一种鞋面智能打磨方法与流程
一种鞋面智能打磨方法
【技术领域】
1.本发明涉及一种制鞋方法,具体涉及一种鞋面智能打磨方法,属于鞋类加工技术领域。
背景技术:
2.众所周知,鞋子在生产时通常需要将鞋面和鞋底粘合在一起的,而两者在粘合前需要将鞋面表面磨毛,以避免粘合后的鞋面和鞋底容易脱胶。
3.现有技术的鞋面打磨方法通常是由工人利用带磨头的打磨设备对鞋面进行打磨,这样不仅打磨效率低,人工成本高,而且鞋面打磨的好坏全凭工人的技术和经验,造成打磨标准不统一,不良率高。
4.目前,市场上也有一些自动鞋面打磨设备,该类设备通常利用相机拍摄鞋模图像,并通过计算机程序生成一条模拟的扫描打磨线,以方便后续自动打磨。然而,上述自动鞋面打磨设备在实际打磨往往会存在以下问题:
5.1.在图像采集时,鞋模的固定较为麻烦,容易移位而造成采样结果不准;同时,鞋模无法进行360
°
采样,造成生产的打磨线精度较低,进而影响后续打磨质量。
6.2.对鞋模图像采集的相机位置相对固定而无法调整,使相机无法正确对准鞋模进行拍照,造成采样误差,进而影响虚拟打磨线的生成精度;同时,设备无法自动识别鞋子的鞋码和左右脚,因而无法准确调用何种打磨线对鞋子进行打磨,具有一定的应用局限性。
7.3.打磨头的安装位置固定,如果打磨头和鞋面接触力过大,很容易造成鞋面磨坏而导致报废。
8.4.打磨时,通常需要工人手动将鞋面送至打磨轮,这样不仅自动化程度较低,费时费力,而且打磨轮高速转动,并和工人距离太近,存在一定的安全隐患。
9.因此,为解决上述技术问题,确有必要提供一种创新的鞋面智能打磨方法,以克服现有技术中的所述缺陷。
技术实现要素:
10.本发明的目的在于提供一种自动化程度高,采样准确,且打磨质量好的鞋面智能打磨方法。
11.为实现上述目的,本发明采取的技术方案为:一种鞋面智能打磨方法,其采用一种鞋面打磨机器人,该机器人包括机架、鞋模采样平台、3d图像采集机构、鞋样识别机构、鞋面输送机构、打磨机械手以及控制系统;其包括如下工艺步骤:
12.1),标准鞋模放置于鞋模采样平台,3d图像采集机构移动至采集位置;
13.2),鞋模采样平台带动标准鞋模等角度旋转多个角度位置,3d图像采集机构在每个停留位置扫描采集数据;
14.3),控制系统把所有角度位置数据进行整合,建成完整的三维模型,模型中得到一条虚拟的标准打磨线,建模结束;重复上述建模步骤,实现若干个不同款式样鞋的模型,存
储在控制系统中;
15.4),将鞋面固定鞋模放置于鞋面输送机构中夹紧,并将待打磨鞋面套于鞋面固定鞋模上;鞋样识别机构识别鞋样,确定鞋码和左右脚,选择对应的模型;
16.5),启动3d图像采集机构,扫描鞋面左右两个侧面,得出待打磨鞋面的三维图形,并得出一条扫描打磨线;
17.6),控制系统把标准打磨线和扫描打磨线进行拟合修正,最终形成一条实际打磨轨迹线;
18.7),鞋面输送机构将带待打磨鞋面推动至打磨处,控制系统控制打磨机械手沿实际打磨轨迹线进行鞋子打磨,打磨头每一个施力点的施力方向与鞋面曲面矢量垂直;
19.8),完成打磨后,打磨机械手撤离,将打磨后的鞋面复位至原处。
20.本发明的鞋面智能打磨方法进一步为:所述鞋模采样平台、3d图像采集机构、鞋样识别机构、鞋面输送机构和打磨机械手均由控制系统控制;所述步骤1)中,标准鞋模的表面需画好打磨轮廓线;所述步骤3)中,基于3d视觉扫描,控制系统中拟合各个角度三维数据为一个整体鞋子三维模型,通过识别标准鞋模上与其上不同颜色的画线,识别出各个打磨点的实际空间位置,这些点组成整个鞋面的标准打磨线。
