一种发泡硅胶义乳的制作方法
一种发泡硅胶义乳
1.本技术是申请日为2020年4月10日、申请号为2020102773071、发明名称为“发泡硅胶义乳及其制备方法”的发明专利申请的分案申请。
技术领域
2.本发明涉及义乳制作技术领域,应用于医疗行业,如人体外部修复,具体涉及一种发泡硅胶义乳。
背景技术:
3.很多乳腺癌患者在乳房切除后为了在日常生活中保持和正常人同样的形体,需要穿戴义乳来呈现。目前市面上的义乳大多是由硅凝胶材料、结合tpu(热塑性聚氨酯弹性体橡胶)膜而成的假体义乳。此类硅凝胶义乳具有透气差;普通硅凝胶义乳比重大,穿戴时负重感强;普通硅凝胶义乳使用时间较长后tpu膜黄变老化严重,使用时稍有不小心就会造成tpu袋体破裂等现象;普通硅凝胶义乳表皮tpu膜如遇到(尖锐物体、穿戴时指甲等)都会造成tpu膜破裂。
4.市面上也有轻量化的硅胶义乳,一般为普通硅凝胶义乳重量的三分之二,但制作成本会比普通硅凝胶义乳高出许多,同时也是需要tpu薄膜包覆,透气性依然差。
5.另外一些市售的轻量化义乳虽然价格便宜,但是具有诸多缺点,如布袋内填充棉花、海绵模压成型等种类的义乳。第一种义乳满足了轻盈透气的条件,但是形态非常随意,对患者穿戴后形态呈现不足;第二种义乳形态呈现完美,但是海绵含有对人体有害的成分,长期使用,会影响健康。
技术实现要素:
6.有鉴于此,为了克服现有技术的缺陷,本发明的目的是提供一种采用发泡硅胶制备得到的义乳。
7.为了达到上述目的,本发明采用以下的技术方案:
8.一种发泡硅胶义乳,包括义乳本体以及包覆在所述义乳本体外侧的面料,所述义乳本体的材质为发泡硅胶,所述义乳本体内和/或义乳本体的表面上设置有支撑层。
9.采用化学发泡硅胶制备得到的义乳本体,具有很好的支撑性和良好的手感,不需要像传统的硅凝胶义乳需要包覆不透气的tpu薄膜,且发泡硅胶本身具有微小的气孔,极大地增加了该发泡硅胶义乳的透气性,减轻了重量,为普通硅凝胶义乳的五分之一到十分之一,减轻了穿戴者的负重感,提高了穿戴的舒适性。通过在义乳本体内设置支撑层,增加了整体的抗撕裂性,延长使用寿命。
10.在本发明的一些实施例中,面料选用三明治布料,其是一种具有特殊立体网孔组织结构的布料,透气性极好,厚度范围为2~3mm,通过缝制,包覆在整个义乳本体的外面,患者穿戴时,皮肤和义乳中间隔着一层透气三明治,使得热量及时导出,整个胸部不会像穿戴海绵文胸那样闷热。
11.优选地,所述义乳本体包括凸面和凹面,所述支撑层贴合在所述凹面上。其中凹面为靠近人体的一侧,凸面为远离人体的一侧,凸面的弧度大于凹面的弧度。
12.优选地,所述支撑层贴合在所述义乳本体的一面上且具有向外延伸的延伸部,所述延伸部与所述面料连接。延伸部主要用于与面料进行固定连接,以防止使用时义乳本体发生偏移,造成使用不适。延伸部可以选择围绕发泡硅胶整整一圈,或者选定几个特定的部位,如弧形过渡的地方。在本发明的一些实施例中,延伸部为保留三个部分的网纱,三个部位的网纱刚好位于发泡硅胶的边缘弧形过渡的地方,且形成一个三角形,更好的起到固定的作用。
13.优选地,所述支撑层为网纱,所述网纱的孔径为0.5mm~1mm。孔径过大,抗撕裂强度不好,孔径过小,克重会有所上升,造成义乳的整体重量上升。
14.更加优选地,所述网纱的孔型为正六边形。孔径选择为正六边形,主要有以下的优势:a.正六边形相对节省材料、空间利用率可以最大化,进而减少材料的克重,使得制备的产品更轻;b.正六边形与发泡硅胶之间的接触范围更大,使得网纱与发泡硅胶之间的结合更加紧密,只要固定了网纱,就固定了义乳本体,不会由于长时间使用后,网纱与发泡硅胶之间产生分层而失效;c.很多个正六边形的结构结合在一起后,受力均匀分散,强度更高。所以采用正六边形孔的网纱,可以在保证结构强度的前提下节省材料并保证网纱与发泡硅胶之间的连接。
