一种可降解的镁合金接骨螺钉及其制备方法与流程
:
1.本发明属于接骨螺钉技术领域,具体涉及一种可降解的镁合金接骨螺钉及其制备方法。
背景技术:
2.犬猫等宠物天性活泼好动,因此在宠物的外科病例中,骨折的病例占了相当的比例,动物骨折的治疗主要有外固定和内固定两种方式,但有几种闭合性骨折不宜采用外固定,一种是粉碎性骨折,另一种是断端面几乎与长骨长轴垂直且错位的骨折。
3.近些年为免除内植物的二次手术取出,也有公司研制“可吸收钢板和接骨螺钉”,医用可吸收接骨螺钉材料为pla聚乳酸、羟基磷灰石、碳酸钙填料,不过这些材料的力学性能较差,不适合给活动剧烈的猫狗使用,而譬如采用镁合金替代相关材料,其吸收溶解的速率便成为了难以解决的问题,成为了由此提出一种可降解的镁合金接骨螺钉及其制备方法。
技术实现要素:
4.本发明提供了一种可降解的镁合金接骨螺钉及其制备方法,其目的在于解决了现有常见材料的接骨螺钉材料的力学性能不佳,不适合给活动剧烈的猫狗使用,而使用镁合金材料替代,其溶解吸收又存在速率难以控制的问题。
5.本发明提供了一种可降解的镁合金接骨螺钉及其制备方法,包括接骨螺钉,所述接骨螺钉由顶头、连接部、固定柱和尖部构成,所述顶头的一端设置有连接部,所述连接部的一端与固定柱的一端固定连接,所述固定柱的外侧设置有连接螺纹,所述固定柱的一端设置有尖部,所述接骨螺钉的材料为mg4y3ndzr合金,所述接骨螺钉的主要材料结的构为孔隙率》45%多孔结构,所述接骨螺钉的材料的表面浸渍有复合层。
6.进一步地,所述接骨螺钉外侧的硬度150hv10,所述接骨螺钉材料的抗拉强度920mpa。
7.通过采用上述方案,接骨螺钉外侧的硬度大于哺乳动物骨质的强度,接骨螺钉材料的强度接近哺乳动物松质骨的强度,可减少连接件的偏移滑脱。
8.进一步地,所述固定柱的直径为3.6~7.3mm,所述固定柱和尖部的总长度为16~55mm。
9.通过采用上述方案,对于不同需求,采用不同参数的螺栓。
10.进一步地,所述复合层的材料为聚己内酯/生物活性玻璃复合层。
11.通过采用上述方案,有助于诱导形成羟基磷灰石层,不仅能增强表面生物活性及骨修复能力,而且有助于延长层的防护效果,且减少材料的溶解,从而减少氢气的产生速率和哺乳动物对镁的吸收速率,从而保证溶解过程不会伤害动物体。
12.进一步地,所述复合层的外侧开设有若干个分解槽,每两个相交的分解槽的中心轴线位于同一个面且相互垂直。
13.通过采用上述方案,所述分解槽使得动物体组织、体液可以进入至接骨螺钉的内部,使接骨螺钉的内部得到部分分解。
14.进一步地,所述顶头采用多种形状,包括球螺纹型、平头型和柱形,其中球螺纹型的顶头的外侧螺纹连接有连接帽。
15.通过采用上述方案,所述连接帽与其他结构配合与球螺纹型的顶头进行固定连接。
16.进一步地,所述接骨螺钉的材料包括:3.9wt%的y、0.51wt%的zr、2.22wt%的nd、0.1~0.21wt%的mn、0.19~0.22wt%的zn和0~0.01wt%的si,cu、fe、ni总和小于0.2,其余为mg。
17.通过采用上述方案,该成分的合金具备良好的抗裂性能和良好的延展性以及较高的金属强度。
18.进一步地,
①
使用电阻坩埚炉将纯镁金属分阶段加热至完全熔化状态;
19.将镁合金预热、加热到210℃去除去组分中的水分,从0~210℃的加热功率比率为12%;
20.然后通入保护气排去水分、空气,保护气的成分主要为n2和少量的sf6,熔炉从210℃~320℃的加热功率比率为13%;
21.熔炉从320℃~340℃的加热功率比率为16%;镁合金从常温升到340℃需17
±
0.5h;
22.熔炉从340℃~400℃的加热功率比率为17%;
23.熔炉从400℃~560℃的加热功率比率为21%;