21.本发明的鞋面智能打磨方法进一步为:所述鞋模采样平台、鞋模图像采集机构、鞋样识别机构和鞋面输送机构分别安装于机架上;所述鞋模采样平台位于机架的中部,其上能固定各种标准鞋模;所述鞋模采样平台两侧均依次设有所述鞋面输送机构和鞋模图像采集机构;所述鞋模图像采集机构能采集各种标准鞋模的图像;所述鞋面输送机构能将鞋面输送至打磨机械手处;所述鞋样识别机构设置于鞋面输送机构的上方,其能识别鞋面的鞋码和左右脚;所述打磨机械手位于机架的一侧,其能对鞋面进行打磨。
22.本发明的鞋面智能打磨方法进一步为:所述鞋模采样平台包括安装座、伺服电机、旋转台、支架i、夹持气缸i、限位块i以及夹持臂i;所述安装座固定于机架上;所述伺服电机安装于安装座的底部,其连接并驱动旋转台转动;所述支架i固接于旋转台上,并随旋转台联动;所述夹持气缸i固定于支架i上;所述限位块i安装于支架i的顶部,其上放置所述鞋模;所述夹持臂i连接于夹持气缸i上,并由夹持气缸i驱动;所述夹持臂i夹持所述标准鞋模。
23.本发明的鞋面智能打磨方法进一步为:所述鞋模图像采集机构包括3d相机以及相机调节装置;所述3d相机设置在标准鞋模的左右两侧,其分别能对标准鞋模进行采样;所述相机调节装置安装于机架上,其上安装有3d相机,并能调整3d相机的位置;该相机调节装置包括基座、调节板、丝杠i、丝杠电机i以及导轨i;其中,所述调节板通过一转轴枢接于基座上,其能相对于基座转动;所述基座上设有弧形槽;所述调节板上螺接有锁紧螺母;所述锁紧螺母穿过弧形槽,并能锁紧于弧形槽的外侧,以定位调节板;所述3d相机安装于调节板上,并随调节板联动而调整3d相机的高度;所述基座底部设有滑套i和滑轨i;所述丝杠i通过丝杠座i安装于机架上,其和滑套i相配合,并通过丝杠i转动而驱动滑套i移动,以调整3d相机和鞋模的距离;所述丝杠电机i通过电机座i安装于机架上,其连接并驱动丝杠i转动;所述导轨i亦安装于机架上,其对称分布于丝杠i的两侧;所述导轨i和滑轨i相配合,以限定基座沿导轨i延伸方向移动。
24.本发明的鞋面智能打磨方法进一步为:所述鞋样识别机构包括平面相机和安装
架;所述平面相机通过所述安装架安装于机架上;所述安装架上设有沿前后向延伸的调节槽;所述平面相机能沿调节槽前后向移动,使平面相机能位于鞋面的正上方;所述平面相机外设置有一圈光源。
25.本发明的鞋面智能打磨方法进一步为:所述鞋面输送机构设置有2套,其包括鞋面固定鞋模、鞋模固定装置、输送台、丝杠ii、丝杠电机ii以及导轨ii;所述鞋面固定鞋模安装于鞋模固定装置上,其能从鞋模固定装置上拆下而更换;所述鞋面固定鞋模上能套鞋面;所述鞋模固定装置固定于输送台上,并能随输送台移动;所述输送台的底部设有滑套ii和滑轨ii;所述丝杠ii通过丝杠座ii安装于机架上,其和滑套ii相配合,并通过丝杠ii转动而驱动滑套ii移动;所述丝杠电机ii通过电机座ii安装于机架上,其连接并驱动丝杠ii转动;所述导轨ii亦安装于机架上,其位于丝杠ii两侧;所述导轨ii和滑轨ii相配合,以限定输送台沿导轨ii延伸方向移动;
26.所述鞋模固定装置包括支架ii、夹持气缸ii、限位块ii以及夹持臂ii;其中,所述支架ii固接于输送台上,并随输送台联动;所述夹持气缸ii固定于支架ii上;所述限位块ii安装于支架的顶部,其上放置所述鞋模;所述夹持臂ii连接于夹持气缸ii上,并由夹持气缸ii驱动;所述夹持臂ii夹持所述鞋模。
27.本发明的鞋面智能打磨方法进一步为:所述标准鞋模和鞋面固定鞋模的底部均设有一基座;所述限位块i和/或限位块ii的顶部设有限位槽;所述基座嵌入限位槽中,且两侧夹持于限位槽中;所述夹持臂i和/或夹持臂ii的顶部设有一钩部,所述钩部抵接于基座的上表面。
