一种用于锁紧缝线的锁钉及介入式远程缝线锁结装置的制作方法
[0001]
本发明涉及医疗器械技术领域,尤其涉及一种用于锁紧缝线的锁钉及采用所述锁钉的介入式远程缝线锁结装置。
背景技术:
[0002]
二尖瓣是位于心脏左心房(简称:la)与左心室(简称:lv)之间的单向阀门,正常健康的二尖瓣可以控制血液从左心房流到左心室,同时避免血液从左心室流到左心房。二尖瓣包括一对瓣叶,称为前叶及后叶,当左心室处于舒张状态时,前叶和后叶处于张开状态,血液从左心房流向左心室;左心室处于收缩状态时,前叶和后叶的边缘对合时,二尖瓣可完全闭合,避免血液从左心室流到左心房。当二尖瓣的瓣叶或其相关结构发生质性改变或功能性改变时,二尖瓣的前叶和后叶对合不良,由此,当心脏左心室收缩时,二尖瓣不能完全关闭,导致血液从左心室返流至左心房,从而引起一系列的病理生理改变,称为“二尖瓣返流”。
[0003]
现有技术中可以通过向二尖瓣的前叶和/或后叶分别植入一根或者多根缝线,并将缝线的末端固定在心室壁、心尖或乳头肌上,以缝线作为人工腱索,实现腱索修复,或者将两片瓣叶上的多根缝线固定在一起实现“缘对缘”修复。常用的缝线由聚四氟乙烯(简称:ptfe)、膨体聚四氟乙烯(简称:e-ptfe)、聚对苯二甲酸乙二醇酯(简称:pet)、聚乙烯(简称:pe)、聚丙烯(简称:pp)等材料制成,这些缝线适用于各种类型的软组织闭合和与结扎,例如心血管外科手术、牙科、普通外科和硬脑脊膜修补等。由于缝线的固定及打结通常由医生手动打结并固定,在手动打结过程中,缝线的松紧度不易控制,从而影响手术效果。
[0004]
目前,也出现采用锁钉对缝线进行锁固的缝线锁结装置,所述缝线锁结装置使用一具有中空内腔的锁钉,通过压握锁钉使其变形,从而固定穿装在锁钉中的缝线。在二尖瓣的瓣膜修复术中,操作者在二尖瓣的前叶和/或后叶分别植入缝线后,可以通过锁钉将缝线固定在心室壁、乳头肌或心尖等部位实现“腱索修复”,也可以通过锁钉将多组缝线固定在一起实现“缘对缘”修复。然而,在锁钉将缝线固定后,由于心脏始终在进行强力的收缩运动,因此,缝线及锁钉也相应地受到牵拉,若锁钉与缝线之间锁紧力不足或锁紧力过大,可能导致缝线断裂、松脱或者锁钉滑落,不仅影响手术效果,严重时甚至会危害患者生命。
技术实现要素:
[0005]
本发明要解决的技术问题在于,针对现有技术的缺陷,提供一种用于锁紧缝线的锁钉,通过控制锁钉内腔的表面粗糙度,使锁钉的锁紧力适宜,既能锁紧缝线,也可防止缝线受损;本发明还提供一种使用所述锁钉的介入式远程缝线锁结装置。
[0006]
为了解决上述技术问题,本发明首先提供了一种用于锁紧缝线的锁钉,所述锁钉包括锁定部,所述锁钉具有用于穿装缝线的穿线腔,所述穿线腔穿通所述锁定部,所述穿线腔包括位于所述锁定部的第一内腔段,所述第一内腔段的内周面的表面粗糙度范围为0.1微米-2.5微米。
[0007]
本发明还提供一种介入式远程缝线锁结装置,包括锁钉及夹头组件,所述锁钉包括锁定部,所述锁钉具有用于穿装缝线的穿线腔,所述穿线腔穿通所述锁定部,所述穿线腔包括位于所述锁定部的第一内腔段,所述第一内腔段的内周面的表面粗糙度范围为0.1微米-2.5微米,所述锁钉穿装在所述夹头组件中,所述夹头组件压握所述锁钉使所述锁定部变形,以锁定穿装于所述锁钉的所述穿线腔内的缝线。
[0008]
本发明提供的介入式远程缝线锁结装置采用的锁钉包括锁定部,所述锁钉的穿线腔的第一内腔段的内周面的表面粗糙度范围为0.1微米-2.5微米。因此,能使锁紧于锁钉的第一内腔段内的缝线的锁紧力适宜,不仅满足锁紧力需求也能避免缝线被过度挤压导致受损断裂。
附图说明
[0009]
