制造具有均匀颜色和/或半透明度梯度的牙科铣削块的方法与流程
本发明涉及一种制造具有均匀颜色和/或半透明度梯度的牙科铣削块的方法。牙科铣削块可用于生产高度美观的牙科修复体。
背景技术:
1、为了生产高度美观的牙科修复体,必须考虑患者口腔中单独着色的牙齿情况。
2、在试图模仿牙齿的自然外观时,具有颜色梯度的牙科铣削块同时可商购获得,牙科修复体将从该牙科铣削块铣削和烧结。
3、在本领域中描述了用于生产这些种类的牙科铣削块的不同概念。
4、一个概念集中在使用施加到多孔牙科铣削块的着色液体。在施加过程期间,由于着色离子存在于着色液体中并被多孔牙科铣削块吸收,产生了一种颜色梯度。
5、例如cn 104 909 745bb(chengdu besmile biotech.)描述了一种获得均匀渐变色氧化锆瓷块的制备方法。制备方法包括以下步骤:(1)对ceo2、fe2o3、zro2、y2o3、pr6o11和er2o3的原料进行称重;(2)添加聚合物粘结剂并制粒;(3)使粒状材料成形;(4)进行冷等静压;(5)预烧结瓷块坯;(6)将预烧结的瓷块坯平放于染色容器中并且染色,其中施加某些条件;以及(7)烧结染色的瓷块以获得牙科用均匀渐变色氧化锆瓷块。
6、cn 108 585 845a(鹏登生物陶瓷公司(bloomden bioceramics))描述了一种用于制备颜色和渗透性逐渐变化的氧化锆陶瓷坯的方法。该方法包括以下步骤:(1)制备可溶性钇溶液,将预烧结的氧化锆陶瓷的一侧浸入溶液液位,对氧化锆陶瓷的另一侧施加负压,并且根据预设的压力-时间曲线控制溶液液位的下降速度,直至液位降至零液位;(2)制备符合16种vita色的用户自制16色染液或符合26种vita色的用户自制26色染液,将烘干的氧化锆陶瓷翻转180°,将氧化锆陶瓷的一侧浸入染液液位,对氧化锆陶瓷的另一侧施加负压,并且根据预设的压力-时间曲线控制液位的下降速度,直至液位降至零液位。
7、us 2019/0233340 a1(kim等人)描述了一种对用于牙科应用的陶瓷体的着色的方法。该方法包括以下步骤:获得包括第一端面和第二端面以及侧表面的多孔陶瓷体,使陶瓷体的各个部分与壳体材料接触,渗透稀释液以占据第一多孔区域,调节壳体,渗透液体着色组合物以占据第二多孔区域,其中壳体材料防止液体着色组合物和稀释液通过第一端面和侧表面。
8、另一个概念集中在将不同颜色的粉末组合物一个层叠在另一个上,并且然后压实粉末组合物。
9、ep 3 108 849 a1(3m公司(3m))涉及一种多孔多层着色氧化锆牙科铣削坯,其包括以交替顺序排列的具有组合物b和e的两个不同层,其中具有组合物b的单独层的厚度从底部到顶部减小,并且具有组合物e的单独层的厚度从顶部到底部减小。
10、us 10,245,127b2(kim等人)描述了一种制造用于人造牙齿的多层氧化锆块的方法,包括第一材料混合步骤、第二材料混合步骤、第三材料混合步骤、压缩模制步骤和煅烧步骤。据说该方法提供了含有氧化钇的多层氧化锆块,氧化钇的量在制造过程中进行调节,因此在用着色溶液浸渍后显示出与天然牙齿相似的颜色。
11、又一个概念是建议使用混合器来混合粉末组合物。
12、us 10,441,391b2(volkl等人)描述了一种制造有色氧化锆坯的方法,由此混合粉末形式的原料,将所得混合物压制并随后进行热处理。待混合的粉末混合物中的一种粉末混合物含有着色物质。在引入第一粉末层之后,将另一种较少着色的材料填充到模具中以形成与第一层混合的中间层。随后在模具中填充另外的层,该层具有比第一层更高的氧化钇含量。
