支架的制备方法与流程
1.本发明属于医疗器械技术领域,具体涉及一种支架的制备方法。
背景技术:
2.支架置入术,是将支架置入血管的病变部位,使狭窄血管重新扩起,恢复正常供血,从而达到血运重建的目的,是目前治疗血管狭窄,供血不足引起的疾病(如冠心病)的最有效途径。数字减影血管造影(digital substraction angiography,dsa)是支架置入术中常用的辅助定位设备,其原理是,当植入支架材料的放射密度大于植入位置周围的器官或组织时,在x射线的作用下,得以显像,可用于医生的诊断和临床治疗。而市场上,用于制备支架的材料主要为金属材料和聚合物材料。当制备支架的材料为放射密度较大的材料,如钴铬合金、镍钛合金、铁合金或医用不锈钢材料时,且支架杆厚度大于70微米时,在dsa下,可清晰显像。当支架材料为放射密度较低的材料,如聚乳酸、镁合金时,尽管支架杆厚度达到120微米以上,在dsa下,仍然显像不清晰。另外在放射密度较高的材料,当支架杆厚度小于70微米时,也存在部分位置(如冠脉)显像不清晰的情况。因此上述两类支架有必要提高其在体内的显影性。
3.目前,提高支架显影性的方法主要是在支架上设计一种显影孔结构,然后将显影材料以机械压铆的方式置于显影孔内,使其在后序工艺中和体内扩张支架的时候,确保显影材料不脱落至血管内,避免引起栓塞的情况,同时可以清晰显像支架的位置和形态,便于医生诊断和临床治疗。因此需要这种显影材料在x射线下有很好的显影性,同时需要这种铆合结构有很好的结合力。
4.而现在多采用机械压铆的方式,将支架和显影材料进行铆合。这种方法是通过将特定形状的显影材料置于显影孔中,用机械力将显影材料(如纯黄金)挤压并充分铺展于显影孔内。且这种方法往往需要过盈搭配,使显影材料充分展开,甚至溢出,以达到铆合结构,确保在后续使用过程中不发生脱落。然而,不难发现,上述方法有几个缺点:1.固态金属的流动性差,显影材料不能充分在显影孔中展开,这种铆合方法终究会存在较高脱落的风险;2.这种机械的方法在加工过程中容易造成支架基体变形、划伤支架基体,造成划痕,降低支架的力学性能;3.由于显影结构一般比较小,通常在显微镜下操作,工效较低。
技术实现要素:
5.本发明的目的是至少解决显影结构脱落率低且不损伤支架的问题。
6.本发明的第一方面提出了一种支架的制备方法,所述支架包括具有管腔结构的骨架结构,所述骨架结构上具有显影孔,包括以下步骤:
7.将所述骨架结构套设在撑杆上,将显影材料放置在所述显影孔中,将套件套在所述骨架结构外表面;
8.所述套件对所述显影材料施加压力,激光束透过所述套件照射所述显影材料,使所述显影材料在所述显影孔中展开,所述显影材料与所述骨架结构产生结合,得到所述支
架。
9.在一实施例中,所述激光束的直径的范围为20μm~200μm。
10.在一实施例中,所述撑杆的材料选自钨、钽、钼或铌中的至少一种。
11.在一实施例中,所述激光束透过所述套件照射所述显影材料,具体为,所述激光束透过所述套件照射所述显影材料的中心。
12.在一实施例中,所述骨架结构的管腔结构的内径略大于所述撑杆的外径。
13.在一实施例中,所述套件至少部分材质的透光率在85%以上。
14.在一实施例中,所述套件的横截面为弧形,或者所述套件为管状结构。
15.在一实施例中,所述套件对所述显影材料施加的所述压力的范围为0.1n~10n,并且所述压力保持0.1s~10s。
16.在一实施例中,所述显影材料包括金、银、铂、铑、钴或铬中的至少一种。
17.在一实施例中,所述支架应包括钴铬合金支架、镍钛合金支架、纯铁支架、铁合金支架、医用不锈钢材料支架、镁合金支架和聚乳酸支架。
18.上述支架的制备方法,通过激光束熔融显影材料,并通过套件对显影材料施加压力,使显影材料在显影孔中展开,并与支架骨架结构产生融合,能够大大增强显影材料与支架骨架结构之间的结合力,避免显影材料掉落在体内引起栓塞,并且对支架骨架结构没有力学损伤,操作方便。
附图说明
19.通过阅读下文优选实施方式的详细描述,各种其它的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的附图标记表示相同的部件。其中:
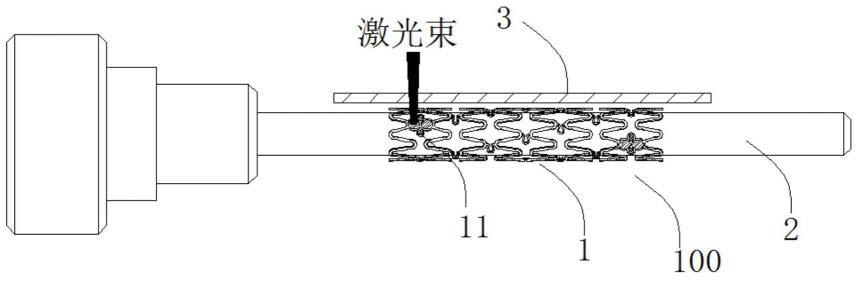
20.图1为一实施例提供的支架制备方法示意图。
