尿布紧固突片、尿布及其制造方法与流程
尿布紧固突片、尿布及其制造方法
背景技术:
1.本公开涉及一种尿布紧固突片,该尿布紧固突片适于可靠地防止从纤维材料意外脱离。本公开还涉及可从其获得此类尿布紧固突片的尿布紧固带的卷。本公开还涉及制备此类紧固突片以及具有此类紧固突片的尿布的方法。
2.机械紧固件,也称为钩环紧固件,可用于提供许多应用中的可释放附接。例如,机械紧固件广泛用于可穿戴吸收制品,以围绕人的身体紧固此类制品。在典型的构型中,例如,附接到尿布或失禁用衣服的后腰部的紧固突片上的钩条带或贴片可紧固到前腰区上的环材料着陆区(landing zone),或者钩条带或贴片可紧固到尿布或失禁用衣服的前腰区中的底片(例如,非织造底片)。吸收制品通常采用织造物或非织造材料,例如,以提供类似布料的感觉,以便提高穿戴的舒适度。
3.紧固突片通常具有制造商端部,该制造商端部附接到吸收制品的后腰区;和使用者端部,该使用者端部在附接到吸收制品的前腰区之前可被抓紧并向外延伸超出吸收制品的边缘。制造商端部处的突片附接点必须具有足够的强度以承受施用和穿戴吸收制品过程中施加的力;否则,突片可能在使用过程中与吸收制品分离。
4.已经提出的是,一些紧固突片在突片上具有不止一个机械紧固件区域(例如,钩贴片)以降低机械紧固件构件意外脱离的可能性。参见例如美国专利no.5,957,908(kline等人)和no.5,851,205(hisada等人)。
5.具有钩条带的紧固突片描述于例如wo
‑
a
‑
2005/000180(3m创新有限公司(3m innovative properties))、ep
‑
b
‑
1725201(固斯特(koester))等中。为了进一步降低机械紧固件构件意外脱离的可能性,钩材料被分成两个或更多个钩条带。
6.虽然存在若干解决方案来解决机械紧固件的意外脱离问题,但仍然需要进一步改善对此类意外脱离的预防。
技术实现要素:
7.因此,本公开的目的在于提供一种具有机械紧固件的尿布紧固突片,所述尿布紧固突片能够在足够的程度上防止机械紧固件意外脱离。
8.本公开涉及一种尿布紧固突片,该尿布紧固突片包括使用者端,该使用者端待由使用者抓握;和相反的制造商端。尿布紧固突片包括第一主表面和第二主表面。尿布紧固突片还包括邻近使用者端部的使用者端部以及邻近制造商端的制造商端部。使用者端部在第一主表面上包括具有机械紧固元件的第一条带和具有机械紧固元件的至少第二条带,第一条带和第二条带中的每一者具有根据astm d 5170
‑
98所测量的不同剥离强度。第一条带和至少一个第二条带可为离散条带。具有较高剥离强度的第一条带朝向使用者端定位,并且具有较低剥离强度的至少一个第二条带朝向制造商端定位。术语“端部”表示尿布紧固突片的边缘,而术语“部分”表示尿布紧固突片的第一表面上的区域。
附图说明
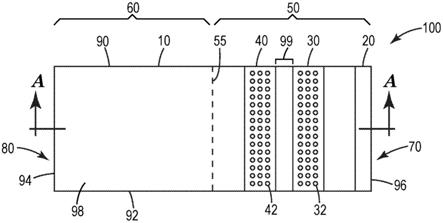
9.图1为根据本公开的紧固突片的顶视图。
10.图2为图1的紧固突片沿线a
‑
a的横截面侧视图。
11.图3为根据本公开的包括多个尿布紧固突片的尿布紧固带的卷的透视图。
12.图4为具有根据本公开的具有紧固突片的尿布的示意性透视图。
13.具体实施方式和实施例
14.尿布紧固突片可以包括载体。载体可以包括第一主表面和第二主表面。第一条带和至少一个第二条带可以布置在第一主表面上。载体可由热塑性材料例如聚乙烯或聚丙烯制成。载体可表现出10至1000μm、优选地50至500μm的厚度。载体可表现出10
‑
70mm的纵向范围和30
‑
100mm的横向范围。在横向上测量的使用者端部50的延伸通常为15
‑
50mm。