15.更加优选地,所述网纱经向的撕裂强度为80~90n,纬向的撕裂强度为60~70n。网纱的作用一方面是提高义乳的抗撕裂性能,另一方面是为了与面料一起缝制后用于固定义乳本体在面料内的位置,所以需要选择撕裂强度在一定范围内的材料。若撕裂强度太低,一方面义乳的整体抗撕裂性能差,另一方面网纱与面料一起缝制后,也有可能造成网纱与缝制线脱离而无法达到上述目的。
16.在本发明的一些实施例中,网纱的克重30~50g/m2,材质是涤纶。
17.优选地,所述义乳本体上开设有贯穿其厚度方向上的贯穿孔,贯穿孔的直径为2~3mm,进一步减轻重量和增加透气性,减轻患者的负重,使得穿戴不闷热。
18.优选地,所述义乳本体的密度为0.1~0.15g/cm3,所述义乳本体的硬度为20~25度。硬度为采用lx-f型海绵硬度计测量得到。义乳本体采用发泡硅胶形成,其内部具有很多微小的气孔,不仅透气性好,且克重低,穿戴舒适感好,手感好,支撑性好。
19.本发明还提供了一种如上所述的发泡硅胶义乳的制备方法,包括如下步骤:将硅胶液倒入下模具的腔体中,在下模具和上模具之间铺设网纱,合模,硅胶液发泡结束后脱模,得到义乳本体;将面料与义乳本体进行缝制后得到所述发泡硅胶义乳。
20.优选地,所述方法还包括将面料制备成与义乳本体相匹配的弧度:制作与义乳本体的凸面和凹面弧度一致的定型模具,将所述定型模具加热到设定的温度后将面料上顶或下压成与义乳本体的凸面和凹面一致的弧度。
21.在本发明的一些实施例中,发泡硅胶义乳的制备方法具体包括如下步骤:
22.1)制备义乳本体:
23.a.将化学发泡硅胶的a,b组分预热至25~30℃后,按质量比1:1进行混合得到硅胶液,搅拌15~20s后倒入特定的模具中,模具事先控温至25~30℃。模具包括下模具和上模具。其中,下模具为凹模,具有腔体,上模具为凸模,具有凸起,上模具与下模具合模结合后
形成用于成型的模腔。
24.化学发泡硅胶可以选用现有市售的产品或采用如下重量份数的配方:
[0025][0026]
通过选用环保的化学发泡硅胶发泡成型义乳本体,其本身具有很好的支撑性和良好的手感,不需要像传统的硅凝胶义乳包覆不透气的tpu薄膜,加之可以密集冲孔和发泡硅胶本身的微小气孔,极大地增加了该发泡硅胶义乳的透气性,减轻了重量。且使用的发泡胶体反应放出的是氢气,无残留,安全环保,且永不黄变,大大提高了使用寿命。
[0027]
b.在上模具和下模具之间铺设网纱后,将上模具和下模具进行合模,使得硅胶液在模腔中发泡成型。硅胶液在模腔中反应30min后进行脱模。由于网纱与上模具紧密贴合,硅胶液会部分填充在网纱的孔内,发泡成型后,网纱贴合在发泡硅胶靠近上模具的一侧上。
[0028]
c.对步骤b中发泡后的产品进行修剪和冲孔,主要是修剪网纱,使网纱的边缘由发泡硅胶的边缘向外延伸形成延伸部,以用于后续与面料进行缝合,保证使用时,义乳本体不会发生偏移。冲孔用于在义乳本体上冲出贯穿孔,以更好地透气。
[0029]
网纱的边缘可以由义乳本体向外延伸3~5mm形成延伸部以利于缝制,延伸部可以选择围绕发泡硅胶整整一圈,或者选定几个特定的部位,如弧形过渡的地方。
[0030]
在本发明的一些实施例中,延伸部为保留三个部分的网纱,三个部位的网纱刚好位于发泡硅胶的边缘弧形过渡的地方,且形成一个三角形,更好的起到固定的作用。
[0031]
2)制备面料:
[0032]