为了更清楚地说明本发明实施例的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
[0010]
图1是本发明其中一实施例提供的介入式远程缝线锁结装置的立体结构示意图。
[0011]
图2是图1中沿ii-ii线的剖视图。
[0012]
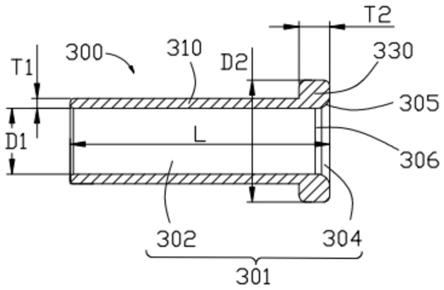
图3是图1中介入式远程缝线锁结装置采用的锁钉的立体结构示意图。
[0013]
图4是图3中沿iv-iv线的剖视图。
[0014]
图5是图3中沿v-v线的剖视图。
[0015]
图6是图2中vi部分的放大图。
[0016]
图7是图3中的锁钉穿装有缝线时的结构示意图。
[0017]
图8是图7中的锁钉变形锁定缝线的状态示意图。
[0018]
图9是图8中沿ix-ix线的剖视图。
[0019]
图10-图12是本发明其中一实施例提供的介入式远程缝线锁结装置用于病变二尖瓣的缘对缘修复过程的示意图。
[0020]
图13-图14是本发明其中一实施例提供的介入式远程缝线锁结装置用于固定缝线在锁钉中的过程示意图。
[0021]
图15是图12中xv部分的放大图。
[0022]
图16是本发明锁钉及对比例的锁钉经表面粗糙度测试、变形率测试、锁紧力测试及疲劳测试的结果统计图表。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0024]
此外,以下各实施例的说明是参考附加的图示,用以例示本发明可用以实施的特定实施例。本发明中所提到的方向用语,例如,“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”、“侧面”等,仅是参考附加图式的方向,因此,使用的方向用语是为了更好、更清楚地说
明及理解本发明,而不是指示或暗指所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0025]
方位定义:为了描述清晰,以下将手术过程中,靠近操作者的一端称为“近端”,将远离操作者的一端称为“远端”;轴向指平行于医疗器械远端中心和近端中心连线的方向;上述定义只是为了表述方便,并不能理解为对本发明的限制。
[0026]
请参阅图1至图6,本发明提供一种介入式远程缝线锁结装置100,用于缝线与锁钉300的固定,介入式远程缝线锁结装置100包括夹头组件20、设置于夹头组件20近端的驱动组件40,以及套设于夹头组件20及驱动组件40外的推送组件60。夹头组件20的远端设置用于放置锁钉300的空隙25,锁钉300沿轴向设有穿线腔301,介入式远程缝线锁结装置100沿轴向开设穿过夹头组件20及驱动组件40的穿线通道26。锁钉300包括锁定部310及设置于锁定部310远端的保持部330,穿线腔301穿通锁定部310及保持部330。锁定部310收纳于夹头组件20的空隙25内,保持部330挡止于推送组件60的远端面。穿线腔301包括位于锁定部310的第一内腔段302及位于保持部330的第二内腔段304,第一内腔段302的内周面的表面粗糙度大于或等于第二内腔段304的内周面的表面粗糙度。缝线穿设于锁钉300的穿线腔301及穿线通道26,驱动组件40相对于推送组件60转动并沿轴向移动而抵推夹头组件20,以挤压放置于空隙25内的锁钉300,使锁钉300变形以固定缝线。由于锁钉300的穿线腔301的第一内腔段302的内周面的表面粗糙度大于第二内腔段304的内周面的表面粗糙度,能使锁紧于锁钉300的第一内腔段302内的缝线的锁紧力较高,且缝线与第二内腔段304的内周面的摩擦不易使缝线磨损,从而能防止缝线受损。
