一种冲锋衣生产加工工艺的制作方法
1.本发明涉及冲锋衣生产技术领域,具体为一种冲锋衣生产加工工艺。
背景技术:
2.冲锋衣音译为夹克,户外运动必备装备之一,冲锋衣之所以能成为所有户外爱好者的首选外衣,是由其全天候的功能决定的,冲锋衣并不神秘,就是夹克衫,冲锋衣最早用于在登高海拔雪山时离顶峰还有2-3小时路程的最后冲锋,这时会脱去羽绒服,卸下大背包,只穿一件较轻便的衣服轻装前进,这就是“冲锋衣”中文名字的由来,现有的冲锋衣生产加工工艺所制成的冲锋衣,其面料的拼接处容易出现细小缝隙,这样穿着冲锋衣的人员,长久在雨天行进中,冲锋衣的内部容易被雨水逐渐浸式,雨水的进入使得穿着人员身体表面容易出现潮湿的状况,造成穿着人员身体表面热量大量挥发的问题,大大降低了冲锋衣的安全性。
技术实现要素:
3.本发明的目的在于提供一种冲锋衣生产加工工艺,具备持久抗雨水的优点,解决了现有的冲锋衣生产加工工艺所制成的冲锋衣,其面料的拼接处容易出现细小缝隙,这样穿着冲锋衣的人员,长久在雨天行进中,冲锋衣的内部容易被雨水逐渐浸式,雨水的进入使得穿着人员身体表面容易出现潮湿的状况,造成穿着人员身体表面热量大量挥发的问题。
4.为实现上述目的,本发明提供如下技术方案:一种冲锋衣生产加工工艺,包括如下步骤:
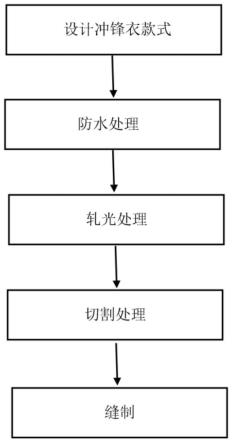
5.a:设计师设计出冲锋衣的成衣款式;
6.b:将所需面料的原料放入碳六防水剂原液中;
7.c:对步骤b所得冲锋衣面料进行轧光处理;
8.d:对步骤c处理后的冲锋衣面料进行切割处理;
9.e:利用步骤d中所得冲锋衣面料进行缝制,首先把冲锋衣身体部位的后片和前片进行拼缝拼合,然后将前片和后片的边缘处反过来压0.1明线;做口袋时,先将袋口2公分卷边,接着把袋墙沿口袋除袋口外三遍压合处理,口袋和带盖按照纸样上口袋的位置订好;将身体部位的前后片肩缝拼合,并压0.1明线;将肢体面料装在后片和前片缝合后的留置处,并压0.1明线,接着合上侧缝;将两片帽面拼合在帽中上,将做好的帽子沿领圈装好,再内边缘处反过来压0.1明线;将防水拉链装在底襟上,再把防水拉链装在衣身上;防水拉链装好后将下摆卷边,把帽口压2公分明线,门襟处压0.6明线,袖口装2公分橡筋即可;
10.f:在冲锋衣的接缝拼合处进行压胶处理。
11.优选的,所述步骤a中,成衣款式确定后,需确认面料和辅材,接着生产车间会按照设计要求绘制出纸样,制作生产纸样,并且绘画出排料图。
12.优选的,所述步骤b中,放入碳六防水剂原液中是进行防水处理,两浸两轧,然后在进行干燥处理,从而得到冲锋衣所需面料,所需面料的原料包括但不限于涤纶和晴纶,所述
干燥的时长为3-5min,所述干燥的温度为130-150℃。
13.优选的,所述步骤c中,轧光处理的压力为8-12mpa,温度为110-120℃,车速为30-45m/min。
14.优选的,所述步骤d中,切割处理时,利用激光切割机,对冲锋衣的身体部位所需面料进行切割成型,利用立体切割机,对冲锋衣的肢体部位所需面料进行切割成型。
15.优选的,所述步骤f中,压胶处理,防止水份渗透,同时在拉链防水拉链的外层覆盖防水压胶层,防止水分渗透。
