一种纯羽绒絮片的加工方法与流程
1.本发明属于服装原料加工技术领域,具体涉及一种纯羽绒絮片的加工方法。
背景技术:
2.羽绒是长在鹅、鸭的腹部,成芦花朵状的绒毛,成片状的叫羽毛。由于羽绒是一种动物性蛋白质纤维,羽绒球状纤维上密布千万个三角形的细小气孔,能随气温变化而收缩膨胀,产生调温功能,可吸收人体散发流动的热气,隔绝外界冷空气的入侵。
3.随着社会的发展,羽绒一直被用于制备羽绒服或羽绒面料中,优良的羽绒材料密布气孔,其密度与空气接近,容易被气流带动飞散滚动,传统的羽绒处理加工过程中容易出现羽绒乱飞、不易收集、不易清洗、难铺设的问题。
技术实现要素:
4.本发明的目的是提供一种纯羽绒絮片的加工方法,用以解决现有技术中在处理加工羽绒时容易出现羽绒乱飞、不易收集、不易清洗、难铺设的问题。
5.为了实现上述目的,本发明采用以下技术方案:
6.一种纯羽绒絮片的加工方法,包括以下步骤:
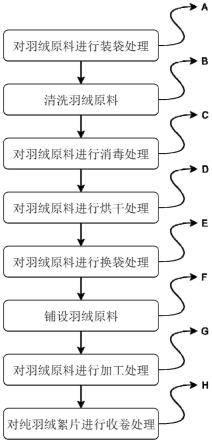
7.a、对羽绒原料进行装袋处理:将羽绒原料装入布袋中;
8.b、清洗羽绒原料:将步骤a中装有羽绒原料的布袋置于脱脂机中,加入脱脂剂和清水,进行脱脂处理,脱脂处理完成后,采用清水清洗装有羽绒原料的布袋;
9.c、对羽绒原料进行消毒处理:将步骤b中得到的装有羽绒原料的布袋放入高压锅中进行蒸煮,直至高压锅上汽后再蒸煮5-15min,冷却至室温后将装有羽绒原料的布袋取出,再采用杀菌液浸泡1-2h,消毒操作完成后采用清水漂洗,直至漂洗干净;
10.d、对羽绒原料进行烘干处理:将步骤c中得到的装有羽绒原料的布袋放入离心机中进行脱水处理,脱水处理完成后,采用烘干机对装有羽绒原料的布袋进行烘干处理,冷却至室温后取出;
11.e、对羽绒原料进行换袋处理:将步骤d中得到的羽绒原料从布袋中取出,并将羽绒原料装入可热熔的包装袋中;
12.f、铺设羽绒原料:采用第一输送带匀速输送下层面料,采用第二输送带输送步骤e中得到的装有羽绒原料的包装袋,使装有羽绒原料的包装袋匀速落入下层面料上,采用第三输送带输送上层面料,使上层面料和下层面料同步输送装有羽绒原料的包装袋;
13.g、对羽绒原料进行加工处理:将步骤f中的上层面料、装有羽绒原料的包装袋和下层面料输送至加工仓内,在加工仓的入口处设置热轧设备,上层面料、装有羽绒原料的包装袋和下层面料进入加工仓内部时,热轧设备对上层面料、装有羽绒原料的包装袋和下层面料进行加热处理,熔融装有羽绒原料的包装袋,得到纯羽绒絮片;
14.h、对纯羽绒絮片进行收卷处理:将步骤g中得到的纯羽绒絮片输送至冷却仓内,采用冷气发生器对纯羽绒絮片进行冷却定型处理,将冷却定型后的纯羽绒絮片进行收卷。
15.在本发明的一种优选实施例中,在步骤e中可热熔的包装袋采用粘结纤维材料制成。
16.在本发明的一种优选实施例中,步骤b中所使用的清水为纯净水或中性软水。
17.在本发明的一种优选实施例中,步骤c中,采用杀菌液浸泡装有羽绒原料的布袋时,对装有羽绒原料的布袋进行间断性搅拌。
18.在本发明的一种优选实施例中,步骤c中,采用杀菌液浸泡装有羽绒原料的布袋时,可加入除臭液或香氛。
19.在本发明的一种优选实施例中,步骤d中脱水处理的时间为20min,前10min采用低速脱水,后10min采用高速脱水。
20.在本发明的一种优选实施例中,所述冷气发生器包括冷风机,所述冷风机的进气端与进气管的一端连通,所述进气管的另一端延伸至所述冷却仓的内侧底部,位于所述冷却仓内侧底部的进气管上开设有等距分布的进气口,所述冷风机的出气端与布气管的一端连通,所述布气管的另一端延伸至所述冷却仓的内侧顶部,位于所述冷却仓内侧顶部的布气管上连通有等距分布的伸缩管,所述伸缩管远离所述布气管的一端端面处均设置有布气调节装置。
21.在本发明的一种优选实施例中,所述布气调节装置包括布气板,所述布气板上开设有布气孔,所述布气板安装于所述伸缩管远离所述布气管的一端端面处,所述布气板上转动连接有调节板,所述调节板上开设有调节孔,所述调节孔与所述布气孔相互配合用于调节通过所述布气调节装置的气体流量。
22.在本发明的一种优选实施例中,所述布气板与所述调节板连接的一侧开设有滑槽,所述调节板与所述布气板连接的一侧设置有滑块,所述滑块与所述滑槽滑动连接。