13、例如在us 10,219,880(rolf等人)中描述了具有不同层或区域的另外牙科铣削块。牙科铣削坯包括具有第一半透明度和第一色度的第一层第一硬质修复材料、具有第二半透明度和第二色度的第二层第二硬质修复材料,其中以下至少一项为真:(1)第一半透明度不同于第二半透明度,(2)第一色度不同于第二色度。第一层和第二层形成第一界面,该第一界面具有跨牙科铣削坯的第一对称平面的第一曲线,其中第一曲线具有不同于零的曲率;以及沿着牙科铣削坯的第二平面的整个长度延伸的第一直线,第二平面正交于第一对称平面。
14、us 10,028,809a1(jahns等人)涉及一种多孔牙科铣削块,其包含至少两个几何限定的材料段a和b,该材料段包含不同量的四方晶相和立方氧化锆晶相。
技术实现思路
1、所描述的方法中没有一个是完全令人满意的。仍然需要可有助于简化或改进现有方法的替代方案。
2、特别地,不同粉末组分的各个层有时仍然可见。
3、因此,需要一种具有更均匀的颜色梯度的牙科铣削块。
4、如果可能的话,生产这样的牙科铣削块的方法不应太复杂。
5、在一个实施方案中,本发明特征在于制造牙科铣削块的方法,该方法包括以下步骤:
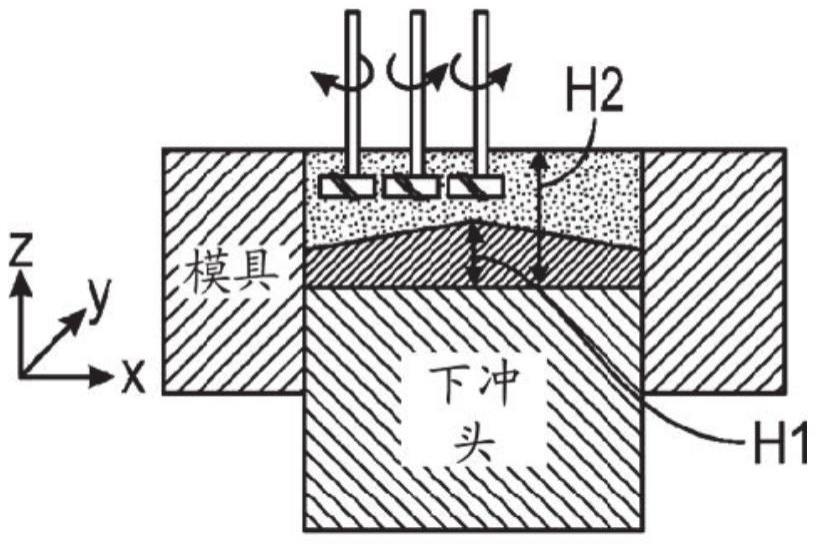
6、i.提供具有腔的模具,该腔具有z方向和x/y方向,
7、ii.用第一粉末部分地填充腔直到高度h1,该第一粉末具有包括顶表面和底表面的体积vp1,
8、iii.在该第一粉末的顶部上引入第二粉末直到高度h2,该第二粉末具有包括顶表面和底表面的体积vp2,并且
9、第一粉末的顶表面与第二粉末的底表面接触并形成中间或界面区域,
10、iv.提供具有至少一个可旋转混合元件的混合器单元,
11、v.通常在时间t开始时将该旋转混合元件在z方向上引入中间区域中,
12、vi.通过旋转混合元件典型地持续时间tmix(x,y,z)来混合位于中间区域中的粉末,从而由于旋转混合元件从已经混合的区域移动到未混合的区域而形成连续过渡区域并且继续混合持续时间tmix(x’,y’,z’),
13、vii.通常在时间t结束时从该粉末中移除旋转混合元件,
14、viii.优选地通过施加10mpa至300mpa的压力持续0.5s至5min来压实粉末,
15、ix.任选地对压实的粉末施加热,优选地通过施加加热斜坡,随后在环境条件下800℃至1,100℃的停留温度持续5min至300min,
16、第一粉末与第二粉末的物理性质和/或化学组成和/或颜色不同。
17、本发明还涉及一种生产牙科修复体的方法,该牙科修复体通过从本文所述的牙科铣削块机加工而获得,并且还涉及通过这样的方法获得的牙科修复体。
18、本发明的另外方面涉及一种套件,该套件包括如本文所述的模具、如本文所述的混合器单元、本文中的第一粉末和第二粉末。
19、除非有不同的定义,否则对于本说明书来说,下列术语应具有给定的含义:
20、术语“牙科修复体”意指用于牙科领域以修复缺损牙齿结构的制品。牙科修复体通常具有三维内表面和外表面。表面通常包括凸型结构和凹型结构。与其他制品诸如陶器或铺路石相比,牙科修复体小并且是细工制作的。牙科修复体的厚度可从极薄(例如在边缘和边沿处(0.1mm以下))变为相当厚(例如在咬合区域(至多8mm或16mm))。桥接牙桥中牙冠部分的部分可具有至多20mm的厚度。外表面通常具有总体凸面形状,而内表面通常具有总体凹面形状。