15.如上文和下文所用的术语“纵向”(md)表示尿布紧固带的行进、连续幅材的方向,在制造期间可从该幅材切割各个尿布紧固突片。就卷而言,纵向是将卷退绕的方向。就尿布紧固突片而言,纵向为从一个纵向侧边缘到另一个纵向侧边缘的方向。换句话讲,纵向是沿着尿布紧固突片的横向边缘的方向。术语“横向”(cd)是基本上垂直于纵向的行进、连续幅材的方向。尿布紧固突片的横向为垂直于纵向的方向。这些术语也将参考附图更详细地描述。
16.如上文和下文所用,术语“条带”表示包括机械紧固元件的细长或正方形材料片。条带可以包括背衬。背衬可包括仅一种材料并且沿cd表现出基本上均匀的构造,但其也可包括沿cd的具有不同特性的两个或更多个区的序列,由此此类区优选地沿md连续地延伸。背衬可例如以不同材料的层共挤出或彼此层合的方式制造。
17.第一条带提供较高的抗剥离力阻力,并且有助于防止紧固突片分别从纤维材料或从凹型紧固材料意外脱离。这意味着即使至少一个第二条带具有较低的抗剥离力阻力,也可靠地防止意外脱离,因为脱离通常从使用者端部开始,此处提供了较高的抗剥离力阻力。根据本公开的解决方案还提供了一种具有成本效益的尿布紧固突片,因为使用具有较低剥离强度的第二条带通常更具成本效益,因为该材料比第一条带的材料便宜。
18.在一个实施方案中,制造商端部不具有机械紧固元件。这是有利的,因为在尿布紧固突片附接到尿布的区域中不存在机械紧固元件,例如,通过粘合剂、热粘结(例如超声波粘结、热空气粘结或激光焊接)。这也是节约成本的,因为不需要提供额外的机械紧固元件。
19.在另一个实施方案中,使用者端部和制造商端部彼此邻接,从而在尿布紧固突片上形成分离线。此类解决方案将是有益的,因为其提供具有成本效益、简单且节省空间的解决方案。另选地,另外的部分布置在制造商端部和使用者端部之间,例如弹性部分。在这种情况下,制造商端部和使用者端部部彼此不邻接。这种另外的部分可为有益的,因为其提供尿布紧固突片的另外的功能,例如,其将使尿布紧固突片具有弹性。
20.在一个实施方案中,使用者端部和制造商端部各自在尿布紧固突片的横向上具有宽度。每个部分的宽度为尿布紧固突片沿横向的宽度的50%。尿布紧固突片上制造商端部和使用者端部的这种分布可能是有益的,因为一方面为紧固元件提供足够的面积,另一方面为将尿布紧固突片附接并牢固地粘结到尿布提供足够的面积。另选地,使用者端部的宽度可大于尿布紧固突片沿横向的宽度的50%。在这种情况下,设置有扩大部分,该扩大部分例如允许在使用者端部中布置更多具有机械紧固元件的条带。另选地,制造商端部的宽度
可大于尿布紧固突片沿横向的宽度的50%。利用这种解决方案,提供了用于将尿布紧固突片附接和粘结到尿布的增加的区域,这可有助于增加尿布紧固突片与尿布的粘结安全性。
21.在一个实施方案中,具有机械紧固元件的第一条带和具有机械紧固元件的至少一个第二条带中的每一者包括单独的背衬,机械紧固元件从所述单独的背衬突出。这是有利的,因为这种布置为尿布紧固突片提供了高柔韧性。而且,还可独立地选择第一条带的材料和第二条带的材料,并且可独立地制造,然后能够通过从不同的供料辊退绕两种材料来施用。这提供了尿布紧固突片的容易且可靠的制造。它还提供了一种具有成本效益的解决方案,因为可根据每个条带的相应需要来选择材料。
22.在一个实施方案中,具有较高剥离强度的第一条带包括机械紧固元件,该机械紧固元件与具有较低剥离强度的至少一个第二条带的机械紧固元件的高度相比更大的高度。高度在垂直于纵向和横向的方向上测量。这是有益的,因为具有较大高度的机械紧固元件可靠地提供较高剥离强度。这是在具有较低剥离强度的具有机械紧固元件的第二条带旁边提供具有较高剥离强度的具有机械紧固元件的第一条带的一个示例。
23.在一个实施方案中,具有较高剥离强度的第一条带包括背衬,该背衬具有与具有较低剥离强度的至少一个第二条带的背衬的厚度相比更大的厚度。厚度在垂直于纵向和横向的方向上测量。这是有益的,因为具有更大的厚度的具有机械紧固元件的条带可靠地提供较高剥离强度。这是在具有较低剥离强度的具有机械紧固元件的第二条带旁边提供具有较高剥离强度的具有机械紧固元件的第一条带的另一个示例。