23.在本发明的一种优选实施例中,所述伸缩管设置有布气调节装置的一端位于所述纯羽绒絮片的正上方且正对着所述纯羽绒絮片。
24.有益效果:
25.1.本发明在处理羽绒原料时,将羽绒原料装进布袋中,在对羽绒原料进行清洗时,所有的羽绒原料均被包裹于布袋内部,羽绒原料不会四处飘散粘连,便于收集,也不影响羽绒原料的正常清洗,可以大大降低羽绒原料在加工处理过程中的流失率,同时,也可避免乱飞的羽绒原料对工作人员的呼吸道造成影响。
26.2.本发明在加工羽绒原料时,将布袋中的羽绒原料取出并放入可热熔的包装袋中,将羽绒原料放入可热熔的包装袋中,采用第一输送带匀速输送下层面料,采用第二输送带输送装有羽绒原料的包装袋,使装有羽绒原料的包装袋匀速落入下层面料上,采用第三输送带输送上层面料,使上层面料和下层面料同步输送装有羽绒原料的包装袋,再采用热轧设备对上层面料、装有羽绒原料的包装袋和下层面料进行加热处理,熔融装有羽绒原料的包装袋,得到纯羽绒絮片,可以解决羽绒质轻难以铺设均匀的问题。
27.3.本发明在对纯羽绒絮片进行冷却定型处理时,由冷风机提供冷空气,冷空气依次通过布气管、伸缩管吹向纯羽绒絮片,加速纯羽绒絮片的冷却定型,保证纯羽绒絮片的冷却效果,同时还能对纯羽绒絮片起到除湿作用,进而保证纯羽绒絮片的品质。
28.4.本发明设计的布气管上设置有等距分布的伸缩管,可根据季节和温度的变化,调节伸缩管的使用长度进而调节伸缩管距离纯羽绒絮片的距离,保证冷却除湿的效果,使
用灵活,实用性强,同时,伸缩管的端面处设置有布气调节装置,布气调节装置包括布气板和调节板,布气板和调节板转动连接,布气板上开设有布气孔,调节板上开设有调节孔,转动调节板,改变调节孔和布气孔之间的重合程度即可调节通过所述布气调节装置的冷空气的流量,进而调节吹向纯羽绒絮片的冷空气的流量,进一步保证本发明冷却除湿的技术效果,提高本发明的灵活度。
附图说明
29.图1为本发明实施例中提供的一种纯羽绒絮片的加工方法的流程框图;
30.图2为本发明实施例中提供的冷气发生器的结构示意图;
31.图3为本发明实施例中提供的布气调节装置的结构示意图。
32.附图说明,其中:101-冷风机;102-进气管;103-进气口;104-布气管;105-伸缩管;106-布气调节装置;1060-布气板;1061-布气孔;1062-调节板;1063-调节孔;1064-滑槽;1065-滑块。
具体实施方式
33.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图和实施例或现有技术的描述对本发明作简单地介绍,显而易见地,下面关于附图结构的描述仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在此需要说明的是,对于这些实施例方式的说明用于帮助理解本发明,但并不构成对本发明的限定。
34.实施例:
35.如图1-3所示,本实施例提供了一种纯羽绒絮片的加工方法,其特征在于,包括以下步骤:
36.a、对羽绒原料进行装袋处理:将羽绒原料装入布袋中;
37.b、清洗羽绒原料:将步骤a中装有羽绒原料的布袋置于脱脂机中,加入脱脂剂和清水,进行脱脂处理,脱脂处理完成后,采用清水清洗装有羽绒原料的布袋;
38.c、对羽绒原料进行消毒处理:将步骤b中得到的装有羽绒原料的布袋放入高压锅中进行蒸煮,直至高压锅上汽后再蒸煮5-15min,冷却至室温后将装有羽绒原料的布袋取出,再采用杀菌液浸泡1-2h,消毒操作完成后采用清水漂洗,直至漂洗干净;
39.d、对羽绒原料进行烘干处理:将步骤c中得到的装有羽绒原料的布袋放入离心机中进行脱水处理,脱水处理完成后,采用烘干机对装有羽绒原料的布袋进行烘干处理,冷却至室温后取出;
40.e、对羽绒原料进行换袋处理:将步骤d中得到的羽绒原料从布袋中取出,并将羽绒原料装入可热熔的包装袋中;
41.f、铺设羽绒原料:采用第一输送带匀速输送下层面料,采用第二输送带输送步骤e中得到的装有羽绒原料的包装袋,使装有羽绒原料的包装袋匀速落入下层面料上,采用第三输送带输送上层面料,使上层面料和下层面料同步输送装有羽绒原料的包装袋;