[0027]
介入式远程缝线锁结装置100还包括与驱动组件40的近端及推送组件60的近端相连接的手柄80。手柄80包括位于远端的固定部82及位于近端、且能相对于固定部82运动的活动部84,固定部82与推送组件60的近端固定连接,活动部84与驱动组件40的近端连接,通过活动部84与固定部82之间的相对运动,带动驱动组件40相对于推送组件60之间的轴向移动。具体地,活动部84与固定部82之间可相对旋转和沿轴向移动,从而带动驱动组件40相对于推送组件60旋转和沿轴向移动,当驱动组件40沿轴向朝远端移动而抵推夹头组件20,可挤压放置于空隙25内的锁钉300,以完成缝线与锁钉300的固定。
[0028]
锁钉300由不锈钢、纯钛、镍钛、钴铬合金等生物相容性材料制成,优选由纯钛或不锈钢制成。
[0029]
请参阅图3至图5,锁钉300的穿线腔301沿轴向穿通锁钉300相对的两端,穿线腔301用于容纳并通过缝线。锁定部310受到机械外力作用时可被压瘪,以将缝线固定在锁钉300的穿线腔301中。锁定部310的穿线腔301的截面可以是多种形状,例如,圆柱形、棱柱形、椭圆形、多边形或不规则形状,只要具有穿线腔301用于容纳缝线即可。锁定部310的近端面边缘设置圆角,且圆角的表面光滑,即粗糙度较小,以避免锁定部310的近端面损伤组织。
[0030]
在其他实施例中,第一内腔段302的内周面相对的两个位置分别设置凸起的锁台和凹入的锁槽,当锁钉300受到外部的压握力作用,锁定部310变形,使得所述锁台被压入对应的所述锁槽内。当锁钉300继续变形,所述锁台和所述锁槽同时变形直至无法分离,此时,缝线500被牢固地固定在锁钉300的穿线腔301中。
[0031]
第一内腔段302为锁钉300锁紧缝线的主要区域,锁钉300的第一内腔段302的内表面与缝线直接接触,因此,第一内腔段302的内周面的表面粗糙度直接影响锁钉的锁紧力。
表面粗糙度是指材料的加工表面具有的较小间距和微小峰谷的不平度。表面粗糙度越小,说明材料的表面越光滑。表面粗糙度一般是由所采用的加工方法、表面处理和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。表面处理的方法包含物理抛光、化学抛光、电镀、喷砂、喷涂、放电加工等。由于加工方法和表面处理方法的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。第一内腔段302的内表面的表面粗糙度对锁钉300的影响主要表现在以下几个方面:
[0032]
第一,影响锁钉300的锁紧力,具体的,表面粗糙度对锁紧力的影响主要表现在影响锁钉300的第一内腔段302配合的稳定性。在锁钉300穿设缝线并受压变形后,锁钉300的锁定部310的内腔之间为间隙配合,内腔表面越粗糙,就越易磨损,锁紧缝线后随着人体组织的不停运动,间隙逐渐增大,连接强度逐渐降低;锁钉300的锁定部310的内周面与缝线之间为过盈配合,由于压握时将锁定部310的微观凸峰挤平,减小了实际有效过盈,从而降低连接强度。
[0033]
第二,影响锁钉300的疲劳强度,原因是粗糙的表面存在较大的波谷,对应力集中很敏感,故,粗糙度较大的表面,配合表面间的有效接触面积较小,压强较大,摩擦阻力较大,磨损较快,耐磨性较差;而较粗糙的表面易使血液通过表面的微观凹谷渗入到锁钉300内层,造成表面腐蚀。
[0034]
由此,第一内腔段302的内周面的表面粗糙度可以根据缝线500所需的锁紧力来进行调整。为了保证锁紧力与疲劳强度之间相互平衡,保证锁钉300的安全性和有效性,第一内腔段302的内周面的表面粗糙度范围为0.1微米-2.5微米。