28.本发明的鞋面智能打磨方法进一步为:所述打磨机械手包括机械手本体、转接座、弹性机构、打磨电机座、打磨电机、打磨头以及管道;其中,所述转接座固定于机械手本体的一端,并由机械手本体驱动;所述弹性机构安装于转接座上;所述打磨电机座连接于弹性机构上,使打磨电机座能弹性伸缩;所述打磨电机安装于打磨电机座上,其具有一电机轴;所述打磨头连接于电机轴上,并由打磨电机驱动而转动;所述管道设置于转接座的底部,其管道内部中空,所述打磨头部分位于管道内。
29.本发明的鞋面智能打磨方法还可为:所述弹性机构包括第一导杆、第二导杆、导套、背板、弹簧以及弹簧座;其中,所述第一导杆一端连接于打磨电机座上,另一端连接于背板上;所述第二导杆一端连接于打磨电机座上;所述导套固定于转接座内;所述第一导杆、第二导杆分别穿过对应的导套,并能沿导套移动;所述弹簧座安装于转接座的背面,并位于背板和转接座之间;所述弹簧套设在第二导杆上,其抵接于弹簧座和第二导杆之间;所述弹簧座穿出背板,且背板能沿弹簧座径向移动;所述弹簧座的尾端开设有一导向孔,所述第二导杆收容于导向孔中。
30.与现有技术相比,本发明具有如下有益效果:
31.1.本发明的鞋面智能打磨方法的鞋模采样平台通过伺服电机驱动鞋模转动,从而便于对鞋模进行360
°
全方位采样,保证后续采样结果准确。
32.2.本发明的鞋面智能打磨方法通过移动3d相机来调节其与鞋模的距离,通过转动3d相机来调节其高度,从而使3d相机和鞋模能准确对准并聚焦,进一步使采集的鞋模图样准确,以便于生成准确的打磨线。
33.3.本发明的鞋面智能打磨方法可自动识别鞋码和左右脚,从而准确调用何种打磨
线对鞋子进行打磨。
34.4.本发明的鞋面智能打磨方法能够自动的将鞋面输送至打磨轮处进行打磨,不仅输送效率高,且大大提高了生产的安全性;同时,其设置有2个输送工位,当其中一个工位在打磨时,另一个工位在装鞋面,使打磨头无需等待,进一步提高了打磨效率。
35.5.本发明的鞋面智能打磨方法在打磨头和鞋面之间的接触力过大时能够推动打磨头,避免了打磨头磨坏鞋面而导致报废;同时,该打磨机械手可直接安装于现有的机械手上,通用性好,降低了设备成本。
【附图说明】
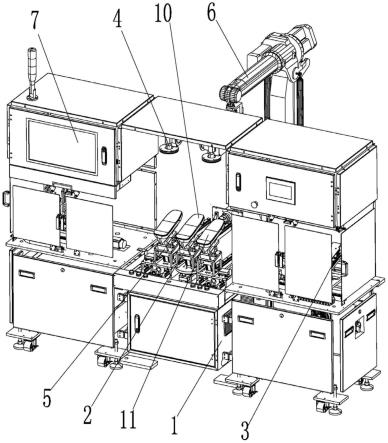
36.图1是本发明的智能鞋面打磨机器人的立体图。
37.图2是图1中的鞋模采样平台的立体图。
38.图3是图2的剖面图。
39.图4是图2未固定鞋模的示意图。
40.图5是图1中的鞋模图像采集机构的立体图。
41.图6是图5中3d相机调整位置后的立体图。
42.图7是图1中的鞋样识别机构的立体图。
43.图8是图1中的鞋面输送机构的立体图。
44.图9是图1中的鞋面输送机构另一视角的立体图。
45.图10是图8中a处的局部放大图。
46.图11是图1中的打磨机械手的立体图。
47.图12是图1中的打磨机械手的局部剖视图。
48.图13是图12中b处的局部放大图。
49.图14是图13中的打磨机械手在缩回时的剖面图。
【具体实施方式】
50.请参阅说明书附图1至附图14所示,本发明为一种的鞋面智能打磨方法,其采用一种鞋面打磨机器人对鞋面进行自动打磨,该机器人由机架1、鞋模采样平台2、鞋模图像采集机构3、鞋样识别机构4、鞋面输送机构5、打磨机械手6以及控制系统7等几部分组成。其中,所述鞋模采样平台2、鞋模图像采集机构3、鞋样识别机构4和鞋面输送机构5分别安装于机架1上。且所述鞋模采样平台2、3d图像采集机构3、鞋样识别机构4、鞋面输送机构5和打磨机械手6均由控制系统7控制。
