导丝的制作方法
导丝
1.本技术是申请日为2017年10月12日、申请号为201780095916.1、发明名称为“导丝”的分案申请。
技术领域
2.本发明涉及一种导丝。
背景技术:
3.例如,在治疗因钙化进展而产生的血管内闭塞部位(例如,慢性完全闭塞:cto)等时,需要在球囊导管等治疗器具之前,先行插入用于引导这些器具的导丝。
4.作为这种要插入到血管等中的导丝,为了使前端能够根据上述管内的形状柔软地弯曲,提出了一种将作为轴的芯轴的前端部阶段性地缩径的导丝(例如,参见专利文献1)。
5.根据该技术,通过将前端部阶段性地缩径而设置一个以上的拐点,进而通过该拐点的远位侧弯曲能够形成环。
6.现有技术文献
7.专利文献
8.专利文献1:国际公开第2015/080948号
技术实现要素:
9.发明要解决的课题
10.但是,在将上述那样的常规导丝用于血管内产生的狭窄部或闭塞部等病变部位时,由于推进狭窄部等时的较大的阻力,有时会对上述拐点施加过大的力。因此,若芯轴在上述拐点处断裂,因该断裂产生的锐利边缘会引起血管的穿孔或解离,构成环的弯曲超过上述拐点而位移到后端方向的锥形部或大径部,有可能在刚度高的部位引起无法再使用的塑性变形。
11.本发明是鉴于上述情况而完成的,其目的在于提供一种导丝,该导丝能够防止芯轴以锥形部为起点断裂,并且能够抑制上述芯轴的弯曲超过锥形部而向后端方向位移。
12.解决手段
13.本发明涉及:
14.(1)一种导丝,其特征在于,包括:
15.芯轴,所述芯轴的前端部朝向前端方向阶段性地缩径;
16.线圈体,所述线圈体以覆盖缩径的所述前端部的外周的至少一部分的方式卷绕而成;以及
17.前端固定部,所述芯轴的前端和所述线圈体的前端在前端固定部相互固定,
18.其中,所述芯轴的前端部具有:与所述前端固定部连续的小径部、与所述小径部相比位于更后端方向且具有大于所述小径部的外径的大径部、与所述小径部和所述大径部连续且从所述小径部向所述大径部逐渐扩径的锥形部,
19.所述芯轴与所述线圈体,在除了所述锥形部以外的所述芯轴的部位处固定,
20.所述大径部的弯曲刚度fr1、所述小径部的弯曲刚度fr2、以及所述锥形部在所述芯轴的轴向上的长度l,满足下述式(1)和(2),
21.(fr1/fr2)/l≥10
…
(1)
22.1≤l≤3
…
(2)
23.所述式(1)和(2)中,l的单元为mm。
24.(2)根据所述(1)所述的导丝,所述小径部在所述芯轴的轴向上的长度为3mm以上15mm以下,
25.(3)根据所述(1)或(2)所述的导丝,与所述芯轴的轴向正交的所述小径部的截面形状为扁平形状,以及,
26.(4)根据所述(1)至(3)中任一项描述的导丝,所述导丝包括以覆盖所述芯轴的方式配置在所述线圈体的内侧的多股内侧线圈体,
27.所述芯轴与所述内侧线圈体,在除了所述锥形部以外且比所述锥形部更靠近后端方向的所述芯轴上的部位处,以及所述前端固定部被固定。
28.另,在本说明书中,“前端方向”是指在沿着导丝轴向的方向中、前端固定部相对于芯轴的大径部所处的方向。“后端方向”是指在沿着导丝轴向的方向中、与前端方向相反一侧的方向。
29.发明效果
30.本发明提供一种导丝,该导丝能够防止芯轴以锥形部为起点断裂,并且能够抑制所述芯轴的弯曲超过锥形部而向后端方向位移。
附图说明
31.图1是示出本发明第一实施方式的概略剖面图。
32.图2a是示出图1的变形例的概略剖视图。
33.图2b是沿图2a中iib-iib线截取的概略剖视图。
34.图3是示出本发明第二实施方式的概略剖面图。
35.图4a是示出导丝的弯曲状态的概略图,也是表示弯曲位移抑制性良好的导丝的概略图。
36.图4b是示出导丝的弯曲状态的概略图,也是表示弯曲位移抑制性不良的导丝的概略图。
37.图5是示出表1的评估结果的曲线图。
具体实施方式
38.本发明涉及一种导丝,其特征在于,包括:芯轴,其前端部朝向前端方向阶段性地缩径;线圈体,其卷绕成覆盖缩径的所述前端部的外周的至少一部分;前端固定部,所述芯轴的前端和所述线圈体的前端在该前端固定部处相互固定连接,其中,所述芯轴的前端部具有:与所述前端固定部连续的小径部、与该小径部相比位于更后端方向且具有大于所述小径部的外径的大径部、与所述小径部和所述大径部连续且从所述小径部向所述大径部逐渐扩径的锥形部,所述芯轴与所述线圈体在所述芯轴的除了所述锥形部以外的部位处固
定,所述大径部的弯曲刚度fr1、所述小径部的弯曲刚度fr2以及所述锥形部在所述芯轴的轴向上的长度l,满足下述式(1)和(2),
39.(fr1/fr2)/l≥10
…
(1)
40.1≤l≤3
…
(2)