[0035]
请一并参阅图7至图9,缝线500穿插于锁钉300的穿线腔301后,夹头组件20挤压锁钉300,使锁钉300变形以固定缝线。因此,锁钉300的变形率会影响锁钉300的锁紧力和抗疲劳能力。锁钉300的变形率反映了锁钉300被压握后的变形程度。本发明中,以锁钉300的锁定部310被压握后,锁定部310用于固定缝线500的穿线腔301在垂直于穿线腔301轴向的方向上的最小尺寸处所在的横截面的短轴的厚度为h,锁钉300初始状态时的单边壁厚为t1,则锁钉300的变形率ε=2w/h
×
100%。变形率ε可以反映出锁钉300被压握变形后,穿线腔301的内部间隙的大小。若锁钉300变形率较大,则h值较小,说明锁钉300变形后的间隙较小,锁紧力较高。但变形率过大,说明锁钉300变形后的间隙过小,有可能导致缝线500断裂,或者影响锁钉300的抗疲劳强度。本发明中,锁定部310的变形率的范围为50%~90%,从而保证锁钉300的锁紧力。
[0036]
e-ptfe缝线是常用的手术缝线,由100%聚四氟乙烯化学合成,是单股的不可吸收手术缝合线,具有高度孔洞性,平滑度高,摩擦系数低等特点。在e-ptfe缝线的手动打结过程中,通常需要超过两圈以上才可以打紧,当采用金属锁钉固定缝线时,要求锁紧力适宜,避免锁紧力不足导致滑脱;但由于e-ptfe缝线是单股线,其耐磨性相应较差,因此同时需要避免过大的锁紧力导致缝线断裂,并保证锁钉与e-ptfe缝线结合后,在心脏持续跳动状态下,缝线和锁钉反复受到牵拉时,锁钉的抗疲劳能力。本实施例中,变形率范围优选为55%~80%,通过将锁定部310的内周面的表面粗糙度与锁定部310的变形率相匹配,使得锁紧力和抗疲劳强度之间达到平衡,尤其适用于e-ptfe缝线等单股缝线的锁紧固定。在其他实施例中,变形率范围进一步优选为60~75%,尤其适用于锁定2~6根e-ptfe缝线。
[0037]
保持部330设置于锁定部310的远端,具体地,保持部330至少部分自锁定部310的远端外壁径向凸设,即,保持部330的外径大于锁定部310的外径,也即,保持部330的远端面的横截面积大于锁定部310的径向横截面积。由此,保持部330具有限位的作用,以防止锁钉300远端面被压瘪产生变形时被拉入或滑动至夹头组件20的空隙25内。本实施例中,保持部330为横截面是环形的凸台。现有技术中,锁钉300的远端没有设置保持部330,当锁钉300的远端面被压瘪产生变形后容易被拉入或滑入夹头组件20的空隙25内,则在夹头组件20张开恢复到初始位置时,锁钉300的远端面可能会被夹头组件20挂住,无法使锁钉300从介入式远程缝线锁结装置100的远端自动分离。
[0038]
保持部330具有与第一内腔段302相连通的第二内腔段304,即,第二内腔段304与第一内腔段301构成用于穿装缝线的穿线腔。第二内腔段304的内周面的表面粗糙度小于或等于第一内腔段302的内周面的表面粗糙度,从而降低缝线与第二内腔段304的内周面的摩擦力,避免缝线长期摩擦受损。
[0039]
保持部330的远端外周边缘及近端外周边缘均设置圆角,保持部330的外表面为弧面,以防止锁钉300划伤患者身体内部组织。本实施例中,保持部330为横截面为环形的凸台,且凸台的外表面为弧面。凸台的远端面与第二内腔段304的内周面的相交处设置圆角。
[0040]
保持部330的远端面与第一内腔段302的内周面的相交处设置第一圆滑过渡区305,锁固于锁钉300的穿线腔301内的缝线以一定倾斜角度与第一圆滑过渡区305接触,以避免保持部330的远端面与第一内腔段302的内周面的相交处切割缝线,避免缝线摩擦疲劳甚至断线。本实施例中,第一圆滑过渡区305采用放电加工,其表面粗糙度范围为0.1微米-2.5微米,以避免损坏缝线。在其他实施例中,第一圆滑过渡区305也可以经放电加工后再进行镀膜工艺以进一步减少粗糙度,通过镀ptfe膜,其表面粗糙度范围为0.1微米-0.5微米。