24.在一个实施方案中,第一条带和/或至少一个第二条带的机械紧固元件可以包括从背衬的主表面突出的杆,该杆具有扩大部分,该扩大部分位于杆的与背衬的表面相反的端部处。此类杆优选地为基本上圆柱形、椭圆形或矩形的横截面形状。机械紧固元件的扩大部分可具有任何形状,诸如钩、t、j、蘑菇型头部(包括凹状弯曲头部或盘状头部)或允许与互补凹型紧固元件接合的任何其他形状。这是有利的,因为具有扩大部分的机械紧固元件通常表现出增加的接合能力,并且因此进一步有助于增加机械紧固元件的剥离强度。两个条带的机械紧固元件均有可能包括位于杆的端部处的扩大部分或它们中的仅一个有可能包括位于杆的端部处的扩大部分。为两个条带提供具有扩大部分的机械紧固元件甚至可以进一步帮助增加机械紧固元件的剥离强度。另选地,机械紧固元件还可以由在杆的与背衬相反的端部处不具有扩大部分的杆形成,其中此类杆优选地为基本上圆柱形、椭圆形或矩形的横截面形状。
25.在一个实施方案中,机械紧固元件在一个条带内形成统一的形状。在一个条带内的此类均匀形状是有利的,因为此类条带可以容易、具有成本效益且可靠的方式制造。机械紧固元件还可以一方面在第一条带内均匀成形,另一方面在至少一个第二条带内形成统一的形状。这可进一步有助于以容易、具有成本效益且可靠的方式来制造尿布紧固突片。
26.在一个实施方案中,第一条带和至少一个第二条带通过粘合剂层附接到紧固突片的第一主侧面。粘合剂是有益的,因为它们提供了易于施用、具有成本效益且可靠的方式来附接具有机械紧固元件的此类条带。另选地,可通过热粘结或热焊接(例如,超声波粘结、热空气粘结或激光焊接)将条带附接到尿布紧固突片的第一侧面。这些方法的优点在于,不需要粘合剂来将条带附接到尿布紧固突片,同时仍然提供对条带的容易且可靠的附接。
27.在一个实施方案中,具有机械紧固元件的第一条带和具有机械紧固元件的至少一
个第二条带彼此间隔开,由此使粘合剂层暴露在具有机械紧固元件的条带之间,使得暴露的粘合剂层形成在条带之间。粘合剂层也可围绕条带,即条带的左侧和右侧。利用条带的这种间隔构型,机械紧固件以及粘合剂层均有助于最初(即,在使用尿布紧固突片之前)以及在使用期间(即,当尿布紧固突片紧固并且机械紧固元件与尿布的凹型紧固材料接合时)压紧尿布紧固突片。换句话讲,实现了由暴露的粘合剂层形成的机械紧固件和粘合紧固件的组合效果,这进一步有助于增加尿布紧固突片的剥离强度。另选地,用于将条带附接到尿布紧固突片的第一侧面的粘合剂层可仅存在于条带下方,使得即使条带彼此间隔开也不形成暴露的粘合剂层。换句话讲,利用这种构型,仅尿布紧固突片的第一主侧面而不是粘合剂层暴露在条带之间。这种构型可有助于节省粘合剂材料并且可有助于增加尿布紧固突片的柔韧性。
28.在一个实施方案中,第一条带和至少一个第二条带具有沿尿布紧固突片的尿布紧固突片的横向的宽度范围,其中第一条带的宽度小于第二条带的宽度。这种布置提供了一种具有成本效益的解决方案,因为由具有较高剥离性能的材料制成的第一条带的材料与第二条带的材料相比可能更昂贵。
29.在一个实施方案中,第一条带和至少一个第二条带在尿布紧固突片的横向上具有宽度范围,其中这些条带具有相等的宽度。这种构型提供具有均匀分布的紧固材料的易于制造的解决方案。
30.在一个实施方案中,第一条带的机械紧固元件的高度与至少一个第二条带的机械紧固元件的高度相差至少15%。机械紧固元件的这种高度差可提供第一条带的足够剥离强度和第二条带的成本效益之间的良好平衡。
31.在一个实施方案中,第一条带的背衬的厚度与至少一个第二条带的背衬的厚度相差至少15%。具有机械紧固元件的条带的背衬厚度的这种差异可提供第一条带的足够剥离强度和第二条带的成本效益之间的良好平衡。
32.在一个实施方案中,第一条带的机械紧固元件表现出250μm至500μm、优选地300μm至400μm的高度。此类机械紧固元件可提供足够剥离强度。