21.图2为图1的横截面的示意图。
22.图3为一实施例中提供的将显影材料通过激光束和套件作用的前后过程示意图。
具体实施方式
23.下面将参照附图更详细地描述本发明的示例性实施方式。虽然附图中显示了本发明的示例性实施方式,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
24.应理解的是,文中使用的术语仅出于描述特定示例实施方式的目的,而无意于进行限制。除非上下文另外明确地指出,否则如文中使用的单数形式“一”、“一个”以及“所述”也可以表示包括复数形式。术语“包括”、“包含”、“含有”以及“具有”是包含性的,并且因此指明所陈述的特征、步骤、操作、元件和/或部件的存在,但并不排除存在或者添加一个或多个其它特征、步骤、操作、元件、部件、和/或它们的组合。文中描述的方法步骤、过程、以及操作不解释为必须要求它们以所描述或说明的特定顺序执行,除非明确指出执行顺序。还应当理解,可以使用另外或者替代的步骤。
25.尽管可以在文中使用术语第一、第二、第三等来描述多个元件、部件、区域、层和/
或部段,但是,这些元件、部件、区域、层和/或部段不应被这些术语所限制。这些术语可以仅用来将一个元件、部件、区域、层或部段与另一区域、层或部段区分开。除非上下文明确地指出,否则诸如“第一”、“第二”之类的术语以及其它数字术语在文中使用时并不暗示顺序或者次序。因此,以下讨论的第一元件、部件、区域、层或部段在不脱离示例实施方式的教导的情况下可以被称作第二元件、部件、区域、层或部段。
26.为了便于描述,可以在文中使用空间相对关系术语来描述如图中示出的一个元件或者特征相对于另一元件或者特征的关系,这些相对关系术语例如为“内部”、“外部”、“内侧”、“外侧”、“下面”、“下方”、“上面”、“上方”等。这种空间相对关系术语意于包括除图中描绘的方位之外的在使用或者操作中装置的不同方位。例如,如果在图中的装置翻转,那么描述为“在其它元件或者特征下面”或者“在其它元件或者特征下方”的元件将随后定向为“在其它元件或者特征上面”或者“在其它元件或者特征上方”。因此,示例术语“在
……
下方”可以包括在上和在下的方位。装置可以另外定向(旋转90度或者在其它方向)并且文中使用的空间相对关系描述符相应地进行解释。
27.参看图1~图3,本实施例提供一种支架100的制备方法,其中支架100包括具有管腔结构的骨架结构1,骨架结构1上具有显影孔11,该支架的制备方法包括以下步骤:
28.s101:将骨架结构1套设在撑杆2上,将显影材料4放置在显影孔11中,将套件3套在骨架结构1的外表面。
29.s102:套件3对显影材料4施加压力,激光束透过套件3照射显影材料4,使显影材料4与骨架结构1产生结合,得到支架。
30.在步骤s101中,将骨架结构1套设在撑杆2上,能够固定骨架结构1,使骨架结构1在操作过程中不易移动,避免显影材料在熔化后随意流动。其中撑杆2的外径与骨架结构1的内径接近或略大于支架内径,能够更好地支撑骨架结构1。其中,本实施例中,撑杆2的材料选自钨、钽、钼或铌中的至少一种。
31.将显影材料4通过剪切工具剪切出合适尺寸的显影材料放置在显影孔11中,可以理解的,撑杆2位于显影孔11所在的位置,以方便给显影材料4支撑,显影材料的厚度比骨架结构1的壁厚大,显影材料的底面积小于显影孔11的面积。该显影孔11的形状可以为梅花状、椭圆形、圆形、方形、双圆形等各种形状。同一骨架结构1上的显影孔11的大小可以相同,也可以不同。显影材料4可以为金、银、铂、铑、钴、铬的显影金属材料中的至少一种。显影孔11的数量可以为1个或多个。
32.将套件3套在骨架结构1的外表面,实际上是使显影孔11被撑杆2和套件3上下包围,使显影材料4更容易在显影孔11中展开并充盈,避免显影材料4熔化后随意流动。在本实施例中,该套件3的横截面为弧形,或者该套件3可以为管状结构。可以理解的,横截面为弧形的套件比管状结构的套件更方便装取,更方便实现自动化。当套件3的横截面为弧形时,该套件3整体看上去类似瓦片形状,套件3的内外表面为弧形,能够更好地贴合骨架结构1的表面,并且该套件3能够在骨架结构1的表面移动,作用于不同位置的显影孔。