在本发明的具体实施例中,义乳本体的凸面和凹面的弧度是不相同的。凸面的弧度大于凹面的弧度,为了更好地保证义乳本体与面料之间的贴合,需要对与凸面凹面贴合的面料分别进行定型以形成不同的弧度。
[0033]
具体的,首先制作与义乳本体的凸面和凹面弧度一致的定型模具,接着将面料裁切成合适的大小并铺平固定住,同时将定型模具加热到设定的温度(180~190℃),面料不动,定型模具移动将面料上顶或下压,使面料与定型模具完全贴合并保持2~3min,之后移开模具,面料成与义乳本体的凸面和凹面一致的弧度。
[0034]
3)制备发泡硅胶义乳:
[0035]
将步骤1)中制备得到的义乳本体和步骤2)中制备得到的面料进行一体缝制,且边缘进行包边处理,得到发泡硅胶义乳。
[0036]
由于采用了以上的技术方案,相较于现有技术,本发明的有益之处在于:本发明的发泡硅胶义乳,采用化学发泡硅胶制备得到,具有很好的支撑性和良好的手感,不需要像传统的硅凝胶义乳需要包覆不透气的tpu薄膜,且发泡硅胶本身具有微小的气孔,极大地增加了该发泡硅胶义乳的透气性,减轻了重量,为普通硅凝胶义乳的五分之一到十分之一,减轻
了穿戴者的负重感,提高了穿戴的舒适性。通过在义乳本体内设置支撑层,增加了整体的抗撕裂性,延长使用寿命。
附图说明
[0037]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0038]
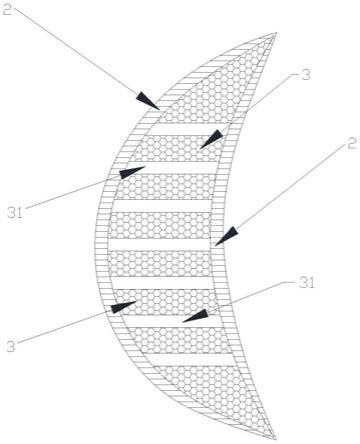
图1为本发明优选实施例中发泡硅胶义乳的截面图;
[0039]
图2为本发明优选实施例中发泡硅胶义乳的主视图;
[0040]
图3为本发明优选实施例中发泡硅胶义乳制备过程中合模前的示意图;
[0041]
图4为本发明优选实施例中发泡硅胶义乳制备过程中合模时的示意图;
[0042]
图5为本发明优选实施例的发泡硅胶义乳制备过程中得到的发泡硅胶与网纱结合的主视图;
[0043]
图6为本发明优选实施例的发泡硅胶义乳制备过程中得到的发泡硅胶与网纱结合的截面图;
[0044]
图7为本发明优选实施例的发泡硅胶义乳制备过程中网纱修剪后的主视图;
[0045]
图8为本发明优选实施例的发泡硅胶义乳制备过程中冲孔后得到的义乳本体的主视图;
[0046]
图9为本发明优选实施例的发泡硅胶义乳制备过程中冲孔后得到的义乳本体的截面图;
[0047]
图10为本发明优选实施例的发泡硅胶义乳制备过程中凸面面料定型的示意图;
[0048]
图11为本发明优选实施例的发泡硅胶义乳制备过程中凹面面料定型的示意图;
[0049]
其中:网纱-1,延伸部-11,三明治布料-2,凸面面料-21,凹面面料-22,义乳本体-3,贯穿孔-31,上模具-41,下模具-42,硅胶液-5,夹具-6,第一定型模具-71,第二定型模具-72,发泡硅胶义乳-8,缝制边缘包边-9。
具体实施方式
[0050]
为了使本技术领域的人员更好地理解本发明的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
[0051]
实施例1发泡硅胶义乳
[0052]
参见附图1-11,本实施例的发泡硅胶义乳8,包括义乳本体3以及包覆在义乳本体3外侧的三明治布料2,义乳本体3的材质为发泡硅胶,义乳本体3的表面上设置有由网纱1所形成的支撑层。义乳本体3上开设有贯穿其厚度方向上的贯穿孔31,贯穿孔31的直径为2~3mm,进一步减轻义乳的重量和增加透气性,减轻患者的负重,使得穿戴不闷热。
[0053]
三明治布料2是一种具有特殊立体网孔组织结构的布料,透气性极好,厚度范围为