21、本文中所述的牙科修复体包含烧结之后的包含钇稳定的氧化锆的多晶陶瓷材料或基本上由其组成。
22、牙科修复体的示例包括牙冠(包括单牙冠)、牙桥、嵌体、高嵌体、牙镶面、牙台、牙冠和牙桥框架、基台、矫正器具(例如牙托、颊面管、牙箍和牙扣)以及它们的部分。
23、牙齿的表面不被认为是牙科制品或牙科修复体。
24、牙科修复体不应包含对患者健康有害的部件并且因此不含能够从牙科制品中迁出的具有危害性和毒性的部件。
25、所谓“牙科铣削坯或牙科铣削块”是指材料的实心块(三维制品),由其能够并且通常通过例如铣削、磨削、钻孔等减成法机械加工牙科修复体。牙科铣削坯具有几何限定的形状并且通常包括两个相对的平坦表面。所谓的“自由曲面”不被视为“几何限定的”。就这点来说,牙科修复体(例如,牙冠或牙桥)自身的形状不被视为牙科铣削坯。
26、“氧化锆制品”应意指三维制品,其中x、y、z维度中的至少一个维度为至少约5mm,该制品包含至少80重量%或至少90重量%或至少95重量%的氧化锆。
27、“陶瓷”是指通过施加热制备的无机非金属材料。陶瓷通常是坚硬、多孔且易碎的,并且与玻璃或玻璃陶瓷不同,它显示基本上完全结晶的结构。
28、“结晶”意指包含在三个维度上周期性图案排列的原子的固体(即,由x射线衍射确定,具有长范围晶体结构)。晶体结构包括四角形、单斜、立方氧化锆以及它们的混合物。
29、“均匀颜色和/或半透明度梯度”意指以线性、非阶梯式或交错顺序排列的一组颜色或半透明度或颜色和半透明度的组合。梯度在1维、2维或3维中可以是轴向的、径向的或锥形的。
30、如果需要,可以通过使用如实施例部分中所述的图像分析软件(例如,imagej)来视觉地或更精确地检查均匀颜色梯度的存在。
31、“模具”是具有中空腔的块,该中空腔旨在填充有通常随后被压实或固化的材料。
32、“粉末”意指由大量细微颗粒构成的干堆积,这些颗粒当被振动或倾斜时可自由流动。
33、“颗粒”意指为具有几何上可测定的形状的固体的物质。形状可为规则的或不规则的。通常可以相对于例如尺寸和尺寸分布对颗粒进行分析。
34、粉末的粒度(d50)可以从晶粒尺寸分布的累积曲线获得。可以使用可商购获得的粒度计来进行相应测量。“d”表示粉末颗粒的直径,并且“50”是指颗粒的体积百分比。有时,50%也表示为“0.5”。例如,“(d50)=1μm”意指50%的颗粒具有1μm或更小的尺寸。
35、“密度”意指物体的质量与体积的比率。密度的单位通常为g/cm3。物体的密度可以例如通过测定其体积(例如,通过计算或应用阿基米德原理或方法)并测量其质量来计算。
36、可基于样品的总体外部尺寸来确定样品的体积。可由测量的样品体积和样品质量来计算样品的密度。可由样品的质量和所用材料的密度来计算材料的总体积。样品中孔的总体积假设为样品体积的剩余部分(100%减去材料的总体积)。
37、在陶瓷技术领域中,“多孔材料”是指包括由孔隙、小孔或孔形成的部分空间的材料。
38、术语“烧结”或“焙烧”可互换使用。多孔的陶瓷制品在烧结步骤期间(即,如果施加足够的温度)收缩。所施加的烧结温度取决于所选的陶瓷材料。对于氧化锆基陶瓷,典型的烧结温度范围为1,100℃至1,600℃。如果以高加热速率进行烧结,则可能需要更高的温度。烧结通常包括将多孔材料致密化为具有较高密度的少孔材料(或具有较少小孔的材料),在一些情况下,烧结还可能包括材料相组成的改变(例如,非结晶相到结晶相的部分转变)。