33.在一个实施方案中,至少一个第二条带的紧固元件表现出100μm至225μm、优选地150μm至200μm的高度。此类机械紧固元件可以为机械紧固元件提供成本效益。
34.在一个实施方案中,第一条带的背衬表现出80μm至150μm、优选地90μm至110μm的厚度。此类机械紧固元件可提供足够剥离强度。
35.在一个实施方案中,至少一个第二条带的背衬表现出10μm至70μm、优选地20μm至60μm的厚度。此类机械紧固元件可以为机械紧固元件提供成本效益。
36.本公开还涉及尿布紧固带的卷。卷包括根据本公开的多个尿布紧固突片。尿布紧固突片沿纵向以环状形式布置在带上,使得能够通过沿尿布紧固带的横向切割带来由尿布紧固带提供各个尿布紧固突片。尿布紧固带的卷是有益的,因为卷提供了在使用前(例如在制造中)储存所制造的尿布紧固带的容易且有效的方法。另外,为了像例如尿布制造那样进一步处理,退绕尿布紧固带的卷是将尿布紧固带供应到制造过程的简单可靠的方式。
37.此外本公开涉及一种一次性尿布。尿布具有限定尿布形状的外边缘,该外边缘包括两个相反的纵向边缘。尿布还包括根据本公开的尿布紧固突片。尿布紧固突片以其制造商端部附接到尿布的至少一个纵向边缘。具有这种尿布紧固突片的尿布是有益的,因为尿
布紧固突片提供了对机械紧固件意外脱离的可靠且具有成本效益的预防。因此,尿布配备有可靠的紧固系统。尿布也可提供不止一个尿布紧固突片,例如可将两个尿布紧固突片布置在尿布上。如果提供了两个尿布紧固突片,则可有益地将每个尿布紧固突片附接到相反的纵向边缘上,使得它们两者均布置在相同的高度。
38.此外,本公开还涉及一种制备根据本公开的尿布紧固突片的方法。该方法包括以下步骤:提供载体,该载体具有使用者端和制造商端、第一主表面和第二主表面、邻近使用者端的使用者端部以及邻近制造商端的制造商端部;提供具有机械紧固元件的第一条带;提供具有机械紧固元件的至少一个第二条带;将具有机械紧固元件的第一条带和具有机械紧固元件的至少一个第二条带在基片的第一主表面上附接到载体的使用者端部,使得第一条带朝向尿布紧固突片的使用者端布置,并且使得至少一个第二条带朝向基片的制造商端布置。具有机械紧固元件的第一条带具有根据astm d 5170
‑
98所测量的与具有机械紧固元件的至少一个第二条带相比更高的剥离强度。这种方法是有益的,因为其提供了制造尿布紧固突片的可靠且具有成本效益的方式,并且改善了对机械紧固件意外脱离的预防。
39.在一个实施方案中,在制备尿布紧固突片的方法中,第一条带和至少一个第二条带包括单独的背衬,机械紧固元件从所述单独的背衬突出。这种方法是有益的,因为第一条带的材料和第二条带的材料可单独制造,然后能够通过从不同的供料辊退绕这两种材料来施用。
40.此外,本公开还涉及一种制备根据本公开的具有根据本公开的尿布紧固突片的尿布的方法。该方法包括以下步骤:提供具有限定尿布的形状的外边缘的尿布,外边缘包括两个相反的纵向边缘;将根据本公开的至少一个尿布紧固突片以其制造商端部附接到尿布的至少一个纵向边缘;可选择地将尿布紧固突片以其使用者端围绕尿布的纵向边缘来折叠。这种方法是有益的,因为其提供了制造具有尿布紧固突片的尿布的可靠且具有成本效益的方式,并且改善了对机械紧固件意外脱离的预防。
41.尿布紧固突片还可包括使用者端部中的指提区。通常,指提区布置在尿布紧固突片的使用者端部处或靠近尿布紧固突片的使用者端。指提区可包括附接到尿布紧固突片的第一主侧面的膜。另选地,加厚部分布置为指提区。通常,指提区不含粘合剂和/或不含机械紧固元件。指提区旨在分别由尿布和与其附接的尿布紧固突片的使用者抓握。指提区可有助于容易地抓握尿布紧固突片。
42.应当理解,上述实施方案均可彼此组合。
43.条带的机械紧固元件优选地与条带的背衬的暴露主表面成一整体。还可以将机械紧固元件单独地粘合到条带的背衬的暴露主表面。例如,通过粘合剂粘结、通过超声波粘结、通过热粘结或通过缝合,可以分别实现这些单独的机械紧固元件或具有机械紧固元件的条带的粘结。例如,wo00/50,229中公开了将分立的钩条带施加到背衬的暴露表面上。