24.熔炉从560℃以上的加热功率比率为100%;
25.镁合金从340℃到860℃需8
±
0.2h。
26.②
在800~860℃下按照质量百分数加入其余金属,而后使温度维持在830度左右保温1.5h左右;
27.③
逐步降温至760℃左右,对合金化炉中的镁合金熔液进行吹氩气精炼同时搅拌32
±
4min,精炼后静置14
±
2min使金属液冷却至680~700℃,然后将熔液表面的浮渣清理干净;
28.④
将食盐颗粒倒入模具的一端并紧实,将上述步骤得到的金属液从装有食盐颗粒的模具的另一端并温度维持在655
±
5℃;
29.⑤
模具的另一端通过真空管与真空罐相连接,抽真空使真空罐的真空度达到-0.01~-0.08mpa,使合金熔体在负压下渗流;
30.⑥
渗流结束、合金凝固后,取出食盐颗粒与合金的复合体,除去食盐颗粒,即得到多孔合金,基于上述步骤3~步骤5的负压渗流铸造法制备了孔径200~500μm、孔隙率》45%的多孔镁合金柱体材料。
31.通过采用上述方案,得到孔径200~500μm、孔隙率》45%的多孔镁合金柱体材料。
32.进一步地,
①
将多孔镁合金柱体材料表面打磨成光滑、直径在2.1~5.8mm之间的柱体;
33.②
将打磨后的柱体通过低真空浸渍法使其材料的表层附着上聚己内酯/生物活性玻璃复合层,使柱体的直径达到4.2~8.3mm,从而获得外侧设置有复合层的半成品柱体,然
后静置3~4.5h,所述生物活性玻璃的材料为45s5生物活性玻璃;
34.③
将已成型的半成品辗制或攻丝以达到所需的螺纹,从而使接骨螺钉获得连接螺纹;
35.④
在接骨螺钉的外侧开设多个间距相等、每两个相交的中心线相互垂直的分解槽。
36.通过采用上述方案,按上诉步骤可最终完成所需接骨螺钉的制备。
37.与现有技术相比,本发明的上述技术方案具有如下有益的技术效果:
38.1、本发明中,通过镁合金材料的使用,相比与钛合金具有更好的细胞粘附、增殖和分化等生物学效能,通过使镁合金内部产生众多气孔、外层覆盖聚己内酯/生物活性玻璃复合层,在保证接骨螺钉良好的力学性能的前提下,有助于诱导形成羟基磷灰石层,不仅能增强表面生物活性及骨修复能力且减少材料的溶解从而减少氢气的产生速率和哺乳动物对镁的吸收速率。
39.2、本发明中,通过分解槽使得动物体组织、体液可以缓慢进入至接骨螺钉的内部,使接骨螺钉的内部得到部分分解,且不会短时间内破坏接骨螺钉的基本结构、同时也能通过控制分解槽的孔径和数量控制接骨螺钉的溶解速率。
40.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所特别指出的结构来实现和获得。
附图说明:
41.附图用来提供对本发明进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
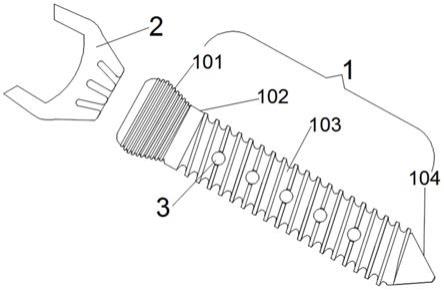
42.图1为本发明的球螺纹型整体结构示意图;
43.图2为本发明的平头型整体结构示意图;
44.图3为本发明的柱形整体结构示意图;
45.图4为本发明横截面植入体内前的结构示意图;
46.图5为本发明横截面植入体内前的结构示意图;
47.图6为本发明的接骨螺钉截面的扫描电镜图;
48.图7为本发明的合金材料的x射线衍射图。
49.附图标记:1、接骨螺钉;101、顶头;102、连接部;103、固定柱;104、尖部;105、复合层;2、连接帽;3、分解槽。
具体实施方式:
50.为了使得本发明的技术方案的目的、技术方案和优点更加清楚,下文中将结合本发明具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.如图1~7所示,本发明提出一种可降解的镁合金接骨螺钉及其制备方法,一种可