39、如果牙科氧化锆制品已用热(900℃至1,100℃的温度范围)处理通常1至3小时,达到根据“三球冲击测试”iso 6872:2015测量的牙科陶瓷的双轴挠曲强度在8mpa至80mpa或15mpa至55mpa的范围内的程度,则牙科氧化锆制品被分类为“预烧结的”。
40、预烧结的牙科陶瓷通常具有多孔结构,并且其密度(对于钇稳定的氧化锆陶瓷,通常为约3.0g/cm3)小于完全烧结的牙科陶瓷框架(对于钇稳定的氧化锆陶瓷,通常为约6.1g/cm3)。
41、“着色离子”应意指在人眼可见的光谱范围(例如,380nm至780nm)中具有吸收的离子,如果着色离子溶解于水中(例如,约0.6mol/l),则可以得到着色的溶液(人眼可见的),并且特别是在用着色溶液处理并随后烧结的氧化锆制品中产生着色效果。在用于生产氧化锆制品的粉末被压实之前,着色离子也可存在于粉末中(通常作为盐或氧化物的组分)。
42、“荧光剂或组分”应意指能够赋予荧光的试剂,其可测量为可见光区域(380nm至780nm)中的光发射。
43、所谓“机加工”是指通过机器对材料进行铣削、磨削、切割、雕刻或成形。相比磨削,铣削通常较快并且成本较低。“可机械加工制品”是具有三维形状并且具有足够强度以被机械加工的制品。
44、“环境条件”意指本文所述的组合物在储存和处理期间通常经受的条件。环境条件可为例如900毫巴至1100毫巴的压力、10℃至40℃的温度和10%至100%的相对湿度。在实验室中,通常将环境条件调节至20℃至25℃、1000毫巴至1025毫巴和40%至60%相对湿度。
45、组合物“基本上或大体不含”某种组分,如果该组合物不含所述组分作为基本特征的话。因此,不任意地向组合物中添加所述组分,或者不任意地将所述组分与其他组分或与其他组分的成分组合。基本上不含某种组分的组合物通常根本不包含该组分。然而,例如由于在所用原料中含有的杂质,所以有时存在少量的所述组分是不可避免的。
46、如本文所用,“一个”、“一种”、“该/所述”、“至少一个(种)”和“一个(种)或多个(种)”可互换使用。另外,在本文中,通过端点表述的数值范围包含该范围内所含的所有数值(例如,1至5包含1、1.5、2、2.75、3、3.80、4、5等)。
47、“和/或”意指一个或两个。例如,表述组分a和/或组分b是指单独的组分a、单独的组分b或组分a和组分b两者。
48、为术语添加复数形式“(s)”意指该术语应该包括单数和复数形式。例如,术语“添加剂”意指一种添加剂和多种添加剂(例如,2种、3种、4种等)。
49、除非另外指明,否则说明书和权利要求中使用的表示成分的量、诸如下面描述的物理特性的量度等的所有数值在所有情况下均应理解为被术语“约”修饰。
50、术语“包含”或“含有”及其变型形式在这些术语出现在说明书和权利要求中时不具有限制的含义。术语“包含”还应包括术语“基本上由......组成”和“由......组成”。“基本上由......组成”意指可存在特定的另外组分,即不会实质上影响制品或组合物的基本特性的那些组分。“由......组成”意指不应存在另外的组分。
- 还没有人留言评论。精彩留言会获得点赞!