16.优选的,所述步骤f中,压胶处理后,冲锋衣成衣,利用熨烫机对冲锋衣表面熨烫处理,使得冲锋衣达到想要的理想服装外形,熨烫包括但不限于中烫和大烫,熨烫结束后冲锋衣表面进行装饰处理,包括但不限于印花、烫钻、植绒、刺绣和洗水,接着将冲锋衣穿在模特衣架上,接着移动衣架至仿降雨处进行防水实验,防水实验的雨量模拟自然界中中雨的降水量进行,模拟时长30min,模拟结束后观察冲锋衣内部是否被渗透潮湿。
17.与现有技术相比,本发明的有益效果如下:
18.本发明通过上述步骤的配合使用,可生产出持久抗雨水的冲锋衣,这样冲锋衣的穿着更加舒适,解决了现有的冲锋衣生产加工工艺所制成的冲锋衣,其面料的拼接处容易出现细小缝隙,这样穿着冲锋衣的人员,长久在雨天行进中,冲锋衣的内部容易被雨水逐渐浸式,雨水的进入使得穿着人员身体表面容易出现潮湿的状况,造成穿着人员身体表面热量大量挥发的问题。
附图说明
19.图1为本技术一种冲锋衣生产加工工艺的工艺流程图。
具体实施方式
20.一种冲锋衣生产加工工艺,包括如下步骤:
21.a:设计师设计出冲锋衣的成衣款式,步骤a中,成衣款式确定后,需确认面料和辅材,接着生产车间会按照设计要求绘制出纸样,制作生产纸样,并且绘画出排料图;
22.b:将所需面料的原料放入碳六防水剂原液中,步骤b中,放入碳六防水剂原液中是进行防水处理,两浸两轧,然后在进行干燥处理,从而得到冲锋衣所需面料,所需面料的原料包括但不限于涤纶和晴纶,干燥的时长为3-5min,干燥的温度为130-150℃;
23.c:对步骤b所得冲锋衣面料进行轧光处理,步骤c中,轧光处理的压力为8-12mpa,温度为110-120℃,车速为30-45m/min;
24.d:对步骤c处理后的冲锋衣面料进行切割处理,步骤d中,切割处理时,利用激光切割机,对冲锋衣的身体部位所需面料进行切割成型,利用立体切割机,对冲锋衣的肢体部位所需面料进行切割成型;
25.e:利用步骤d中,所得冲锋衣面料进行缝制,首先把冲锋衣身体部位的后片和前片进行拼缝拼合,然后将前片和后片的边缘处反过来压0.1明线;做口袋时,先将袋口2公分卷边,接着把袋墙沿口袋除袋口外三遍压合处理,口袋和带盖按照纸样上口袋的位置订好;将身体部位的前后片肩缝拼合,并压0.1明线;将肢体面料装在后片和前片缝合后的留置处,并压0.1明线,接着合上侧缝;将两片帽面拼合在帽中上,将做好的帽子沿领圈装好,再内边
缘处反过来压0.1明线;将防水拉链装在底襟上,再把防水拉链装在衣身上;防水拉链装好后将下摆卷边,把帽口压2公分明线,门襟处压0.6明线,袖口装2公分橡筋即可;
26.f:在冲锋衣的接缝拼合处进行压胶处理,步骤f中,压胶处理,防止水份渗透,同时在拉链防水拉链的外层覆盖防水压胶层,防止水分渗透,步骤f中,压胶处理后,冲锋衣成衣,利用熨烫机对冲锋衣表面熨烫处理,使得冲锋衣达到想要的理想服装外形,熨烫包括但不限于中烫和大烫,熨烫结束后冲锋衣表面进行装饰处理,包括但不限于印花、烫钻、植绒、刺绣和洗水,接着将冲锋衣穿在模特衣架上,接着移动衣架至仿降雨处进行防水实验,防水实验的雨量模拟自然界中中雨的降水量进行,模拟时长30min,模拟结束后观察冲锋衣内部是否被渗透潮湿。
27.实施例一
28.一种冲锋衣生产加工工艺,包括如下步骤:
29.a:设计师设计出冲锋衣的成衣款式,步骤a中,成衣款式确定后,需确认面料和辅材,接着生产车间会按照设计要求绘制出纸样,制作生产纸样,并且绘画出排料图;
30.b:将所需面料的原料放入碳六防水剂原液中,步骤b中,放入碳六防水剂原液中是进行防水处理,两浸两轧,然后在进行干燥处理,从而得到冲锋衣所需面料,所需面料的原料包括但不限于涤纶和晴纶,干燥的时长为3min,干燥的温度为130℃;