[0041]
如图4所示,第一圆滑过渡区305与第一内腔段302的内周面之间设置第二圆滑过渡区306,第二圆滑过渡区306的表面粗糙度小于2微米。如果第二圆滑过渡区306的表面粗糙度过大,会对缝线产生摩擦疲劳并导致缝线断线,将第二圆滑过渡区306的表面粗糙度控制在2微米以内,能有效避免缝线断裂。
[0042]
为了减小第二圆滑过渡区306粗糙度,可以对第二圆滑过渡区306采用放电加工;为了进一步减小第二圆滑过渡区306的粗糙度,可以在放电加工的基础上增加镀ptfe膜工艺。
[0043]
为了进一步减小第二圆滑过渡区306的粗糙度或断差,第二圆滑过渡区306是自远端至近端内径逐渐减小的锥面,锥面的单边斜度范围为0.3度-0.8度,优选为0.5度-0.6度。
[0044]
请一并参阅图4及图5,锁钉300的穿线腔301的内孔d1大小根据需要锁紧的缝线的线径和数量来决定,穿线腔301的内孔d1的范围为0.8微米-1.2微米。目前常用的e-ptfe缝线的外径为0.3微米,需要锁紧的数量为2根至4根,优选的,穿线腔301的内孔d1范围为0.85微米-1.0微米。锁钉300的锁定部310的壁厚t1的范围为0.1微米-0.2微米,锁定部310的壁厚t1低于0.1微米不利于锁钉300的抗疲劳能力,锁定部310的壁厚t1大于0.2微米不利于锁钉300的变形及锁紧力度;优选的,锁定部310的壁厚t1的范围为0.12微米-0.18微米。
[0045]
保持部330的凸台厚度t2范围为0.3微米-0.6微米;优选的,保持部330的凸台厚度t2范围为0.4微米-0.5微米。保持部330的凸台外径d2的范围为1.6微米-2.2微米;优选的,保持部330的凸台外径d2的范围为1.8微米-2.0微米。锁钉300的整体长度l的尺寸范围为4
微米-6.5微米;锁钉300的整体长度l过长不仅不利于输送,也会影响锁钉300植入人体后的安全性,优选的,锁钉300的整体长度l的长度尺寸范围为4.5微米-6.0微米。锁钉300的整体长度l减去保持部330的凸台厚度t2即为第一内腔段302的长度。
[0046]
请一并参阅图2及图6,夹头组件20包括相互连接或一体成型的第一夹头22及第二夹头24,第一夹头22及第二夹头24的连接处与穿线通道26相连通。空隙25形成于第一夹头22的远端与第二夹头24的远端之间,锁钉300放置于空隙25处,即,锁钉300穿装在夹头组件20中。当驱动组件40相对于推送组件60转动并沿轴向移动而抵推夹头组件20的第一夹头22与第二夹头24相向转动,第一夹头22与第二夹头24能挤压锁钉300,使锁钉300变形,以锁定穿装于锁钉300的穿线腔301内缝线。
[0047]
本实施例中,第一夹头22的近端与第二夹头24的近端通过转轴27转动连接,转轴27开设连通穿线通道26的通孔271。第一夹头22背离第二夹头24的一侧设置倾斜的导滑面226,导滑面226位于第一夹头22的远端并朝远离穿线通道26的一侧倾斜延伸。第一夹头22面朝第二夹头24的侧面邻近远端处设置第一夹齿227,第一夹齿227包括若干齿槽,每一齿槽沿大致平行于轴孔224的轴向延伸。第二夹头24面朝第一夹头22的侧面邻近远端处设置第二夹齿243,第二夹齿243包括若干齿槽,第二夹齿243的每一齿槽的延伸方向与第一夹齿227的齿槽的延伸方向相同。当第一夹头22与第二夹头24通过转轴27转动连接后,第一夹头22的第一夹齿227与第二夹头24的第二夹齿243错位并能相互啮合,因此,第一夹头22朝第二夹头24转动,第一夹齿227及第二夹齿243将放置于空隙25内的锁钉300挤压成具有曲率的形状。夹头组件20还包括弹性件28,弹性件28用于第一夹头22和/或第二夹头24的转动复位,以便于锁钉300插入第一夹头22与第二夹头24之间的空隙25内,及在第一夹头22与第二夹头24挤压锁钉300后,第一夹头22复位以便于锁钉300顺利解脱。
