一种双极超声刀具刀头的制作方法
1.本实用新型涉及医疗器械技术领域,更具体涉及一种双极超声刀具刀头。
背景技术:
2.超声刀由主机、手柄、刀头、脚踏板等主要部件组成。手柄中有一个换能器,把主机发生器提供的高频电能转换成超声机械振动能,并将它传递至刀头的同时传递超声能量,其产生机械振动的热效应使组织蛋白氢键断裂,蛋白质变性凝固,特别是利用其产生的机械能和热能对组织进行凝固、止血和切割等,刀头的振动频率约为55.5khz。超声刀头有两叶,一叶是施加超声波的工作叶,另一叶带有一个有齿纹的白色护垫。此白色护垫的作用是为了更好地夹持组织加强凝血效果,利用其工作叶可像电刀一样直接切割。高频电刀是一种取代机械手术刀进行组织切割的电外科器械。它通过有效电极尖端产生的高频高压电流与肌体接触时对组织进行加热,实现对肌体组织的分离和凝固,从而起到切割和止血的目的。
3.cn 204562361 u公开了一种带高频止血功能的双极超声刀具,将超声刀和高频电刀集合到一个裸刀头上,同时输出超声能量和高频电能,能够提高对组织的切割效率,同时满足凝血功能。目前,双极超声刀具存在的问题是由于能量输出过高,刀头容易热扩散不良,大多情况下会伤到周围正常组织,出现刀头粘黏组织的现象。
技术实现要素:
4.针对现有技术中带高频止血功能的双极超声刀具刀头粘黏组织的问题,本实用新型提供一种涂覆防散热涂层的双极超声刀具刀头,一方面避免刀头粘黏周围正常组织,另一方面使刀头能量集中到刀刃上,提高切割效率。
5.本实用新型通过以下技术方案实现:
6.第一方面,本实用新型提供一种双极超声刀具刀头,其基体由刀刃部、刀背部、刀杆连接部组成,刀背部和刀杆连接部涂覆有防散热涂层。采用以上技术方案,本实用新型提供的双极超声刀具刀头可使刀头能量集中到刀刃上,提高切割效率。
7.在上述技术方案的基础上,防散热涂层从内到外由聚四氟乙烯层和聚四氟乙烯-全氟烷基乙烯基醚共聚物层组成。采用以上技术方案,本实用新型提供的双极超声刀具刀头可避免刀头粘黏周围正常组织。
8.在上述技术方案的基础上,刀背部和刀杆连接部的基体表面为粗糙度2.0~3.5μm的砂面。采用以上技术方案,本实用新型提供的双极超声刀具刀头可避免刀头粘黏周围正常组织。
9.在上述技术方案的基础上,聚四氟乙烯层的厚度为20~100μm;聚四氟乙烯-全氟烷基乙烯基醚共聚物层的厚度为100~500μm。采用以上技术方案,本实用新型提供的双极超声刀具刀头可进一步防止能量散失,使刀头能量集中到刀刃上,提高切割效率。
10.在上述技术方案的基础上,刀刃部的宽度为0.8~1.5mm,长度为8~13mm。采用以
上技术方案,本实用新型提供的双极超声刀具刀头可进一步防止能量散失,使刀头能量集中到刀刃上,提高切割效率。
11.在上述技术方案的基础上,双极超声刀具刀头为扁刀头,所述刀刃部位于扁刀头的一侧边,刀背部位于所述扁刀头的另一侧边。
12.在上述技术方案的基础上,刀杆连接部与刀杆一体成型。
13.在上述技术方案的基础上,刀背部和刀杆连接部的防散热涂层为一体成型。
14.在上述技术方案的基础上,基体为钛合金基材。
15.在上述技术方案的基础上,双极超声刀具为带高频止血功能的双极超声刀具。
16.本实用新型与现有技术相比,具有以下优点:
17.本实用新型在刀头上设置防散热涂层,减少超声刀刀头热扩散,使得能量集中;且避免了刀背部伤到正常组织以及粘黏组织,本实用新型在刀头上制备的防散热涂层非常牢固,即使在高频率振动下,依然不易脱落。
附图说明
18.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为双极超声刀具的结构示意图;
20.图2为刀头喷涂涂层示意图;
21.其中,1-刀杆,2-刀头,21-刀刃部,22-刀杆连接部,23-刀背部。
