一种拖鞋生产装置的制作方法
1.本实用新型涉及拖鞋生产设备,具体涉及一种拖鞋生产装置。
背景技术:
2.现有拖鞋生产工艺仍以人工缝纫加工生产为主,且工人在缝纫加工过程中,常出现鞋面与鞋底缝合不完整,由于棉材质本身的特性无法直接进行超声波复合焊接,只能采用传统的缝纫加工方式,导致生产效率低、产品质量不稳定等问题,且在拖鞋制造过程中,传统的拖鞋机械制作效率过低,产品质量性能不稳定的问题,为此,需设置整体机械化生产流程,且能自动化生产大小固定且成品款式大小相同的拖鞋,减少拖鞋生产的局限性,需要拖鞋生产装置,来标准化的生产需求,以提高产品的生产效率。
技术实现要素:
3.本实用新型旨在至少在一定程度上解决拖鞋生产中的技术问题。为此,本实用新型提出一种拖鞋生产装置。
4.本实用新型解决其技术问题所采用的技术方案是:一种拖鞋生产装置,包括机架,所述机架设置为框架结构,所述机架上设有驱动模块,所述驱动模块连接传动组件,所述传动组件连接上料装置,所述上料装置连接鞋面成型模块,所述上料装置与所述机架固定连接,所述上料装置侧面设置有剪切成型组件,所述剪切成型组件连接传动组件,所述传动组件末端连接整体成型装置。
5.在本实用新型一个较佳实施例中,所述上料装置上设有鞋面上料组件和鞋底面料输送组件,所述鞋面上料组件下方设置有鞋底面料输送组件。
6.在本实用新型一个较佳实施例中,所述鞋面成型模块上设有胶合器,所述胶合器为鞋面材料和拖鞋底面提供粘合材料,所述鞋底底面通过所述传动组件驱动,经上料装置导向进入所述剪切成型组件,所述剪切成型组件剪切成型形成鞋底。
7.在本实用新型一个较佳实施例中,所述鞋底面料输送组件上设置有鞋底面料,所述鞋底面料通过所述传动组件驱动经鞋底面料输送组件,导向进入所述剪切成型组件且设置在所述鞋面的底部,所述鞋底面料经所述剪切成型组件剪切成型。
8.在本实用新型一个较佳实施例中,所述整体成型装置包括鞋面折边装置和烫压装置,所述鞋面折边装置包括导向板,和可直接将鞋面面料进行弯折的折边板,所述导向板上设有可容鞋面面料活动穿过的导向槽。
9.在本实用新型一个较佳实施例中,所述烫压装置包括用于放置鞋面面料的烫压平台和可烫压鞋面面料的烫压模头,鞋底面料在传动组件引导下传送至烫压平台下,所述烫压装置连接驱动模块,所述烫压装置上所述烫压模头可竖直升降,且烫压模头可拆卸地安装在烫压平台上,烫压时所述烫压模头压住鞋面面料,不烫压时所述烫压压头与鞋面面料处于分开的状态。
10.本实用新型的有益效果是:采用上述结构后,实现拖鞋生产高效化,拖鞋材料经过
上料、传送工序后,在鞋面成型模块上可自动贴合拖鞋的面料,然后进入剪切成型组件,可剪切初步成型,然后经整体成型装置上鞋面折边装置和烫压装置,可自动将剪切后的鞋面面料与鞋底面料合成一体,生产进度较快,便于批量生产;实现了拖鞋生产高效化。
附图说明
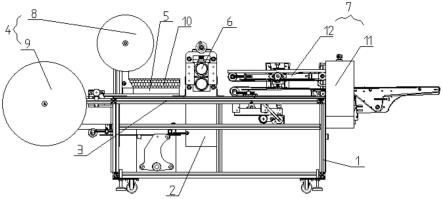
11.图1是本实用新型主体示意图;
12.图2是本实用新型剪切成型组件示意图;
13.图中:1、机架,2、驱动模块,3、传动组件,4、上料装置,5、鞋面成型模块,6、剪切成型组件,7、整体成型装置,8、鞋面上料组件,9、鞋底面料输送组件,10、胶合器,11、鞋面折边装置,12、烫压装置,13、导向板,14、折边板,15、导向槽,16、烫压平台,17、烫压模头。
具体实施方式
14.下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
15.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
16.如图1所示,一种拖鞋生产装置,包括机架1,机架1设置为框架结构,机架1上设有驱动模块2,驱动模块2连接传动组件3,传动组件3连接上料装置4,上料装置4连接鞋面成型模块5,上料装置4与所述机架1固定连接,上料装置4侧面设置有剪切成型组件6,剪切成型组件6连接传动组件4,传动组件4末端连接整体成型装置7。
17.上料装置4上设有鞋面上料组件8和鞋底面料输送组件9,鞋面上料组件8下方设置有鞋底面料输送组件9。
18.鞋面成型模块5上设有胶合器10,胶合器10为鞋面材料和拖鞋底面提供粘合材料,鞋底底面通过所述传动组件2驱动,经上料装置4导向进入所述剪切成型组件6,剪切成型组件6剪切成型形成鞋底。
19.鞋底面料输送组件9上设置有鞋底面料,鞋底面料通过所述传动组件3驱动经鞋底面料输送组件9,导向进入所述剪切成型组件6且设置在所述鞋面的底部,鞋底面料经剪切成型组件6剪切成型,形成鞋底面料雏形,鞋底面料雏形的轮廓大于所述鞋面的轮廓。
20.如图2所示,整体成型装置7包括鞋面折边装置11和烫压装置12,鞋面折边装置11 包括导向板13,和可直接将鞋面面料进行弯折的折边板14,导向板13上设有可容鞋面面料
穿过的导向槽15。
21.烫压装置12包括用于放置鞋面面料的烫压平台16和可烫压鞋面面料的烫压模头17,鞋底面料在传动组件3引导下传送至烫压平台16下,烫压装置12连接驱动模块2,烫压装置 12上所述烫压模头17可竖直升降,且烫压模头17可拆卸地安装在烫压平台16上,烫压时所述烫压模头17压住鞋面面料,不烫压时所述烫压压头17与鞋面面料处于分开的状态。
22.工作原理:生产时,将鞋面料与鞋底料从各自的上料装置4开始依次通过传送组件3穿过鞋面成型模块5,剪切成型组件6和整体成型装置7,在鞋面成型模块5上可自动贴合拖鞋的面料,然后进入剪切成型组件6,可剪切初步成型,同时,鞋面折边装置11和烫压装置12 也开始工作,使得整个设备按照工艺流程来工作;在进入最终成型工序,导向板13和可直接将鞋面面料进行弯折的折边板14和导向槽15能够保证面料不会偏位,当鞋面料被鞋面折边装置11折边后,通过烫压装置12将弯折后的鞋面料烫压成型,可以使得鞋面料能够在折弯后被烫压成片状,便于收集;本实用新型可高效生产成型,加快了生产进度。
23.在本说明书的描述中,参考术语“一个实施方式”、“某些实施方式”、“示意性实施方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。
24.综上所述,虽然本实用新型已以优选实施例揭露如上,但上述优选实施例并非用以限制本实用新型,本领域的普通技术人员,在不脱离本实用新型的精神和范围内,均可作各种更动与润饰,因此本实用新型的保护范围以权利要求界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1