31.c:对步骤b所得冲锋衣面料进行轧光处理,步骤c中,轧光处理的压力为8mpa,温度为110℃,车速为30m/min;
32.d:对步骤c处理后的冲锋衣面料进行切割处理,步骤d中,切割处理时,利用激光切割机,对冲锋衣的身体部位所需面料进行切割成型,利用立体切割机,对冲锋衣的肢体部位所需面料进行切割成型;
33.e:利用步骤d中,所得冲锋衣面料进行缝制,首先把冲锋衣身体部位的后片和前片进行拼缝拼合,然后将前片和后片的边缘处反过来压0.1明线;做口袋时,先将袋口2公分卷边,接着把袋墙沿口袋除袋口外三遍压合处理,口袋和带盖按照纸样上口袋的位置订好;将身体部位的前后片肩缝拼合,并压0.1明线;将肢体面料装在后片和前片缝合后的留置处,并压0.1明线,接着合上侧缝;将两片帽面拼合在帽中上,将做好的帽子沿领圈装好,再内边缘处反过来压0.1明线;将防水拉链装在底襟上,再把防水拉链装在衣身上;防水拉链装好后将下摆卷边,把帽口压2公分明线,门襟处压0.6明线,袖口装2公分橡筋即可;
34.f:在冲锋衣的接缝拼合处进行压胶处理,步骤f中,压胶处理,防止水份渗透,同时在拉链防水拉链的外层覆盖防水压胶层,防止水分渗透,步骤f中,压胶处理后,冲锋衣成衣,利用熨烫机对冲锋衣表面熨烫处理,使得冲锋衣达到想要的理想服装外形,熨烫包括但不限于中烫和大烫,熨烫结束后冲锋衣表面进行装饰处理,包括但不限于印花、烫钻、植绒、刺绣和洗水,接着将冲锋衣穿在模特衣架上,接着移动衣架至仿降雨处进行防水实验,防水实验的雨量模拟自然界中中雨的降水量进行,模拟时长30min,模拟结束后观察冲锋衣内部是否被渗透潮湿。
35.实施例二:
36.一种冲锋衣生产加工工艺,包括如下步骤:
37.a:设计师设计出冲锋衣的成衣款式,步骤a中,成衣款式确定后,需确认面料和辅材,接着生产车间会按照设计要求绘制出纸样,制作生产纸样,并且绘画出排料图;
38.b:将所需面料的原料放入碳六防水剂原液中,步骤b中,放入碳六防水剂原液中是进行防水处理,两浸两轧,然后在进行干燥处理,从而得到冲锋衣所需面料,所需面料的原料包括但不限于涤纶和晴纶,干燥的时长为4min,干燥的温度为140℃;
39.c:对步骤b所得冲锋衣面料进行轧光处理,步骤c中,轧光处理的压力为10mpa,温度为115℃,车速为40m/min;
40.d:对步骤c处理后的冲锋衣面料进行切割处理,步骤d中,切割处理时,利用激光切割机,对冲锋衣的身体部位所需面料进行切割成型,利用立体切割机,对冲锋衣的肢体部位所需面料进行切割成型;
41.e:利用步骤d中,所得冲锋衣面料进行缝制,首先把冲锋衣身体部位的后片和前片进行拼缝拼合,然后将前片和后片的边缘处反过来压0.1明线;做口袋时,先将袋口2公分卷边,接着把袋墙沿口袋除袋口外三遍压合处理,口袋和带盖按照纸样上口袋的位置订好;将身体部位的前后片肩缝拼合,并压0.1明线;将肢体面料装在后片和前片缝合后的留置处,并压0.1明线,接着合上侧缝;将两片帽面拼合在帽中上,将做好的帽子沿领圈装好,再内边缘处反过来压0.1明线;将防水拉链装在底襟上,再把防水拉链装在衣身上;防水拉链装好后将下摆卷边,把帽口压2公分明线,门襟处压0.6明线,袖口装2公分橡筋即可;