降解的镁合金接骨螺钉及其制备方法,包括接骨螺钉1,接骨螺钉1由顶头101、连接部102、固定柱103和尖部104构成,顶头101的一端设置有连接部102,连接部102的一端与固定柱103的一端固定连接,固定柱103的外侧设置有连接螺纹,固定柱103的一端设置有尖部104,接骨螺钉1的材料为mg4y3ndzr合金,接骨螺钉1的主要材料结的构为孔隙率》45%多孔结构,接骨螺钉1的材料的表面浸渍有复合层105;
52.接骨螺钉1外侧的硬度150hv10,接骨螺钉1材料的抗拉强度920mpa,接骨螺钉1外侧的硬度大于哺乳动物骨质的强度,接骨螺钉1材料的强度接近哺乳动物松质骨的强度,可减少连接件的偏移滑脱;
53.固定柱103的直径为3.6~7.3mm,固定柱103和尖部104的总长度为16~55mm,对于不同需求,采用不同参数的螺栓;
54.复合层105的材料为聚己内酯/生物活性玻璃复合层,有助于诱导形成羟基磷灰石层,不仅能增强表面生物活性及骨修复能力,而且有助于延长层的防护效果,且减少材料的溶解,从而减少氢气的产生速率和哺乳动物对镁的吸收速率,从而保证溶解过程不会伤害动物体;
55.复合层105的外侧开设有若干个分解槽3,每两个相交的分解槽3的中心轴线位于同一个面且相互垂直,分解槽3使得动物体组织、体液可以进入至接骨螺钉1的内部,使接骨螺钉1的内部得到部分分解;
56.顶头101采用多种形状,包括球螺纹型、平头型和柱形,其中球螺纹型的顶头101的外侧螺纹连接有连接帽2,连接帽2与其他结构配合与球螺纹型的顶头101进行固定连接;
57.接骨螺钉1的材料包括:3.9wt%的y、0.51wt%的zr、2.22wt%的nd、0.1~0.21wt%的mn、0.19~0.22wt%的zn和0~0.01wt%的si,cu、fe、ni总和小于0.2,其余为mg,该成分的合金具备良好的抗裂性能和良好的延展性以及较高的金属强度;
58.①
使用电阻坩埚炉将纯镁金属分阶段加热至完全熔化状态;
59.将镁合金预热、加热到210℃去除去组分中的水分,从0~210℃的加热功率比率为12%;
60.然后通入保护气排去水分、空气,保护气的成分主要为n2和少量的sf6,熔炉从210℃~320℃的加热功率比率为13%;
61.熔炉从320℃~340℃的加热功率比率为16%;镁合金从常温升到340℃需17
±
0.5h;
62.熔炉从340℃~400℃的加热功率比率为17%;
63.熔炉从400℃~560℃的加热功率比率为21%;
64.熔炉从560℃以上的加热功率比率为100%;
65.镁合金从340℃到860℃需8
±
0.2h。
66.②
在800~860℃下按照质量百分数加入其余金属,而后使温度维持在830度左右保温1.5h左右;
67.③
逐步降温至760℃左右,对合金化炉中的镁合金熔液进行吹氩气精炼同时搅拌32
±
4min,精炼后静置14
±
2min使金属液冷却至680~700℃,然后将熔液表面的浮渣清理干净;
68.④
将食盐颗粒倒入模具的一端并紧实,将上述步骤得到的金属液从装有食盐颗粒
的模具的另一端并温度维持在655
±
5℃;
69.⑤
模具的另一端通过真空管与真空罐相连接,抽真空使真空罐的真空度达到-0.01~-0.08mpa,使合金熔体在负压下渗流;
70.⑥
渗流结束、合金凝固后,取出食盐颗粒与合金的复合体,除去食盐颗粒,即得到多孔合金,基于上述步骤3~步骤5的负压渗流铸造法制备了孔径200~500μm、孔隙率》45%的多孔镁合金柱体材料,得到孔径200~500μm、孔隙率》45%的多孔镁合金柱体材料;
71.①
将多孔镁合金柱体材料表面打磨成光滑、直径在2.1~5.8mm之间的柱体;
72.②