44.适用于本公开的机械紧固元件可由多种材料制成,包括热塑性聚合物,诸如例如尼龙、聚酯、聚烯烃或它们的任何组合。机械紧固元件优选地包括形成背衬的材料。单独的机械紧固元件的尺寸可根据应用以及互补凹型纤维材料的结构和蓬松度而广泛变化。当例如在诸如失禁用制品、尿布或卫生巾之类的一次性卫生制品中采用本公开的尿布紧固突片时,包括杆和可选择的在杆的与主表面相反的端部处的扩大部分的机械紧固元件优选地在背衬之上的高度在40μm和2mm之间。杆优选地具有最大范围在10μm和250μm之间的横截面。
机械紧固件元件的扩大部分(与背衬的暴露主表面相反的杆的端部处)的最大范围与杆的横截面的最大范围的比率优选地在1.5:1和5:1之间。
45.机械紧固元件相反于条带的总面积的平均表面密度可以广泛地变化,并且优选地在10/cm2和5,000/cm2之间,更优选地在20/cm2和4,000/cm2之间,并且特别优选地在25/cm2和3,500/cm2之间。如果机械紧固元件的密度小于10/cm2,则条带和与尿布紧固突片接触的纤维材料之间的机械粘合机构的强度往往不足以用于实际目的。如果机械紧固元件的密度高于5,000/cm2,则单个紧固元件往往非常小并且可能不会与纤维材料机械接合至足够和/或期望的程度。现有技术中公开了适用于本公开的机械紧固元件的制造。
46.在例如us 5,077,870中公开了蘑菇型钩幅材,该蘑菇型钩幅材包括热塑性树脂的均一化背衬以及与背衬成一体的直立杆阵列,该直立杆阵列从背衬的表面突出并且在杆的与背衬的表面相反的端部处具有蘑菇头。此蘑菇型钩条带能够通过将熔融热塑性树脂通过模具送入具有腔体的旋转圆柱形模具来获得,该腔体为直立杆的负像(negative)。将熔融树脂以将填充腔体的过量注入腔体中,使得形成背衬。将树脂固化,然后作为具有直立杆阵列的幅材从模具剥离。然后,使幅材在两个压光辊之间通过,从而加热接触杆的末端的辊以允许形成蘑菇头。us 5,679,302公开了另一种蘑菇型钩条带,其中杆的端部处的扩大部分为基本上盘形的。
47.在例如us 4,894,060中公开了机械紧固件幅材,该机械紧固件幅材包括均一化背衬和与背衬成一体的机械紧固元件阵列,由此扩大部分具有多种形状。
48.us 5,077,870、us 5,679,302和us 4,894,060中所公开的机械紧固件幅材和单个紧固元件的具体几何形状在本文中仅通过wo 2005/000180、pct/us2004/014617作为示例描述,而并非旨在以任何方式限制本发明。合适的机械紧固件幅材的其他非限制性示例在例如us 4,984,339和us 5,781,969中有所描述。
49.在切割背衬之前,可使背衬经受单轴或双轴拉伸,从而得到背衬的离散部分。双轴拉伸可随后或同时在cd和md上施加到背衬。上文和下文所用的术语“拉伸比”表示条带或尿布紧固突片的拉伸背衬的给定部分的线性尺寸分别与条带或尿布紧固突片的背衬的同一部分在拉伸之前的线性尺寸的比率。md和cd上的拉伸比优选地彼此独立地在1.1:1和8:1之间,并且更优选地在1.1:1和5:1之间。双轴拉伸是优选的。
50.单轴拉伸或顺序双轴拉伸可例如通过在速度增加的辊上沿相应方向推进背衬的连续幅材来进行。同时双轴拉伸可例如通过使用平膜拉幅机设备来进行,如例如us 4,675,582、us 4,825,111、us 4,853,602、us 5,036,262、us 5,051,225和us 5,072,493中所述。
51.具有机械紧固元件的条带可以呈现多种形状,诸如例如圆形、矩形、三角形、基本上梯形或更复杂的规则或不规则形状。条带可例如通过使背衬的连续幅材穿过适当设计的旋转刀片切割器来获得。背衬的矩形条带沿纵向md以平行方式并且沿横向cd彼此间隔一定距离布置在粘合剂层上,使得获得暴露的粘合剂层的平行条带和背衬的离散部分的交替序列。
