24.图6为图3中b处局部放大结构示意图;
25.图7为本实用新型实施例传动机构的整体结构示意图;
26.图8为本实用新型实施例另一视角的传动机构的整体结构示意图;
27.图9为图3中c处局部放大结构示意图;
28.图10为本实用新型实施例剔废机构的结构示意图。
29.附图标记:1、分度盘;1’、拉片;2’、拉头本体;3’、连接件;2、连接件进料槽;3、拉片进料槽;4、拉头本体进料槽;5、装配块;51、装配槽;52、滑块;53、顶杆;54、限位槽;55、限位板;6、横移块;61、接料槽;62、压杆;7、传动电机;71、传动轴;72、下压凸轮组件;73、横移凸
轮组件;74、卸料凸轮组件;75、拉片装配凸轮组件;76、齿轮组;8、出料槽;81、拨料电机;82、拨料杆;83、剔废通道;84、剔废板。
具体实施方式
30.以下将结合具体实施例来详细说明本实用新型的实施方式,借此对本实用新型如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。
31.实施例
32.参考图1,为本技术方案所设计的拉链头结构,其包括拉片1’、拉头本体2’以及连接件3’,其中,连接件3’呈u型结构,拉片1’通过其上的开口卡置在连接连接件3’上后将拉头本体2’置入连接件3’内完成安装;
33.具体的,如图2至图10所示,一种拉链头组装机,包括机架以及设于机架上的分度盘1,所述分度盘1上均布有若干装配工位,依分度盘1的转动方向且位于各装配工位上方依次设置有连接件进料槽2、拉片进料槽3、拉头本体进料槽4以及用于出料的出料槽8,所述连接件进料槽2、拉片进料槽3以及拉头本体进料槽4均连接对应的用于供料的振动盘送料组件(图中未示出);
34.各所述装配工位上均安装有用以置入待组装零件的装配块5,所述装配块5上开设有装配槽51,所述装配槽51下端设置滑块52以及推动所述滑块52上下滑动的顶杆53;
35.所述连接件进料槽2的输出端位于装配槽51上方,以使连接件以其上开口朝上的方向置入所述装配槽51内;
36.所述拉片进料槽3的输出端倾斜设置且位于装配块5的侧部,以使所述拉片在输出后卡置在连接件上;
37.所述拉头本体进料槽4输出端处设有一装配组件,所述装配组件包括往复运动于装配槽51与拉头本体进料槽4输出端的横移块6、开设于所述横移块6上用于接受拉头本体进料槽4送出的物料的接料槽61、用于推动物料由接料槽61进入装配槽51内的完成装配的压杆62;
38.具体的,所述分度盘1下方的机架上设置用于驱动组装机运作的传动机构,所述传动机构包括传动电机7、架设在机架上与传动电机7传动连接的传动轴71、安装在传动轴71上的用于驱动所述压杆62的下压凸轮组件72、用于驱动横移块6的横移凸轮组件73、用于顶出卸料的卸料凸轮组件74、用于拉片安装的拉片装配凸轮组件75以及用于与所述分度盘1上分度器传动连接的齿轮组76;
39.生产中,u型的连接件开口朝上进入装配槽51内定位,而后分度盘1转动使带有连接件的装配块5移动至拉片进料槽3的工位并接受拉片,此时拉片装配凸轮组件75驱动此装配块5上的滑块52上移,连接件伸入拉片上的缺口处进而使拉片卡置在连接件上,完成拉片的连接;具体的,所述装配槽51侧部设有用于拉片在移动时位置限制的限位槽54;这样可以使拉片出料后保持固定位置完成拉片与连接件的连接动作,保证生产精度;
40.之后分度盘1继续运转至拉头本体进料槽4的工位处,横移凸轮组件73驱动带有拉头本体的横移块6移动至装配槽51上方,同时下压凸轮组件72运动驱动压杆62向下运动将拉头本体压入连接件的开口处,完成一次完整的组装动作;具体的,位于所述拉头本体进料槽4位置的所述分度盘1上设有用于防止拉头本体组装时拉片位移的限位板55;限位板55的
结构一是可以防止在拉头本体下压的过程中产生跳动而影响组装效果,二是防止拉片因该跳动而与连接件产生分离,进一步保证组装生产的稳定性;
41.而后分度盘1继续运作移动至出料槽8位置,通过卸料凸轮组件74将组装后的拉链头顶出,完成卸料动作;具体的,所述出料槽8上方设有用于组装后拉链头出料的拨料电机81及拨料杆82,通过拨料杆82自动完成出料;
42.本技术方案针对拉链头的不同组合零件及其组装步骤进行相应组装设备的设计,通过自动进料、移动、顶出、下压等一系列的组装动作,使其能够完成连续自动化的生产,改变了传统由人工组装的缺点,生产效率高,集成度高;传动上,采用一个传动电机配合各个凸轮结构进行传动的形式,以带动各装配动作及分度盘1的运行,相较于传统采用气缸的结构,能够减少能源消耗,提高能效比及能源利用率,符合当下对于节能减排的生产要求,节约生产能源,降低生产消耗;
43.本实施例中,位于连接件进料槽2、拉片进料槽3、拉头本体进料槽4之间位置的所述分度盘1上设置有物料检测机构(图中未示出);此处,所述物料检测机构在各进料槽之间均有设置,这样能保证各动作之间均能够准确的判断动作是否执行到位,保证装配到位;具体的,所述物料检测机构采用红外检测的手段;
44.本实施例中,所述出料槽8内设置剔废通道83,所述剔废通道83处安装有剔废板84以及驱动剔废板84运动的剔废机构,所述剔废机构与物料机构检测电信号连接以检测废品并完成剔废;这样在装配不到位时,也能通过剔废机构完成自动的剔除废料的动作,简化了后续的质检环节,所述剔废机构为电机及相关的驱动连接件。
45.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1