51.具体的说,所述鞋模采样平台2位于机架的1中部,其用于夹持标准鞋模10并驱动标准鞋模10转动,从而实现鞋模图像采集机构3对标准鞋模10进行360
°
采样。所述鞋模采样平台2由安装座21、伺服电机22、旋转台23、支架i24、夹持气缸i25、限位块i26以及夹持臂i27等几部分组成。其中,所述安装座21安装于设备的机架1上,以固定整个鞋模采样平台2。
52.所述伺服电机22安装于安装座21的底部,其连接并驱动旋转台23转动。具体的说,所述伺服电机22上具有一减速机221,所述减速机221通过一转轴222连接并驱动旋转台223。所述旋转台23呈圆盘状,并呈水平设置,使其转动时平稳且不易碰到设备上的其他结构。
53.所述支架i24固接于旋转台23上,并随旋转台23的转动而转动。该支架i24的上部设有一通孔241。
54.所述夹持气缸i25固定于支架i24上。在本实施方式中,所述夹持气缸i25位于支架i24的底部。所述夹持臂i27连接于夹持气缸i25上,并由夹持气缸i25驱动而伸缩。且所述夹持臂i27延伸出支架i24的通孔241。
55.所述限位块i26安装于支架i24的顶部,其上放置所述标准鞋模10。具体的说,所述标准鞋模10的底部设有一基座101。所述限位块i26的顶部设有限位槽261;所述基座101嵌入限位槽261中,且两侧夹持于限位槽261中。
56.进一步的,所述夹持臂i27夹持所述标准鞋模10。在本实施方式中,所述夹持臂i27的顶部设有一钩部271,所述钩部271抵接于基座101的上表面,以压紧并牢固定位标准鞋模10。
57.所述鞋模采样平台2的设计原理如下:将标准鞋模10沿限位块i26的前后向插入限位块i26,使基座101嵌设在限位槽261中,以初步限位标准鞋模10;启动夹持气缸i25,夹持气缸i25驱动夹持臂i27向下缩回,直至夹持臂i27的钩部271压紧基座101的上表面,从而实现标准鞋模10的安装,该安装夹持牢固,使标准鞋模10不易移位。之后,伺服电机22驱动旋转台23转动30
°
,即标准鞋模10也随之转动30
°
;当鞋模图像采集机构3图像采集完毕后,伺服电机22再转动30
°
,直至完成12次采样,从而实现了对鞋模进行360
°
全方位采样。
58.所述鞋模采样平台2两侧均依次设有所述鞋面输送机构5和鞋模图像采集机构3。所述鞋模图像采集机构3能采集各种标准鞋模10的图像,以便于打磨机器人的计算机系统生成一条虚拟的扫描打磨线,并储存在计算机中以备调用。进一步的,所述鞋模图像采集机构3由3d相机31和相机调节装置32组成。
59.其中,所述3d相机31设置在标准鞋模10的左右两侧,其分别能对标准鞋模10进行采样,并通过两者的图像结合以提高采样精度。
60.所述相机调节装置32安装于机架1上,其上安装有所述3d相机31,并能调整3d相机31的位置。在本实施方式中,所述相机调节装置32由基座33、调节板34、丝杠i35、丝杠电机i36以及导轨i37等几部分组成。
61.所述调节板34通过一转轴38枢接于基座33上,其能相对于基座33转动。所述3d相机31安装于调节板34上,并随调节板34联动而调整3d相机31的高度,以适应不同高度的标准鞋模10。进一步的,所述基座33上设有弧形槽39。所述调节板34上螺接有锁紧螺母341。所述锁紧螺母341穿过弧形槽39,并能锁紧于弧形槽39的外侧,以锁位调节板34。而拧松锁紧螺母341,调节板34能绕转轴38转动,锁紧螺母341在弧形槽39内移动,从而调整调节板34的位置。