2~3mm,通过缝制,包覆在整个义乳本体3的外面,患者穿戴时,皮肤和义乳中间隔着一层透气三明治布料2,使得热量及时导出,整个胸部不会像穿戴海绵文胸那样闷热。
[0054]
义乳本体3包括凸面和凹面,其中凹面为靠近人体的一侧,凸面为远离人体的一侧,凸面的弧度大于凹面的弧度。如图7-8所示,本实施例中的网纱1贴合在凹面上且具有向外延伸的延伸部11,延伸部11主要用于与面料进行固定连接,以防止使用时义乳本体3发生偏移,造成使用不适。延伸部11可以选择围绕发泡硅胶整整一圈,或者选定几个特定的部位,如弧形过渡的地方。在本实施例中,延伸部11为保留三个部分的网纱1,三个部位的网纱1刚好位于发泡硅胶的边缘弧形过渡的地方,且形成一个(等腰)三角形,三角形更加稳固且受力分散,更好的起到固定的作用。
[0055]
本实施例中选用的网纱1的孔径为0.5mm~1mm,且孔型为正六边形。孔径过大,抗撕裂强度不好,孔径过小,克重会有所上升,造成义乳的整体重量上升。孔径选择为正六边形,主要有以下的优势:a.正六边形相对节省材料、空间利用率可以最大化,进而减少材料的克重,使得制备的产品更轻,本实施例中网纱1的克重30~50g/m2,材质是涤纶;b.正六边形与发泡硅胶之间的接触范围更大,使得网纱1与发泡硅胶之间的结合更加紧密,只要固定了网纱1,就固定了义乳本体3,不会由于长时间使用后,网纱1与发泡硅胶之间产生分层而失效;c.很多个正六边形的结构结合在一起后,受力均匀分散,强度更高。所以采用正六边形孔的网纱1,可以在保证结构强度的前提下节省材料并保证网纱1与发泡硅胶之间的连接。
[0056]
为了更好的起到支撑效果和防撕裂效果,本实施例中选用网纱1经向的撕裂强度为80~90n,纬向的撕裂强度为60~70n。网纱1的作用一方面是提高义乳的抗撕裂性能,另一方面是为了与面料一起缝制后用于固定义乳本体3在面料内的位置,所以需要选择撕裂强度在一定范围内的材料。若撕裂强度太低,一方面义乳的整体抗撕裂性能差,另一方面网纱1与面料一起缝制后,也有可能造成网纱1与缝制线脱离而无法达到上述目的。
[0057]
本实施例中的义乳本体3的密度为0.1~0.15g/cm3,义乳本体3的硬度为20度。硬度为采用lx-f型海绵硬度计测量得到。义乳本体3采用发泡硅胶形成,其内部具有很多微小的气孔,不仅透气性好,且克重低,穿戴舒适感好,手感好,支撑性好。如同样大小的3号硅凝胶义乳和本实施例中的发泡硅胶义乳,传统硅凝胶义乳为245g,而本实施例中的义乳本体仅为30g,缝制三明治布料后的发泡硅胶义乳也仅为36g。
[0058]
本实施例中采用化学发泡硅胶制备得到的义乳本体3,具有很好的支撑性和良好的手感,不需要像传统的硅凝胶义乳需要包覆不透气的tpu薄膜,且发泡硅胶本身具有微小的气孔,极大地增加了该发泡硅胶义乳的透气性,减轻了重量,为普通硅凝胶义乳的五分之一到十分之一,减轻了穿戴者的负重感,提高了穿戴的舒适性。通过在义乳本体3内设置支撑层,增加了整体的抗撕裂性,延长使用寿命。选用的三明治布料2也具有很好的透气性,与义乳本体3配合,穿戴体验好。
[0059]
实施例2发泡硅胶义乳的制备方法
[0060]
如图1-11所示,本实施例提供了实施例1中的发泡硅胶义乳8的制备方法,具体包括如下步骤:
[0061]
1)制备义乳本体:
[0062]
a.将化学发泡硅胶的a、b组分预热至25~30℃后,按质量比1:1进行混合得到硅胶
液5,搅拌15~20s后倒入特定的模具中,模具事先控温至25~30℃。
[0063]
模具包括下模具42和上模具41。其中,下模具42为凹模,具有腔体,上模具41为凸模,具有凸起,上模具41与下模具42合模结合后形成用于成型的模腔。