52.测试的机械紧固材料
53.第一机械紧固材料
54.具有机械紧固元件的条带包括蘑菇型钩幅材,该钩幅材可以商品名3m
tm
microreplicated hooks chk
‑
0732从美国明尼苏达州圣保罗的3m公司((3m company,
st.paul,minnesota,usa))商购获得。钩帽(头部)几何形状为在横向上具有大直径的椭圆形,其中横向是指垂直于制造钩本身的方向的方向。钩的密度为248个钩/cm2(1600/in2)。这种类型的钩幅材在us
‑
a
‑
6,000,106(特别是结合其图9)和us
‑
a
‑
6,132,660(特别是其图6b中)有更详细的描述。该材料还具有厚度为100μm的背衬,并且钩具有350μm的钩高度。
55.第二机械紧固材料
56.具有机械紧固元件的条带包括蘑菇型钩幅材,该钩幅材可以商品名3m
tm
microreplicated hv hooks从美国明尼苏达州圣保罗的3m公司商购获得,其类型如上所述,不同之处在于背衬厚度和钩几何形状不同。背衬具有50μm的厚度,并且钩具有190μm的钩高度。钩密度与上述相同(248个/cm2或1600个/in2)。
57.测试的纤维材料
58.以下测试纤维材料用作内衣材料的典型示例,以便测试根据本发明使用的紧固元件的90
°
剥离强度:
59.第一纤维材料
60.clp
‑
06955nwlz型纤维非织造凹型紧固材料(购自美国明尼苏达州55144
‑
1000圣保罗3m中心的3m公司(3m company,3mcenter,st.paul,mn55144
‑
1000,usa))
61.第二纤维材料
62.包括trm 898和ebl的凹型紧固材料(两者均购自美国明尼苏达州55144
‑
1000圣保罗3m中心的3m公司)
实施例
63.为了证实根据本公开的紧固突片的有利效果,已进行了若干测试。
64.剥离测试astm d 5170
‑
98:90
°
剥离强度
65.根据astm d 5170
‑
98使用5000g的轧制重量测量90
°
剥离强度。并非如上述测试方法一样所述将钩从织物移除仅仅一次,而是在测试之前进行两次。测试的钩面积为25.4mm
×
15mm,其中25.4mm用作剥离前沿。若干测试织物的最大剥离力(单位为n/25.4mm)记录于下表1中。
66.样品制备
67.以1英寸(25.4mm)的宽度切割钩和织物材料。将钩条带置于织物上,并通过平坦的钢板向下推两秒钟的时间。小心地移除钢板,并且用5kg辊以5个循环轧制试样。用手打开该初始闭合件,并且使用与所述相同的程序再次紧固和打开。在使用5kg轧制重量的5个循环将钩第三次扣紧到织物中之后,将试样定位到张力检验器的夹具中,该夹具间隔开1英寸(25.4mm)。将测试速度设定为300mm/分钟,并且沿着夹具的行进距离50mm记录峰值力。
68.实施例1:
69.第一紧固材料和第二紧固材料的离散条带通过切割从蘑菇型钩幅材获得,该蘑菇型钩幅材可以商品名3m
tm
microreplicated hooks chk00732和3m
tm
microreplicated hvhooks(两者均得自美国明尼苏达州圣保罗的3m公司)商购获得。条带具有在cd上6,5mm和在md上40mm的尺寸。
70.chk00732型的机械紧固元件的平均高度为约350μm并且hv型钩的平均高度为190μm。
71.具有机械紧固元件的第一条带和具有机械紧固元件的第二条带附接到形成尿布紧固突片的载体的使用者端部,使得第一条带朝向使用者端定位并且使得第二条带朝向制造商端定位。
72.具有机械紧固元件的条带的背衬的厚度对于chk00732材料为100μm并且对于hv钩材料为50μm。