将打磨后的柱体通过低真空浸渍法使其材料的表层附着上聚己内酯/生物活性玻璃复合层,使柱体的直径达到4.2~8.3mm,从而获得外侧设置有复合层的半成品柱体,然后静置3~4.5h,生物活性玻璃的材料为45s5生物活性玻璃;
73.③
将已成型的半成品辗制或攻丝以达到所需的螺纹,从而使接骨螺钉1获得连接螺纹;
74.④
在接骨螺钉1的外侧开设多个间距相等、每两个相交的中心线相互垂直的分解槽3,完成接骨螺钉1的制备。
75.实施例:接骨螺钉1的合金材料,包括:3.9wt%的y、0.51wt%的zr、2.22wt%的nd、0.15wt%的mn、0.20wt%的zn和0.01wt%的si,0.09wt%的cu、0.05wt%的fe、0.06wt%的ni,其余为mg。
76.1、制备镁合金:
77.①
使用电阻坩埚炉将纯镁金属分阶段加热至完全熔化状态;
78.将镁合金预热、加热到210℃去除去组分中的水分,从0~210℃的加热功率比率为12%;
79.排去水分、空气,然后,通入保护气,保护气的主要成分为n2和少量的sf6,熔炉从210℃~320℃的加热功率比率为13%;
80.熔炉从320℃~340℃的加热功率比率为16%;镁合金从常温升到340℃用时17.2h;
81.熔炉从340℃~400℃的加热功率比率为17%;
82.熔炉从400℃~560℃的加热功率比率为21%;
83.熔炉从560℃以上的加热功率比率为100%;
84.镁合金从340℃到860℃用时7.8h。
85.②
在800~860℃下按照质量百分数加入其余金属,而后使温度维持在830度左右保温1.6h;
86.③
逐步降温至760℃左右,对合金化炉中的镁合金熔液进行吹氩气精炼同时搅拌33min,精炼后静置16min使金属液冷却至690℃,然后将熔液表面的浮渣清理干净;
87.④
将食盐颗粒倒入模具的一端并紧实,将上述步骤得到的金属液从装有食盐颗粒的模具的另一端并温度维持在653℃;
88.⑤
模具的另一端通过真空管与真空罐相连接,抽真空使真空罐的真空度达到-0.06mpa,使合金熔体在负压下渗流;
89.⑥
渗流结束、合金凝固后,取出食盐颗粒与合金的复合体,除去食盐颗粒,即得到多孔合金,基于上述步骤3~步骤5的负压渗流铸造法制备了孔径200~500μm、孔隙率》45%
的多孔镁合金柱体材料。
90.2、制备接骨螺钉:
91.①
将多孔镁合金柱体材料表面打磨成光滑、直径在3.5mm之间的柱体;
92.②
将打磨后的柱体通过低真空浸渍法使其材料的表层附着上聚己内酯/生物活性玻璃复合层,使柱体的直径达到4.2mm,从而获得外侧设置有复合层的半成品柱体,然后静置3~4.5h,生物活性玻璃的材料为45s5生物活性玻璃;
93.③
将已成型的半成品攻丝以达到所需的螺纹,从而使接骨螺钉1获得连接螺纹,螺纹;
94.④
在接骨螺钉1的外侧开设多个间距相等、每两个相交的中心线相互垂直的分解槽3。
95.该成分的合金经本专利公开的方式制备得到固定柱103的直径为4.1mm,固定柱103和尖部104的总长度为20mm,形状如图2所示的接骨螺钉1;
96.3、经过检测其抗拉强度为1002mpa,外侧的硬度为160hv10,达到实验预期要求;
97.将改接骨螺钉1进行体内植入试验研究可得到在培养3个月后,螺钉内部横截出现从图4到图5的变化过程,该过程反应了接骨螺钉1的内部结构得到了有效分解、侵蚀,但其被侵蚀部分也得到了细胞填充,进而接骨螺钉1的内部结构的分解,并未使接骨螺钉1得整体结构得到破坏,仍能发挥主要功能。
98.4、该接骨螺钉1的合金材料支撑螺钉,并进行扫描电镜电镜扫描得到图6所示的微观放大图,其金属材料的气孔孔径为240~430μm、孔隙率达到了50%,其x光衍射图入图7所示。
99.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1