33.在步骤s102中,套件3对显影材料4施加压力,具体可以为使用外力对套件3的两端施加压力,该压力作用在显影材料4上。在其他实施例中,可以对套件3的任意部分施压,只要该压力能够经套件3作用在显影材料上即可。在本实施例中,套件3对显影材料4施加的压力的范围为0.1n~10n,并且压力保持0.1s~10s,能够使显影材料4较好地分布在显影孔
中,同时也避免损伤支架的骨架结构1。
34.激光束透过套件3照射显影材料4。其中该套件3的至少部分材质的透光率在85%以上,该至少部分材质可以为石英玻璃材质、有机树脂材质或水晶材质。具体地,套件3中至少被激光束照射并与显影孔11相对应的位置可以设置成石英玻璃、有机树脂材质或水晶材质,能够对激光束具有较少或者不具备阻挡效果,从而增加套件的可视性,并且具有耐热性。在其他实施例中,该套件3的材料可以为任意被激光束穿透并传递热量的材料即可,可不具有可视性。
35.在本实施例中,激光束透过套件3照射显影材料4,具体为激光束透过套件3照射显影材料4的中心,能够使激光束集中在显影材料的中心部分,使最开始熔融状态的显影材料集中在中心部分,然后慢慢向四周扩散,能够使显影材料较为均匀地分布在显影孔中,同时能够避免激光束照射在显影材料的周边部分造成的熔融状态的显影材料容易溢出显影孔,且容易分布不均的问题。在其他实施例中,激光束透过套件3也可以照射显影材料4的周边位置。
36.其中,激光束的直径的范围为20μm~200μm,优选50μm~100μm。激光束尺寸过小,能量过于集中,激光束作用在显影材料上的位置过小,使该显影材料不能较快地充盈显影孔;激光束尺寸过大,能量波及到显影孔的周围,对支架基体造成损伤。
37.激光束的能量的范围为0.1j~4.0j。低于这个范围容易出现照射后的显影材料4的流动性不足,显影材料4在显影孔11中与骨架结构1的结合力不够;高于这个范围容易出现激光束能量过强,显影材料4溢出显影孔11。此范围内显影材料是部分熔融,用以增加显影材料的流动性。需要说明的是,本实施例中,显影材料不一定非要被激光照射到熔融状态,只要显影材料有一定的流动性即可,开始具有流动性时的温度为始端温度,该温度远低于金属熔点。
38.本实施例使用的激光束光斑小,能量集中、热影响区小的特点,使能量都集中在显影材料上,避免支架的骨架结构受到损伤。
39.本实施例中,显影孔11的面积范围为0.03mm2~0.35mm2。在一实施例中,显影孔11包括第一显影孔和第二显影孔,第一显影孔的面积大于第二显影孔的面积,第一显影孔中放置第一显影材料,第二显影孔中放置第二显影材料,激光束照射第一显影材料的能量范围为0.3j~1.0j,激光束照射第二显影材料的能量范围为0.2j~0.8j。
40.在步骤s102中,先采用套件3对显影材料4施加压力,再通过激光束透过套件3照射显影材料4,如此先后顺序,可以在保持压力的作用下进行激光束照射,显影材料4更容易铺展。如果先激光束照射,再施加压力,可能会出现施加压力不及时,显影材料4冷却而导致的不容易铺展的情况。
41.在本实施例中,使用激光束照射显影材料的原理是显影材料(如纯黄金)在激光的作用下,由于表面能的作用,会发生团聚成球的倾向,因此在其受激光作用的时候需要对其施加少量的力,使其在具有一定流动性的时候充分展开,也就是在显影材料熔融的瞬间铺展开来,充满显影孔,从而提高显影材料与骨架结构1之间的结合力。
42.支架100的制备方法还包括步骤s103,在步骤s103中,关闭激光束,撤掉套件3后,可以进一步进行冷却,该冷却过程能够进一步使提高显影材料与骨架结构1之间的结合力。
43.在本实施例中,支架可以为各种材质的支架。该支架可以包括高密度的薄壁金属
支架和低密度的金属支架或者聚合物支架。其中,高密度的薄壁金属支架包括但不限于钴铬合金支架、镍钛合金支架、纯铁支架、铁合金支架和医用不锈钢材料支架,高密度的薄壁金属支架壁厚范围为40~70μm;低密度的金属支架或者聚合物支架包括但不限于镁合金和聚乳酸材料。本实施例中采用的方法能够应用在该比较薄的支架或者密度比较低的支架上,且能够取得较好的效果,具体为显影材料较好地与支架的骨架结构结合,脱落率低,并且不容易伤害骨架结构,操作方便快捷,能够实现工业化自动化生产。
44.其中显影结构脱落率=显影结构脱落的支架数量/清洗的支架数量。需要说明的是,显影结构是指显影材料经过步骤s101和s102(或者步骤s101、s102和s103)的处理后在显影孔中形成的最终的结构。具体参看下述实施例。