[0048]
驱动件44包括螺杆442及轴向连接于螺杆442的旋转芯轴445,具体的,旋转芯轴445的远端固定连接于螺杆442,旋转芯轴445的近端固定连接于活动部84,活动部84的转动能带动旋转芯轴445及螺杆442一并转动。
[0049]
顶杆件42包括用于沿轴向滑动地抵接于第一夹头22的导滑面226的顶杆421,以及设置于所述顶杆421的近端的连接块423,顶杆421位于连接块423径向的一侧。连接块423沿轴向开设通孔,通孔穿通连接块423的远端面及近端面,连杆销钉45可转动地插接于通孔内。推送组件60包括转动地套接于螺杆442的推力管62、连接于推力管62远端的前端外管64、连接于推力管62远端的推送轴66,以及覆盖于前端外管64远端的端盖67。推力管62设置对应螺杆442的内螺纹,旋转芯轴445的转动带动螺杆442相对于推力管62转动并沿轴向移动;优选的,推力管62的内壁设置对应螺杆442的内螺纹622,推送轴66的远端固定连接于推力管62的近端,推送轴66的近端固定连接于固定部82。
[0050]
请参阅图10至图15,以下以心脏二尖瓣的瓣膜修复术为例,说明本发明提供的介入式远程缝线锁结装置100及锁钉300在二尖瓣膜的缘对缘修复术中的使用。
[0051]
第一步:如图10所示,首先在患者的股静脉穿刺,经房间隔穿刺后,向二尖瓣的前叶401和后叶403分别植入多根带有弹性垫片501的缝线500,缝线500与瓣叶之间的点接触被转变为弹性垫片501与瓣叶之间的面接触,可有效降低瓣叶撕裂的风险;
[0052]
第二步:如图11及图13所示,在患者体外把两侧瓣叶上的多根缝线500均穿入锁钉300的穿线腔301中,并将缝线500近端依次经过介入式远程缝线锁结装置100的锁钉300的
穿线腔301、第一夹头22与第二夹头24之间的空隙、转轴27的通孔271、前端外管64的通孔、连杆销钉45的引线孔及旋转轴445的中空内孔,从活动部84的近端穿出;
[0053]
第三步:借助调弯鞘管(图未示出)将介入式远程缝线锁结装置100远端经股静脉和房间隔推入心脏,向二尖瓣的瓣叶移动靠近,同时拉动缝线500,直至介入式远程缝线锁结装置100远端到达预定位置;
[0054]
第四步:分别调节前叶401和后叶403上的缝线500的松紧度,同时通过超声确定二尖瓣反流最轻的状态,当到达该状态时,停止调节,保持两组缝线500的松紧状态,即,保持二尖瓣的前叶401和后叶403之间的相对距离;
[0055]
第五步:如图11及图14所示,保持手柄80的固定部82不动,驱动活动部84向远端旋转运动,此时,旋转芯轴445带动螺杆442相对于推送轴66向远端移动,螺杆442驱动顶杆件42向远端移动,顶杆件42的顶杆421的远端持续挤压第一夹头22,使得第一夹头22向第二夹头24靠拢,压握位于第一夹头22及第二夹头24之间的锁钉300,弹性件28被挤压而发生弹性变形,直至锁钉300变形,将锁钉300与穿装在锁钉300的穿线腔301中的缝线500固定在一起,保持部330被止挡于端盖67外;然后驱动活动部84向近端运动,顶杆421解除对第一夹头22的挤压,第一夹头22在弹性件28的弹性复位的作用下张开并恢复到初始位置,变形后的锁钉300自第一夹头22与第二夹头24之间的空隙处解脱;此时,缝线500被锁紧于变形的锁定部310的第一内腔段302内,使得缝线500的锁紧力较高;另外,缝线500与锁钉300的第一圆滑过渡区305及第二圆滑过渡区306接触,由于第一圆滑过渡区305及第二圆滑过渡区306的表面粗糙度均较小,因此,能避免缝线500的损坏。