73.机械紧固元件与条带的背衬形成一体,并且它们针对两种类型chk00732和hv钩均以252个钩/cm2(1,626个钩/in2)的密度基本上均匀地分布在钩幅材的表面区域之上。
74.对于两种类型(chk00732和hv钩),单个机械紧固元件具有直径约250μm的杆和放大的椭圆形部分,该放大的椭圆形部分位于杆的与机械紧固材料幅材的背衬相反的端部处。然后,将机械紧固材料的离散部分施加到pp膜基片上,从而以沿着md并且在cd上相邻带之间的距离为1mm的平行方式形成载体并且承载厚度为约35μm的聚苯乙烯
‑
聚异戊二烯嵌段
‑
共聚物压敏粘合剂层,使得获得暴露的粘合剂层的平行带和机械紧固元件的两个离散带的交替序列。
75.比较例1:
76.如实施例1所述地制备比较例1,不同之处在于存在两个具有chk00732型钩的相同机械紧固材料(即,第一机械紧固材料)的条带。
77.比较例2:
78.如实施例1所述地制备比较例1,不同之处在于存在两个具有hv型钩的相同机械紧固材料(即,第二机械紧固材料)的条带。
79.测试结果
80.表1:利用第一纤维材料的剥离强度测试结果
[0081][0082]
从表1中可见,与在第一纤维材料上测试的比较例c2的剥离强度值相比,实施例1具有几乎类似的剥离强度值。
[0083]
尽管实施例1部分地包括性能较低的钩材料(hv钩),但当与第一纤维材料接合时,其在剥离强度上几乎类似于具有完全高性能钩的实施例(c1),但优于具有完全低性能钩的比较例(c2)。
[0084]
表2:利用第一纤维材料的剥离强度测试结果
[0085][0086]
从表2中可见,实施例1具有比在第二纤维材料上测试的比较例c1的剥离强度值略高的剥离强度值,并且远高于比较例c2的剥离强度值。
[0087]
虽然实施例1部分地包括性能较低的钩材料(hv钩),但其在剥离强度上略高于具有完全高性能钩的实施例(c1),并且远优于具有完全低性能钩的比较例(c2)。
[0088]
现在将参考以下举例说明了本发明的特定实施方案的附图更详细地来描述本发明:
[0089]
如图1所示,尿布紧固突片100为细长条带的形式,其具有由载体10形成的两个相反的纵向侧90、92和两个相反的横向侧94、96。在图1所示的实施方案中,一方面纵向侧90、92彼此平行并且另一方面横向侧94、96彼此平行。尿布紧固突片100包括布置在尿布紧固突片100的第一主侧面上的具有机械紧固元件32、42的第一条带30和第二条带40。条带30、40通常沿纵向在载体10的纵向侧边缘90、92之间延伸。条带30、40各自还包括背衬34、44,机械紧固元件32、42从背衬突出。尿布紧固突片100设置有由使用者抓握的使用者端70和用于将尿布紧固突片100附接到尿布(未示出,参见图4)的制造商端80。术语“端部”表示尿布紧固突片的边缘,而术语“部分”表示尿布紧固突片的第一表面上的区域。尿布紧固突片100还包括邻近使用者端70的使用者端部50和邻近制造商端80的制造商端部60。使用者端部50和制造商端部60由(假想的)分离线55分开,该分离线仅出于示例性目的示出。
[0090]
第一条带30位于载体10的使用者端部50中,通常朝向尿布紧固突片100的使用者端70。第二条带40位于载体10的使用者端部50中,通常朝向尿布紧固突片100的制造商端80,但仍在使用者端部50内。可存在布置在使用者端部50上的两个以上的条带。条带30、条带40可通过粘合剂层98安装到载体10,即条带30、条带40的面向载体10的背衬侧通常被粘合剂层98覆盖。粘合剂层98在横向上的范围可大于条带30、40的范围,即使用者端部50的未被条带30、40覆盖的部分可被粘合剂层98覆盖。来自使用者端部50的粘合剂层98也可部分地或完全地延伸到制造商端部60中。在粘合剂也完全覆盖制造商端部60的情况下,粘合剂层98也可用于将尿布紧固突片100安装到尿布150(此处未示出,参见图4)。