[0064]
化学发泡硅胶液可以选用现有市售的产品或采用如下重量份数的配方:
[0065][0066]
通过选用环保的化学发泡硅胶发泡成型义乳本体3,其本身具有很好的支撑性和良好的手感,不需要像传统的硅凝胶义乳包覆不透气的tpu薄膜,加之可以密集冲孔和发泡硅胶本身的微小气孔,极大地增加了该发泡硅胶义乳8的透气性,减轻了重量。且使用的发泡胶体反应放出的是氢气,无残留,安全环保,且永不黄变,大大提高了使用寿命。
[0067]
b.在上模具41和下模具42之间铺设网纱1后,将上模具41和下模具42进行合模,使得硅胶液5在模腔中发泡成型。硅胶液5在模腔中反应30min后进行脱模。由于网纱1与上模具41紧密贴合,硅胶液5会部分填充在网纱1的孔内,发泡成型后,网纱1贴合在发泡硅胶靠近上模具41的一侧上。
[0068]
c.对步骤b中发泡后的产品进行修剪和冲孔,主要是修剪网纱1,使网纱1的边缘由发泡硅胶的边缘向外延伸形成延伸部11,以用于后续与面料进行缝合,保证使用时,义乳本体3不会发生偏移。冲孔用于在义乳本体3上冲出贯穿孔31,以更好地透气。
[0069]
网纱1的边缘可以由义乳本体3向外延伸3mm形成延伸部11以利于缝制,延伸部11可以选择围绕发泡硅胶整整一圈,或者选定几个特定的部位,如弧形过渡的地方,且延伸部的宽度与后续的缝纫线条的宽度匹配,防止缝纫时造成阻挡。本实施例中,延伸部11为保留三个部分的网纱1,三个部位的网纱1刚好位于发泡硅胶的边缘弧形过渡的地方,且形成一个(等腰)三角形,三角形更加稳固且受力分散,更好的起到固定的作用。
[0070]
2)制备面料:
[0071]
本实施例中,义乳本体3的凸面和凹面的弧度是不相同的。凸面的弧度大于凹面的弧度,为了更好地保证义乳本体3与面料之间的贴合,需要对与凸面凹面贴合的面料分别进行定型以形成不同的弧度,形成义乳本体3凸面匹配的凸面面料21和义乳本体3凹面相匹配的凹面面料22。
[0072]
具体的,首先制作与义乳本体3的凸面弧度一致的第一定型模具71和凹面弧度一致的第二定型模具72,接着将面料裁切成合适的大小并用夹具6铺平固定住,同时将第一定型模具71和第二定型模具72加热到设定的温度(180~190℃)。面料固定不动,移动定型模具将面料上顶,使面料与定型模具完全贴合并保持2~3min,之后移开模具,面料形成与义乳本体3凸面匹配的凸面面料21和义乳本体3凹面相匹配的凹面面料22。如图10-11所示,定型模具两侧的竖直向上的箭头为定型模具的移动方向。
[0073]
3)制备发泡硅胶义乳:
[0074]
将步骤1)中制备得到的义乳本体3和步骤2)中制备得到的面料进行一体缝制,且边缘进行包边处理得到缝制边缘包边9,得到发泡硅胶义乳8。缝制时,按照凹面面料22、义乳本体3和凸面面料21的次序叠加后进行缝制。
[0075]
通过选用环保的化学发泡硅胶发泡成型义乳本体,其本身具有很好的支撑性和良好的手感,不需要像传统的硅凝胶义乳包覆不透气的tpu薄膜,加之可以密集冲孔和本身的微小气孔,极大地增加了该发泡硅胶义乳的透气性,减轻了重量。该发明使用的发泡胶体反应放出的是氢气,无残留,安全环保,且永不黄变,大大提高了使用寿命。化学发泡硅胶通过模具发泡成所需形态,然后通过一体缝制,和透气的三明治布料结合在一起,不需要tpu薄膜包覆,达到轻盈透气效果,一般重量为普通硅凝胶义乳的五分之一到十分之一。
[0076]
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1