[0056]
第六步:如图12及图15所示,将介入式远程缝线锁结装置100的远端撤出患者体外,锁钉300留在患者体内,将锁钉300末部的缝线500裁剪掉,此时,锁钉300将分别穿过前叶401和后叶403的两组缝线500固定在一起,二尖瓣的前叶401和后叶403形成双孔化结构,完成缘对缘修复。
[0057]
可以理解的是,上述仅以介入式远程缝线锁结装置用于经股静脉-房间隔-左心房-二尖瓣的路径进行介入式的二尖瓣修复过程为例,说明了本发明的使用过程,本发明的介入式远程缝线锁结装置也可用于其他手术过程中的缝线的锁紧及固定。
[0058]
本发明的介入式远程缝线锁结装置100尤其适用于以下场景,如:
[0059]
(1)经股静脉-房间隔-左心房-二尖瓣的路径进行介入式二尖瓣修复手术;
[0060]
(2)经股动脉-主动脉弓-主动脉瓣-左心室-二尖瓣的路径进行介入式二尖瓣修复手术;
[0061]
(3)经颈静脉-房间隔-左心房-二尖瓣的路径进行介入式二尖瓣修复手术。
[0062]
也适用于如下场景:(1)经股静脉-右心房-三尖瓣的路径进行介入式三尖瓣修复手术;(2)经颈静脉-右心房-三尖瓣的路径进行介入式三尖瓣修复手术。通过微创介入的方式,在患者体外远程操作介入式远程缝线锁结装置100将植入在瓣叶上的缝线500通过锁钉300固定。
[0063]
其他实施例中的锁钉与实施例1中的锁钉300结构相似,不同之处在于:在制作锁钉后,将锁钉的第一内腔段的内周面经过镜面放电处理或者线切割处理,使得第一内腔段的内周面的表面粗糙度与实施例1中的第一内腔段302的内周面的表面粗糙度不同,分别得到实施例2~9的锁钉,如图16所示。
[0064]
采用相同的工艺制备与实施例1的锁钉300的尺寸、结构均相同的锁钉,再通过镜面放电处理或者线切割处理将锁钉的内周面的表面粗糙度调整至不同范围,作为对比例1~16的锁钉,如图16所示。
[0065]
对实施例1~9,及对比例1~16中的锁钉,分别进行表面粗糙度测试、变形率测试、锁紧力测试及疲劳测试,结果如图16所示。
[0066]
表面粗糙度测试
[0067]
触针法测试原理:当触针沿被测表面轻轻滑过时,由于表面有微小的峰谷使触针在滑行时,还沿峰谷上下运动,触针的运动情况反映表面轮廓的情况。
[0068]
测试标准:gb/t1031,gb/t10610。
[0069]
测试仪器:美国bruker公司的dektak 6m型探针式表面轮廓仪。
[0070]
测试参数:探针压力:10mg;滑行距离:800微米;滑行时间:8秒,滑行速度100微米/秒。
[0071]
测试方法:将实施例1至9,及对比例1至16的锁钉300沿轴线对半切开,分为对称的两部分,在每部分的第一内腔段302分别取3至10个点,在每个取样点分别测试压力为10mg的探针以100微米/秒的速度滑行800微米的过程中,表面轮廓的变化情况,并对两部分的所有取样点的测试结果取平均值,即为锁钉300的内周面的表面粗糙度。
[0072]
变形率测试
[0073]