[0091]
如图1和图2所示,条带30、40为离散条带并且彼此间隔开。存在于使用者端部50中的粘合剂层98可暴露于条带30、40之间和/或条带30、40周围的区域,即条带30、40的左侧和右侧,使得暴露的粘合剂层99形成于条带30、40之间。也可设想条带30、40彼此邻接。在这种情况下,条带30、40下面的粘合剂可仅暴露于一小部分延伸或根本不暴露。紧固突片100还包括指提区,该指提区由附接到尿布紧固突片100的载体10的第一主表面的膜形成。指提区20布置成靠近或邻接使用者端70。指提区20用于方便抓握尿布紧固突片100的使用者端部50,例如用于在使用尿布150(此处未示出,参见图4)时紧固或解开尿布紧固突片100。
[0092]
图2以横截面侧视图示出了尿布紧固突片100。从图2中可以看出,背衬34、44的厚度用t1、t2表示。机械紧固元件32、42的高度用h1、h2表示。在图2所示的实施方案中,第一条带30的背衬34的厚度t1大于第二条带40的背衬44的厚度t2。而且,在本实施方案中,第一条带30的机械紧固元件32的高度h1大于第二条带40的机械紧固元件42的高度h2。
[0093]
图3以透视图示出了尿布紧固带120的卷110和从其获得的尿布紧固突片100。在尿布紧固带120的卷110退绕之后,从尿布紧固带120切割尿布紧固突片100。如上所述,尿布紧固突片100以及尿布紧固带120包括载体10、具有机械紧固元件32的第一条带30和具有机械紧固元件42的第二条带40,该机械紧固元件从条带30、40的背衬34、44突出。条带30、40在尿布紧固带120的纵向(即,退绕尿布紧固带120的方向)上延伸。尿布紧固突片100和尿布紧固带120包括使用者端70和制造商端80。尿布紧固突片100以及尿布紧固带120还包括邻近使
用者端70的使用者端部50和邻近制造商端80的制造商端部60。使用者端部50和制造商端部60由(假想的)分离线55分开,该分离线仅出于示例性目的示出。尿布紧固突片100以及尿布紧固带120还包括指提区20,该指提区分别布置在靠近或邻近尿布紧固突片100或尿布紧固带120的使用者端70的使用者端部50中。条带30、40可通过粘合剂(此处未示出)分别附接到尿布紧固突片100或尿布紧固带120的载体的第一主侧面。
[0094]
图4中示出了根据本公开的具有尿布紧固突片100的吸收制品150的一个实施方案的示意性透视图。吸收制品150包括形成尿布基础结构的顶片151和底片152。基础结构还具有从后腰区153延伸到相反的前腰区154的相反的第一纵向边缘157和第二纵向边缘158。术语“纵向”是指吸收制品150例如当其处于打开构型时从后腰区153朝向前腰区154的长度。
[0095]
前腰区154或后腰区153中的至少一个,更典型地后腰区153包括至少一个紧固突片100,如其在图4中所示。在图4所示的实施方案中,尿布150包括在后腰区153中附接到尿布150的每个纵向边缘157、158上的尿布紧固突片100。尿布紧固突片100包括载体10以及具有机械紧固元件32、34的第一条带30和第二条带40。第一条带30位于载体10的第一主表面的使用者端部50中,通常朝向紧固突片100的使用者端70的边缘。第二条带40位于载体10的第一主表面的使用者端部50中,通常朝向紧固突片100的制造商端80的边缘,但仍位于使用者端部50内。尿布150包括在顶片151和底片152之间的吸收芯156。尿布150还包括至少部分地布置在尿布150的纵向侧处的腿部弹性部件155。此外,尿布150包括具有凹型紧固材料162的着陆区160。当紧固或闭合尿布150时,着陆区160和凹型紧固材料162分别被构造和布置成与尿布紧固突片100的机械紧固元件32、42接合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1