62.所述基座33底部设有滑套i331和滑轨i332。所述丝杠i35通过丝杠座i351安装于机架1上,其和滑套i331相配合。所述丝杠电机i36通过电机座i361安装于机架1上,其连接并驱动丝杠i35转动,并通过丝杠i35转动而驱动滑套i331移动,以最终调整3d相机31和标准鞋模10的距离,以利于3d相机31聚焦。
63.所述导轨i37亦安装于机架1上,其和滑轨i332相配合,以限定基座33沿导轨i37延伸方向移动。在本实施方式中,所述导轨i37设置有两根,并对称分布于丝杠i35的两侧,从而能够避免基座33倾覆。
64.当需要对标准鞋模10进行图像采集时,调节鞋模图像采集机构3的位置,即拧松锁紧螺母341,调节3d相机31至合适高度后拧紧锁紧螺母341。之后,启动丝杠电机i36,丝杠电机i36驱动丝杠i35转动,通过丝杠i35的旋转带动滑套i331,使滑套i331沿丝杠i35的延伸方向移动。滑套i331依次联动基座33和3d相机31,从而调节3d相机31与标准鞋模10的距离,使采集的鞋模图样准确,以便于生成准确的打磨线。
65.进一步的,所述鞋样识别机构4设置于鞋面输送机构5的上方,其能识别鞋面的鞋码和左右脚,使控制系统7准确调用对应的打磨线。该鞋样识别机构4由平面相机41以及安装架42等几部分组成。在本实施方式中,所述平面相机41通过安装架42安装于机架1上。所述安装架42上设有沿前后向延伸的调节槽43;所述平面相机41能沿调节槽43前后向移动,从而调整平面相机41至鞋面固定鞋模11的正上方。所述平面相机41外设置有一圈光源44,从而在拍摄图像时能对鞋面输送机构5上的鞋面进行补光。
66.进一步的,所述鞋面输送机构5能将待打磨的鞋面输送至打磨机械手6处,其具体设置有2套,并相互平行设置于机架1上,也就是说,该机构设置有2个输送工位,当其中一个工位输送鞋面进行打磨时,另一个工位在装鞋面,两个工位轮换工作,使打磨头无需等待,进一步提高了打磨效率。
67.所述鞋面输送机构5由鞋面固定鞋模11、鞋模固定装置51、输送台52、丝杠ii53、丝杠电机ii54以及导轨ii55等几部分组成。
68.其中,所述鞋面固定鞋模11安装于鞋模固定装置51上,其能从鞋模固定装置51上拆下而更换,从而能够更换不同尺码的鞋模1,以便于不同尺码的鞋面套于鞋面固定鞋模11上,使该鞋面输送机构5使用方便,通用性好,降低了设备的成本。
69.所述鞋模固定装置51固定于输送台52上,并能随输送台52移动。该鞋模固定装置51由支架ii521、夹持气缸ii522、限位块ii523以及夹持臂ii524等几部分组成。其中,所述支架ii521固接于输送台52上,并随输送台52联动。
70.进一步的,所述夹持气缸ii522固定于支架ii521上。在本实施方式中,所述夹持气缸ii522位于支架ii521的底部。所述夹持臂ii524连接于夹持气缸ii522上,并由夹持气缸ii522驱动而伸缩。
71.所述限位块ii523安装于支架ii521的顶部,其上放置所述鞋面固定鞋模11。所述鞋面固定鞋模11的底部亦设有一基座101。所述限位块ii523的顶部设有限位槽525;所述基座101嵌入限位槽525中,且两侧夹持于限位槽525中。
72.所述夹持臂ii524夹持所述鞋模11。具体的说,所述夹持臂ii524的顶部设有一钩部526,所述钩部526抵接于基座101的上表面,以压紧鞋面固定鞋模11。