具体实施方式
22.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.以下实施例中在制备涂层时,为提高涂层的附着力,刀杆表面不能有污垢,刀头无油渍;刀刃部是可以被腐蚀的,不用刻意保护,但在喷底漆和喷面漆这两步骤在高温烘烤之前需要先把刀刃部刮开,以便将未固化的底漆和面漆擦去,用硬质塑料包裹无尘布擦出缺口形状即可。
24.以下实施例中以优力卡中刀(g55u06993)的刀杆作为初始处理对象;所采用的酸性砂面剂为有机酸25%,无机酸10%,促进剂8%,分散剂12%,助剂2%,其余为水。
25.实施例1
26.1.室温下,将刀杆上的刀头浸没在酸性砂面剂中,浸泡5分钟后,取出,立即用清水冲洗干净,去除残留溶液,测得此时刀头基材表面粗糙度(ra)达为3.0μm;去除残留溶液后使用洗涤剂浸泡(洗涤剂的作用是除去刀头表面的油渍,防止镀层脱落,目前用的是洗衣粉,在40-50℃水温浸泡10分钟)、清水漂洗,晾干,清除刀头表面的油脂及灰尘;
27.2.将刀杆放置于固定架上,等待喷涂底漆;注意,为防止表面氧化失去附着力,刀头在酸性砂面剂处理后30分钟内须立即喷涂水性底漆。水性底漆喷涂:ф1.0mm的底漆喷涂气枪连接气管,将聚四氟乙烯(ftfe)水性底漆摇晃均匀,倒入底漆喷涂气枪附属容器内,调节喷嘴距刀杆30cm,喷枪压力为0.3mpa,直至喷枪喷涂时底漆气雾浓度合适,使用喷枪直接喷涂5秒,喷涂时喷枪对准刀杆保持不动,匀速转动刀杆3圈,刀头即均匀喷涂上黑色水性底漆,立即用硬质塑料包裹无尘布擦出缺口。放入烤箱加热固化,温度为180℃时间20分钟,出炉自然冷却至室温即可,然后等待喷涂面漆(pfa)。
28.3.面漆(pfa)喷涂:面漆成分为四氟乙烯一全氟烷基乙烯基醚共聚物(pfa),面漆喷涂工艺同步骤2。面漆烧结:烤箱温度设定380℃,升温过程需缓慢升温,30min左右由室温升温至380℃,到达设定温度后保温1小时(不低1小时)后出炉自然冷却至室温。
29.4.将待抛光部在羊毛轮上抛光,形成长度为13mm、深度为1mm的刀刃部,具体见图1。
30.如图1所示,本实施例制备双极超声刀具刀头,其基体由刀刃部、刀背部、刀杆连接部组成,刀背部和刀杆连接部涂覆有防散热涂层,防散热涂层从内到外由聚四氟乙烯层和聚四氟乙烯-全氟烷基乙烯基醚共聚物层组成,聚四氟乙烯层的厚度为20~100μm;聚四氟乙烯一全氟烷基乙烯基醚共聚物层的厚度为100~500μm,刀刃部的宽度为0.8~1.5mm,长度为8~13mm。
31.比较例1
32.按图1中的位置,将表面光滑、裸露的刀杆抛光,形成长度为13mm、深度为1mm的刀刃部。
33.比较例2
34.与实施例1不同的是,本比较例不包括步骤1,其余步骤与实施例1相同,即未将刀杆整体浸泡在砂面剂中进行处理,直接在表面光滑的刀杆上依次喷涂ftfe层和pfa层。
35.比较例3
36.与实施例1不同的是,本比较例不包括步骤2,其余步骤与实施例1相同,即未在砂面上喷涂ftfe层,而是直接喷涂pfa层。
37.比较例4
38.与实施例1不同的是,本比较例不包括步骤3,其余步骤与实施例1相同,即未在ftfe层外喷涂pfa层。
39.试验结果
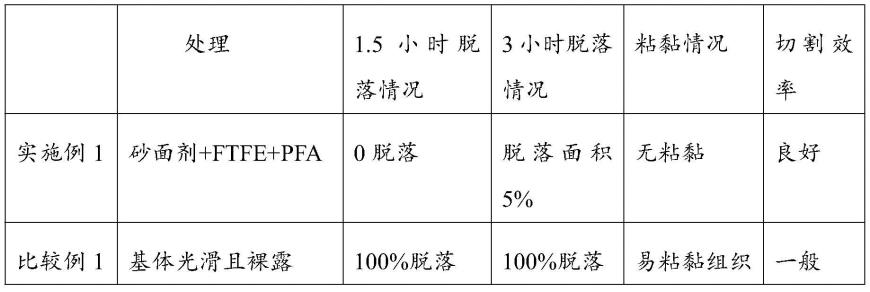
40.利用以上实施例和比较例制备的刀头进行切肉实验,每30分钟记录一次,共三小时,超声设置为最大档位(5档),双极设置为70w。效果记录如表1所示:
41.表1切肉实验结果
[0042][0043][0044]
以上所述仅是本实用新型的具体实施方式,使本领域技术人员能够理解或实现本实用新型。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1