41.上述公式(1)和(2)中,l的单元为mm。
42.以下,将参考附图说明本发明的第一和第二实施方式,但本发明并不局限于这些附图所描述的实施方式。
43.[第一实施方式]
[0044]
图1是示出本发明第一实施方式的概略剖面图。该导丝10,如图1所示,大致由芯轴100、线圈体200和前端固定部401构成。
[0045]
芯轴100的前端部p1朝向前端方向阶段性地缩径,该芯轴100的前端部p1具有与后述的前端固定部401连续的小径部110、与小径部110相比位于更后端方向且具有比小径部110大的外径的大径部120、以及与小径部110和大径部120连续且从小径部110向大径部120逐渐扩径的锥形部130。具体地说,芯轴100中,例如在芯轴100呈直线延伸的状态下,小径部110和大径部120与芯轴100的轴向正交的截面形状(横截面的形状)分别是在轴向上直径恒定的圆形,锥形部130是圆锥台状。此外,芯轴100还包括:前端与大径部120的后端连续的圆锥台状的连接部140,以及前端与连接部140的后端接续的芯轴主体150。
[0046]
此外,上述小径部的截面形状可以是扁平形状(例如,参见图2a和图2b所示的芯轴101的小径部111)。由此,可以将芯轴101前端部p11的弯曲在与容易变形的小径部111的扁平面垂直的方向上引导,从而可以可靠地控制手术过程中的导丝11。
[0047]
芯轴100的全长通常为1,800~3,000mm,优选为1,900~2,500mm。芯轴100的前端部的轴向长度,通常为200~1,000mm,优选为300~850mm。芯轴主体150的外径,通常为0.25~0.5mm,大径部120的外径通常为芯轴主体150的1/5~2/5。另外,小径部110的外径,做如下所示的选择。
[0048]
在此,大径部120和小径部110的外径、以及锥形部130的长度,需选择使大径部的弯曲刚度fr1、小径部的弯曲刚度fr2、以及锥形部在芯轴的轴向长度l满足下述公式(1)和(2)者。这里,下述式(1)和(2)中,l的单元为mm。
[0049]
(fr1/fr2)/l≥10
…
(1)
[0050]
1≤l≤3
…
(2)
[0051]
其中,在芯轴100均匀形成的情况下,例如可以运用胡克定律,将上述式(1)中的大径部120和小径部110的弯曲刚度之比(fr1/fr2)计算为外径的四次方的比。
[0052]
此外,小径部110在芯轴100的轴向上的长度优选为3mm以上且15mm以下。通过将小径部110的长度设定为3mm以上,能够容许小径部110充分弯曲,而通过设定为15mm以下,能够防止因小径部110的过度弯曲而导致的破损。
[0053]
在本实施方式中,示例的是:全长为1,900mm、前端部p1的轴向长度为100mm(小径部110的轴向长度为10mm、锥形部130的轴向长度为1mm、大径部120的轴向长度为60mm)、芯轴主体150的外径为0.35mm、大径部120的外径为0.10mm、小径部110的外径为0.04mm。
[0054]
作为构成芯轴100的材料没有特别限制,只要能在确保小径部110的柔软性的同时、具有抗血栓性和生物相容性即可,例如,可以采用sus304之类的不锈钢、ni-ti合金之类
的超弹性合金等材料。
[0055]
线圈体200是以覆盖缩径的前端部p1的外周的至少一部分的方式卷绕而成的,例如,由使用1根单线以相邻的线材彼此接触的方式卷绕成螺旋状的单股线圈构成。
[0056]
此外,只要该线圈体200与上述芯轴100在芯轴100的、除锥形部130以外的部位处固定连接,其他没有特别限定,但从提高前端部p1的弯曲性的角度出发,优选在芯轴100的、除小径部110和锥形部130以外的部位处固定连接,更优选在芯轴100的、除小径部110、大径部120和锥形部130以外的部位处固定。具体来说,如图1所示,线圈体200与芯轴100是在,例如,线圈体200的前端与芯轴100的前端(参照前端固定部401),以及线圈体200的后端与芯轴100的连接部140(参照钎焊部210)这两个部位处钎焊。
[0057]
另外,作为用于钎焊线圈体200的钎焊材料,可举例出sn-pb合金、pb-ag合金、sn-ag合金、au-sn合金等金属焊料。
[0058]
构成线圈体200的线材,其直径通常为0.01~0.10mm,优选为0.01~0.08mm。在本实施方式中,示例了直径为0.06mm的线圈体200。
[0059]
作为构成线圈体200的线材没有特别限制,只要能在确保小径部110的柔软性的同时、具有抗血栓性和生物相容性即可,例如,可以采用sus316之类的不锈钢;ni-ti合金之类的超弹性合金;铂、钨等不透射线性金属等材料。