73.进一步的,所述输送台52的底部设有滑套ii527和滑轨ii528。所述丝杠ii53通过丝杠座ii531安装于机架10上,其和滑套ii527相配合。所述丝杠电机ii54通过电机座ii541安装于机架1上,其连接并驱动丝杠ii53转动,丝杠ii53转动来驱动滑套ii527移动,进而带动输送台52移动,实现鞋面的自动化输送。
74.所述导轨ii55亦安装于机架1上,其位于丝杠ii53两侧。所述导轨ii55和滑轨ii528相配合,以限定输送台52沿导轨ii55延伸方向移动,且两条导轨ii55能够避免输送台52倾覆。进一步的,所述导轨ii55的外侧还设有一对行程开关8,所述行程开关8一前一后设置,其能限定输送台52的移动范围,使鞋面的输送范围可控。
75.所述鞋面输送机构5的工作过程如下:根据需要打磨的鞋面尺码选择对应的鞋面固定鞋模11,将鞋面固定鞋模11固定于鞋模固定装置51上,即,将鞋面固定鞋模11沿限位块ii523的前后向插入限位块ii523,使基座101嵌设在限位槽525中,以初步限位鞋模1;启动夹持气缸ii522,夹持气缸ii522驱动夹持臂ii524向下缩回,直至夹持臂ii524的钩部526压紧基座101的上表面,从而实现鞋面固定鞋模11的安装,该安装夹持牢固,使鞋面固定鞋模11不易移位。
76.将待打磨鞋面套于鞋面固定鞋模11上,再由平面相机41由于正对鞋面,其能拍摄鞋面的鞋码和区分左右脚,使打磨设备调用对应的打磨线对鞋面进行打磨。
77.启动丝杠电机ii54,丝杠电机ii54驱动丝杠ii53转动,通过丝杠ii53的旋转带动滑套ii527,使滑套ii527沿丝杠ii53的延伸方向移动。滑套ii527依次联动输送台52、鞋模固定装置51以及鞋面固定鞋模11,从而将鞋面输送至打磨头处进行打磨。而在打磨鞋面时,工人可将鞋面装到另一套鞋面自动输送机构上,以待打磨。
78.再进一步的,所述打磨机械手6位于机架1的一侧,其能对鞋面进行打磨,其由机械手本体61、转接座62、弹性机构63、打磨电机座64、打磨电机65以及打磨头66等几部分组成。
79.其中,所述机械手本体61为现有技术的机械手,在此不再赘述其具体结构。由于机械手本体61为现有的机械手,使本创作的通用性好,改造成本低,降低了设备成本。
80.所述转接座62呈倒l型结构,其固定于机械手本体61的一端,并由机械手本体61驱动而实现各种动作,并最终驱动打磨头66活动。所述转接座62的底部设有一管道67;所述管道67内部中空,所述打磨头66部分位于管道67内,该管道67不仅能收集打磨下来的部分碎屑,而且打磨头66部分位于管道67内,从而保护了打磨头66,且打磨过程安全性也大大提高。
81.所述弹性机构63安装于转接座62上;所述打磨电机座64连接于弹性机构63上,使打磨电机座64能弹性伸缩,并最终使打磨头66能伸缩。当打磨头66和鞋面之间的接触力过大时能够推动打磨头66,避免了打磨头66磨坏鞋面而导致报废。
82.具体的说,所述弹性机构63由第一导杆631、第二导杆632、导套633、背板634、弹簧635以及弹簧座636等几部分组成。其中,所述第一导杆631一端连接于打磨电机座64上,另一端连接于背板634上。所述第二导杆632一端连接于打磨电机座64上。在本实施方式中,所述第一导杆631设置有2根,并对称布置于第二导杆632的两侧,从而使打磨电机座64移动平稳,不易倾覆。
83.所述导套633固定于转接座62内,其具体设置有3个。所述第一导杆631、第二导杆632分别穿过对应的导套633,并能沿导套633移动,并联动打磨电机座64及打磨头66等部件移动。