45.实施例1
46.本例子使用铁基支架举例。
47.将两端设置有显影孔结构的铁基支架(支架杆壁厚为40μm,两端支架显影孔面积各为0.340mm2)套在钨撑杆上;
48.取出70μm厚的黄金薄片,用剪切工具剪出0.19mm2的显影材料,制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
49.设置激光照射参数(激光束直径尺寸为100μm,激光能量4.0j);
50.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
51.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
52.重复上述步骤,将另一端显影孔压上对应尺寸的显影材料。
53.用基恩士三维显微镜观察,支架显影孔位置充盈较好,有少量的空隙,显影孔结构附近无损伤,用超声清洗,显影结构脱落率为1%。
54.实施例2
55.本例子使用铁基支架举例。
56.将两端设置有显影孔结构的铁基支架(支架杆壁厚为58μm,支架显影孔为梅花状结构,有两大两小椭圆结构显影孔,大显影孔的面积为0.085mm2;小显影孔的面积为0.039mm2)套在钼撑杆上;
57.取出70μm厚的黄金薄片,用剪切工具剪出0.070mm2和0.032mm2的显影材料(分别对应大显影孔的显影材料和小显影孔的显影材料),制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
58.设置激光照射参数(激光束直径尺寸为100μm,激光能量大孔0.5j,小孔0.3j);
59.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
60.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
61.重复上述步骤,将所有显影孔压上对应尺寸的显影材料。
62.用基恩士三维显微镜观察,支架显影孔位置充盈完美,无明显空隙,显影孔结构附近无损伤,用超声清洗,显影结构脱落率为0.01%。
63.实施例3
64.本例子使用铁基支架举例。
65.将两端设置有显影孔结构的铁基支架(支架杆壁厚为70μm,两端支架显影孔面积各为0.156mm2)套在钽撑杆上;
66.取出100μm厚的黄金薄片,用剪切工具剪出0.109mm2的显影材料,制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
67.设置激光照射参数(激光束直径尺寸为100μm,激光能量大孔3.2j);
68.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
69.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
70.重复上述步骤,将另一端显影孔压上对应尺寸的显影材料。
71.用基恩士三维显微镜观察,支架显影孔位置黄金稍有溢出,显影结构中间稍微不平整,显影孔结构附近无损伤,用超声清洗,显影结构脱落率为0.05%。
72.实施例4
73.本例子使用铁基支架举例。
74.将两端设置有显影孔结构的铁基支架(支架杆壁厚为58μm,支架显影孔为梅花状结构,有两大两小椭圆结构显影孔,大显影孔的面积为0.085mm2;小显影孔的面积为0.039mm2)套在铌撑杆上;
75.取出70μm厚的黄金薄片,用剪切工具剪出0.070mm2和0.032mm2的显影材料(分别对应大显影孔的显影材料和小显影孔的显影材料),制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
76.设置激光照射参数(激光束直径尺寸为50μm,激光能量大孔0.5j,小孔0.3j);
77.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
78.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
79.重复上述步骤,将所有显影孔压上对应尺寸的显影材料。
80.用基恩士三维显微镜观察,支架显影孔位置充盈较好,部分区域有少量空隙,显影孔结构附近无损伤,用超声清洗,显影结构脱落率为1%。