42.f:在冲锋衣的接缝拼合处进行压胶处理,步骤f中,压胶处理,防止水份渗透,同时在拉链防水拉链的外层覆盖防水压胶层,防止水分渗透,步骤f中,压胶处理后,冲锋衣成衣,利用熨烫机对冲锋衣表面熨烫处理,使得冲锋衣达到想要的理想服装外形,熨烫包括但不限于中烫和大烫,熨烫结束后冲锋衣表面进行装饰处理,包括但不限于印花、烫钻、植绒、刺绣和洗水,接着将冲锋衣穿在模特衣架上,接着移动衣架至仿降雨处进行防水实验,防水实验的雨量模拟自然界中中雨的降水量进行,模拟时长30min,模拟结束后观察冲锋衣内部是否被渗透潮湿。
43.实施例三
44.一种冲锋衣生产加工工艺,包括如下步骤:
45.a:设计师设计出冲锋衣的成衣款式,步骤a中,成衣款式确定后,需确认面料和辅材,接着生产车间会按照设计要求绘制出纸样,制作生产纸样,并且绘画出排料图;
46.b:将所需面料的原料放入碳六防水剂原液中,步骤b中,放入碳六防水剂原液中是进行防水处理,两浸两轧,然后在进行干燥处理,从而得到冲锋衣所需面料,所需面料的原料包括但不限于涤纶和晴纶,干燥的时长为5min,干燥的温度为150℃;
47.c:对步骤b所得冲锋衣面料进行轧光处理,步骤c中,轧光处理的压力为12mpa,温度为120℃,车速为45m/min;
48.d:对步骤c处理后的冲锋衣面料进行切割处理,步骤d中,切割处理时,利用激光切割机,对冲锋衣的身体部位所需面料进行切割成型,利用立体切割机,对冲锋衣的肢体部位所需面料进行切割成型;
49.e:利用步骤d中,所得冲锋衣面料进行缝制,首先把冲锋衣身体部位的后片和前片进行拼缝拼合,然后将前片和后片的边缘处反过来压0.1明线;做口袋时,先将袋口2公分卷边,接着把袋墙沿口袋除袋口外三遍压合处理,口袋和带盖按照纸样上口袋的位置订好;将身体部位的前后片肩缝拼合,并压0.1明线;将肢体面料装在后片和前片缝合后的留置处,并压0.1明线,接着合上侧缝;将两片帽面拼合在帽中上,将做好的帽子沿领圈装好,再内边
缘处反过来压0.1明线;将防水拉链装在底襟上,再把防水拉链装在衣身上;防水拉链装好后将下摆卷边,把帽口压2公分明线,门襟处压0.6明线,袖口装2公分橡筋即可;
50.f:在冲锋衣的接缝拼合处进行压胶处理,步骤f中,压胶处理,防止水份渗透,同时在拉链防水拉链的外层覆盖防水压胶层,防止水分渗透,步骤f中,压胶处理后,冲锋衣成衣,利用熨烫机对冲锋衣表面熨烫处理,使得冲锋衣达到想要的理想服装外形,熨烫包括但不限于中烫和大烫,熨烫结束后冲锋衣表面进行装饰处理,包括但不限于印花、烫钻、植绒、刺绣和洗水,接着将冲锋衣穿在模特衣架上,接着移动衣架至仿降雨处进行防水实验,防水实验的雨量模拟自然界中中雨的降水量进行,模拟时长30min,模拟结束后观察冲锋衣内部是否被渗透潮湿。
51.纸样是指用纸做出的模型,纸样一词是服装工业中专用的词语,是把立体服装平面化的一种很好的表现方法,服装纸样设计是服装结构上的设计,它虽然有别于服装造型的设计,但它是构成服装造型设计的基础。
52.综上所述:该冲锋衣生产加工工艺,通过上述步骤的配合使用,解决了现有的冲锋衣生产加工工艺所制成的冲锋衣,其面料的拼接处容易出现细小缝隙,这样穿着冲锋衣的人员,长久在雨天行进中,冲锋衣的内部容易被雨水逐渐浸式,雨水的进入使得穿着人员身体表面容易出现潮湿的状况,造成穿着人员身体表面热量大量挥发的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1