84.所述弹簧座636安装于转接座62的背面,并位于背板634和转接座62之间。所述弹簧座636的截面呈t型,其内部中空,尾端开设有一导向孔637,所述第二导杆632收容于导向孔637中,从而限定第二导杆632的移动方向。进一步的,所述弹簧座636穿出背板634,且背板634能沿弹簧座636径向移动。
85.所述弹簧635套设在第二导杆632上,其抵接于弹簧座636和第二导杆632之间,并推动第二导杆632,使最终使打磨头66复位。
86.所述打磨电机65安装于打磨电机座64上,并能随打磨电机座64联动。所述打磨电
机65上具有一电机轴651;所述打磨头66连接于电机轴651上,并由打磨电机65驱动而转动,从而对鞋面进行打磨。
87.打磨时,打磨电机65驱动打磨头66转动,从而对鞋面进行打磨。当打磨头66和鞋面的接触力过大而会磨损鞋面时,由于弹性机构63的存在会使打磨头66缩回,即打磨头66依次推动电机轴51、打磨电机65、打磨电机座64,使打磨电机座64沿图3中箭头方向退缩,此时,打磨电机座64推动第一导杆631、第二导杆632,使第一导杆631、第二导杆632沿导套633退缩,并联动背板634;同时,第二导杆632压缩弹簧635。当打磨头66和鞋面正常接触时,通过弹簧635的弹性恢复即可使打磨头66复位。
88.打磨完成后,打磨机械手6撤离,鞋面输送机构5将打磨完成后的鞋面复位至原处,另一个工位重复上述动作。
89.综上所述,采用上述打磨机械人对鞋面进行自动打磨的工艺步骤为:
90.1),标准鞋模10放置于鞋模采样平台2,3d图像采集机构3调节并移动至采集位置;其中,标准鞋模10的表面需画好打磨轮廓线,以形成色差而便于识别。
91.2),鞋模采样平台2带动标准鞋模10等角度旋转多个角度位置,3d图像采集机构3在每个停留位置扫描采集数据。具体的说,控制系统7控制3d相机31和伺服电机22,按选择的旋转角度自动旋转并扫描3d点云,直到完成360度扫描,数据获取完成。
92.3),控制系统7把所有角度位置数据进行整合,建成完整的三维模型,模型中得到一条虚拟的标准打磨线,建模结束;重复上述建模步骤,实现若干个不同款式样鞋的模型,存储在控制系统7中。
93.具体的说,3d图像采集机构3基于3d视觉扫描,控制系统7中拟合各个角度三维数据为一个整体鞋子三维模型,通过识别标准鞋模10上与其上不同颜色的画线,识别出各个打磨点的实际空间位置,这些点组成整个鞋面的标准打磨线。
94.4),将鞋面固定鞋模11放置于鞋面输送机构5中夹紧,并将待打磨鞋面套于鞋面固定鞋模11上;鞋样识别机构识别鞋样,确定鞋码和左右脚,选择对应的模型。
95.5),启动3d图像采集机构3,扫描鞋面左右两个侧面,得出待打磨鞋面的三维图形,并得出一条扫描打磨线。
96.6),控制系统7把标准打磨线和扫描打磨线进行拟合修正,最终形成一条实际打磨轨迹线。实际打磨轨迹线生成后,需进行走位验证,若有不准确的点,可以手动调整机器人点位,然后修正到打磨线,重复此步骤。
97.7),鞋面输送机构5将带待打磨鞋面推动至打磨处,控制系统7控制打磨机械手6沿实际打磨轨迹线进行鞋子打磨,打磨头66每一个施力点的施力方向与鞋面曲面矢量垂直。
98.8),完成打磨后,打磨机械手6撤离,将打磨后的鞋面复位至原处。
99.以上的具体实施方式仅为本创作的较佳实施例,并不用以限制本创作,凡在本创作的精神及原则之内所做的任何修改、等同替换、改进等,均应包含在本创作的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1