81.实施例5
82.本例子使用铁基支架举例。
83.将两端设置有显影孔结构的铁基支架(支架杆壁厚为58μm,支架显影孔为梅花状结构,有两大两小椭圆结构显影孔,大显影孔的面积为0.085mm2;小显影孔的面积为0.039mm2)套在钽撑杆上;
84.取出70μm厚的黄金薄片,用剪切工具剪出0.070mm2和0.032mm2的显影材料(分别对应大显影孔的显影材料和小显影孔的显影材料),制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
85.设置激光照射参数(激光束直径尺寸为200μm,激光能量大孔0.5j,小孔0.3j);
86.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
87.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
88.重复上述步骤,将所有显影孔压上对应尺寸的显影材料。
89.用基恩士三维显微镜观察,支架显影孔位置充盈较好,无明显空隙,但显影孔结构附近有轻微灼伤痕迹,用超声清洗,显影结构脱落率为0.02%。
90.实施例6
91.本例子使用镁合金支架。
92.将两端设置有显影孔结构的镁合金支架(支架杆壁厚为150μm,两端支架显影孔的面积各为0.090mm2)套在钨撑杆上;
93.取出200μm厚的钽薄片,用剪切工具剪出0.068mm2的显影材料,制备出圆柱状的钽显影材料,将钽显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
94.设置激光照射参数(激光束直径尺寸为100μm,激光能量2.0j);
95.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
96.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
97.重复上述步骤,将所有显影孔压上对应尺寸的显影材料。
98.用基恩士三维显微镜观察,支架显影孔位置充盈完美,无明显空隙,显影孔结构附近无损伤,用超声清洗,显影结构脱落率为0.02%。
99.实施例7
100.本例子使用可吸收聚乳酸支架。
101.将两端设置有显影孔结构的聚乳酸支架(支架杆壁厚为156μm,两端支架显影孔的面积各为0.087mm2)套在钼撑杆上;
102.取出200μm厚的黄金薄片,用剪切工具剪出0.068mm2的显影材料,制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
103.设置激光照射参数(激光束直径尺寸为100μm,激光能量1.0j);
104.将激光束对准显影材料中心,施加5n的压力于石英玻璃套件两端,进行激光束照射;
105.静压5秒后,关闭激光束,撤掉压力,移走石英玻璃套件;
106.重复上述步骤,将所有显影孔压上对应尺寸的显影材料。
107.用基恩士三维显微镜观察,支架显影孔位置充盈完美,无明显空隙,显影孔结构附近无损伤,用超声清洗,显影结构脱落率为0.02%。
108.对比例
109.本例子使用铁基支架举例。
110.将两端设置有显影孔结构的铁基支架(支架杆壁厚为58μm,支架显影孔为梅花状结构,有两大两小椭圆结构显影孔,大显影孔的面积为0.085mm2;小显影孔的面积为0.039mm2)套在撑杆上;
111.取出70μm厚的黄金薄片,用剪切工具剪出0.070mm2和0.032mm2的显影材料(分别对应大显影孔的显影材料和小显影孔的显影材料),制备出圆柱状黄金显影材料,将黄金显影材料放置于对应的显影孔位置,套上透明的石英玻璃套件;
112.在显影材料上方对石英玻璃套件施加15n的压力,保持5s,使显影材料初步铺展于显影孔内;
113.取下石英玻璃套件,用铆针轻压显影材料,使其充分展开;
114.重复上述步骤,将所有显影孔压上对应尺寸的显影材料。
115.用基恩士三维显微镜观察,显影结构表面不平整,部分区域有空隙或溢出,显影孔结构附近有划伤痕迹,显影结构脱落率为5%。
116.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1