测试方法:先通过千分尺测量锁钉300外径,用针规测量锁钉300内径,再通过外径减去内径得到双边壁厚,分别得到实施例1~9,及对比例1~16的锁钉300在初始状态时的双边壁厚2t1;然后采用介入式缝线锁结装置100,分别将实施例1~9,及对比例1~16的锁钉300分别用于两根呈u形对折的e-ptfe缝线500的锁固;之后通过深圳智泰精密仪器有限公司生产的vms322型光学影像测量仪测量锁固后的锁钉300的锁定部310在垂直于第一内腔段302轴向的方向上的最小尺寸处所在截面的短轴的厚度h,然后根据ε=2w/h
×
100%计算锁钉的变形率,结果如图16所示。
[0074]
锁紧力测试
[0075]
测试方法:对变形率测试中,锁固后的锁钉300及缝线500进行锁紧力测试。测试设备为上海衡翼精密仪器有限公司生产的hy-0580型电子式万能拉力试验机。测试步骤如下:锁固后的样品具有两个闭合的线圈,一个线圈作为固定端固定在拉力试验机固定端的拉钩上,另一个线圈穿入拉力试验机移动端的拉钩,拉力试验机移动端的移动速度设置为100微米/min。以拉力试验机所采集到缝线被拉脱或拉断的最大值记录为锁钉的锁紧力。根据相关文献,当锁紧力为3n时,可以满足临床上关于缝线的拉力要求。
[0076]
疲劳测试
[0077]
疲劳测试的目的是验证锁钉300锁紧缝线500后是否能够满足作为医疗器械植入件植入10年载荷使用。测试前,先用锁钉300锁紧两根呈u形对折的e-ptfe缝线500,然后把锁钉300及缝线500放置在模拟人体心脏左心系统跳动的疲劳测试机里,进行非破坏性疲劳测试。疲劳测试设备为上海心瓣测试设备有限公司的awt-1000型人工心脏瓣膜耐疲劳性能测试机。按照iso 5840及gb 12279—2008《心血管植入物人工心脏瓣膜》中关于“疲劳试验”的方法进行测试,周期:≥4亿次,记录疲劳测试周期内因负荷产生的锁钉300滑动及锁钉300对缝线500损伤情况,验证是否满足iso 5840及gb 12279—2008《心血管植入物人工心
脏瓣膜》的相关要求。
[0078]
从图16所示的测试结果可知:
[0079]
1)当锁钉300的第一内腔段302的表面粗糙度相同时,锁钉300的变形率增大,则锁紧力随之增大;当锁钉300的变形率相同时,第一内腔段302的表面粗糙度增大,则锁紧力随之增大。
[0080]
2)当锁钉300的第一内腔段302的粗糙度小于0.10微米时,锁紧力值偏小,缝线500滑脱导致疲劳测试失效,不能满足疲劳性能要求。
[0081]
3)当锁钉300的第一内腔段302的粗糙度大于2.5微米时,锁紧力值过大,缝线500被磨断导致疲劳测试失效,不能满足疲劳性能要求。
[0082]
4)当锁钉300的变形率小于0.50时,说明锁钉300变形后的间隙较大,锁紧力偏小,不能有效锁紧缝线500,且不能满足疲劳性能要求。
[0083]
5)当锁钉300的变形率大于0.90时,锁钉300容易挤伤缝线500,锁钉300的锁紧力值呈下降趋势,且不能满足疲劳性能要求。
[0084]
由此可知,图16中的实施例1至实施例9同时满足较好的锁紧能力及抗疲劳能力的要求,具体的,本发明的锁钉300的第一内腔段302的内周面的表面粗糙度的范围为0.1微米-0.25微米;锁钉300的锁定部310的变形率的范围为50%-90%,当两者匹配时,锁定部310变形后对两根呈u形对折穿装在锁钉300中的e-ptfe缝线500具有合适的锁紧力及抗疲劳能力。图16中的对比例1-对比例16中的锁钉不满足疲劳性能的要求。
[0085]
以上是本发明实施例的实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明实施例原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1