42.g、对羽绒原料进行加工处理:将步骤f中的上层面料、装有羽绒原料的包装袋和下层面料输送至加工仓内,在加工仓的入口处设置热轧设备,上层面料、装有羽绒原料的包装
袋和下层面料进入加工仓内部时,热轧设备对上层面料、装有羽绒原料的包装袋和下层面料进行加热处理,熔融装有羽绒原料的包装袋,得到纯羽绒絮片;
43.h、对纯羽绒絮片进行收卷处理:将步骤g中得到的纯羽绒絮片输送至冷却仓内,采用冷气发生器对纯羽绒絮片进行冷却定型处理,将冷却定型后的纯羽绒絮片进行收卷。
44.具体的,如图1所示,在步骤a中,根据实际需要,将所需羽绒原料分成若干等份,将每一等分放入一个布袋中,并将袋口密封,避免羽绒原料从布袋中溢出。
45.在步骤b中,脱脂剂为洗洁精,用于去除羽绒原料表面的油脂,所使用的清水为纯净水或中性软水。
46.在步骤c中,将装有羽绒原料的布袋放入高压锅中进行蒸煮,在高温高压条件下,对羽绒原料进行充分消毒。
47.进一步的,在步骤c中,采用杀菌液浸泡装有羽绒原料的布袋时,对装有羽绒原料的布袋进行间断性搅拌,并可加入除臭液或香氛,彻底去除羽绒原料上的异味。
48.在步骤d中,脱水处理的时间为20min,前10min采用低速脱水,后10min采用高速脱水,使羽绒原料内的含水量低于30%。
49.在步骤e中,将羽绒原料分装入多个可热熔的包装袋中,并对装有羽绒原料的可热熔包装袋进行封口操作,随后即可对装有羽绒原料的可热熔包装袋进行敲打,使可热熔包装袋内的羽绒原料更加蓬松,分布更加均匀。
50.进一步的,在步骤e中可热熔的包装袋采用粘结纤维材料制成。
51.在步骤g中,热轧设备采用热压对辊,热压对辊用于熔融装有羽绒原料的包装袋。
52.在本实施例中,冷气发生器包括冷风机101,冷风机101的进气端与进气管102的一端连通,进气管102的另一端延伸至冷却仓的内侧底部,位于冷却仓内侧底部的进气管102上开设有等距分布的进气口103,冷风机101的出气端与布气管104的一端连通,布气管104的另一端延伸至冷却仓的内侧顶部,位于冷却仓内侧顶部的布气管104上连通有等距分布的伸缩管105,伸缩管105远离布气管104的一端端面处均设置有布气调节装置106。
53.具体的,如图2所示,冷气发生器的工作原理为:由冷风机101提供冷空气,冷空气依次通过布气管104、伸缩管105吹向纯羽绒絮片,加速纯羽绒絮片的冷却定型,保证纯羽绒絮片的冷却效果,同时还能对纯羽绒絮片起到除湿作用,进而保证纯羽绒絮片的品质。
54.进一步的,如图2所示,布气管104上设置有等距分布的伸缩管105,可根据季节和温度的变化,调节伸缩管105的使用长度进而调节伸缩管105距离纯羽绒絮片的距离,保证冷却除湿的效果,使用灵活,实用性强。
55.更进一步的,冷风机101的安装位置根据实际情况进行确定,在此不对其作出限定。
56.在本实施例中,布气调节装置106包括布气板1060,布气板1060上开设有布气孔1061,布气板1060安装于伸缩管105远离布气管104的一端端面处,布气板1060上转动连接有调节板1062,调节板1062上开设有调节孔1063,调节孔1063与布气孔1061相互配合用于调节通过布气调节装置106的气体流量。
57.进一步的,如图3所示,转动调节板1062,改变调节孔1063与布气孔1061之间的重合程度即可调节通过布气调节装置106的冷空气的流量,进而调节吹向纯羽绒絮片的冷空气的流量,进一步保证本发明冷却除湿的技术效果,提高本发明的灵活度。
58.在本实施例中,布气板1060与调节板1062连接的一侧开设有滑槽1064,调节板1062与布气板1060连接的一侧设置有滑块1065,滑块1065与滑槽1064滑动连接。
59.进一步的,如图3所示,滑块1065和滑槽1064的纵截面形状均为t字形,滑块1065的尺寸和滑槽1064的尺寸相适配。
60.在本实施例中,伸缩管105设置有布气调节装置106的一端位于纯羽绒絮片的正上方且正对着纯羽绒絮片。
61.进一步的,如图2所示,伸缩管105设置有布气调节装置106的一端位于纯羽绒絮片的正上方且正对着纯羽绒絮片用于加快纯羽绒絮片的冷却速度,保证纯羽绒絮片的冷却效果。
62.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1