[0060]
前端固定部401,是芯轴100的前端和线圈体200的前端相互固定的部位。具体地说,该前端固定部401,例如,如上所述地将芯轴100的前端与线圈体200的前端进行钎焊,并且为了使导丝10在血管内前进时不损伤血管的内壁,通过上述钎焊材料成形为前端方向平滑地弯曲的半球形。
[0061]
接着,对该导丝10的使用方式进行说明。首先,由医生将前端部p1弯曲的导丝10的前端推进到足动脉或冠状动脉的闭塞性狭窄部位。之后,当将导丝10插入狭窄部位时,在狭窄病变部内,导丝10的前端部p1以弯曲的形状为起点,形成j字形,通过狭窄部内部。通过狭窄部位的导丝10借由锥形部130稳定j字形的形状(j形状不会发展成u字形的状态),因此,能够以该稳定的j字形形状通过狭窄部位。通过狭窄部位后,沿着导丝10输送诸如球囊导管或支架的治疗器具,以在上述治疗部位进行各种处置。上述处置完成后,使该导丝10在上述血管中逆行最终从身体中拔出,结束一系列的操作。
[0062]
如上所述,由于该导丝10具有上述构造,能够防止芯轴100以锥形部130为起点断裂,并且能够抑制芯轴100的弯曲超过锥形部130而向后端方向位移,其结果是,通过导丝10的平稳操作,可快速且可靠地进行手术。推测这可能是:芯轴100与线圈体200在锥形部130处未固定、弯曲时向锥形部130的应力集中受到抑制,与因轴向上的弯曲刚度适当的改变(参照式(1)和(2))导致的前端部p1的弯曲控制性这两点共同作用的效果。
[0063]
如此,该导丝10,由于具有上述效果,例如,适于用作血管内治疗所使用的医用导丝。
[0064]
[第二实施方式]
[0065]
图3是示出本发明第二实施方式的概略剖面图。该导丝20,如图3所示,大致由芯轴100、线圈体200、内侧线圈体300和前端固定部402构成。该导丝20与第一实施方式的不同之处在于,其具有内侧线圈体300和前端固定部402。此外,由于芯轴100、线圈体200以及其他构成与上述第一实施方式的构成相同,因此同一部分赋予相同的符号,且省略其详细说明。
[0066]
内侧线圈体300是以覆盖芯轴100的方式配置在线圈体200内侧的多股线圈体,例如,由使用中空绞线(预先将多根线材相互绞合在一起的一束线)以相邻的线材彼此接触的方式卷绕而成的多股线圈体来构成,并且以内周靠近大径部120的外周的方式配置。
[0067]
此外,只要该内侧线圈体300和芯轴100在除了锥形部130以外且比锥形部130更靠近后端方向的芯轴100上的部位处、以及前端固定部402处被固定,则没有特别限定,优选在芯轴100上的比大径部120更靠近后端方向的部位处、以及前端固定部402处被固定。具体来说,如图3所示,内侧线圈体300和芯轴100是在,例如,在线圈体300的前端与芯轴100和线圈体200的前端(参照前端固定部402),以及内侧线圈体300的后端与芯轴100的连接部140(参见钎焊部310)这两个部位处被钎焊。
[0068]
另外,作为用于对内侧线圈体300进行钎焊的钎焊材料,例如,可以使用与第一实施方式中用于对线圈体200进行钎焊的钎焊材料相同的材料。
[0069]
构成内侧线圈体300的线材的直径通常为0.01~0.05mm,优选为0.01~0.04mm。在本实施方式中,示例了直径为0.030mm的内侧线圈体300。
[0070]
作为构成内侧线圈体300的线材,例如,可以使用与第一实施方式中所述线圈体200的线材材料相同的材料。
[0071]
前端固定部402是,芯轴100的前端、线圈体200的前端和内侧线圈体300相互固定的部位。具体地说,该前端固定部402,例如,如上所述地将芯轴100的前端、线圈体200的前端和内侧线圈体300钎焊,并通过钎焊材料成形为前端方向平滑地弯曲的半球形。
[0072]
另外,该导丝20的使用方式与上述第一实施方式相同,因此援引第一实施方式的说明。
[0073]
这样,该导丝20中,芯轴100与内侧线圈体300在除了锥形部130以外且比锥形部130更靠近后端方向的芯轴100上的部位处、以及前端固定部402处被固定,因此,即使芯轴100在小径部110或锥形部130处断裂,由于断裂部位与导丝20的其他部位通过内侧线圈体300相连,因而能够防止这些部位的分裂,可以更安全地进行手术。
[0074]
另外,本发明不限于上述实施方式的结构,而是如权利要求范围所示,包括与权利要求范围等同含义和范围内的所有变更。
[0075]
例如,在上述实施方式中,对线圈体200和内侧线圈体300各自的刚度均匀的导丝10、11、20进行了说明,但线圈体和/或内侧线圈体也可以是在芯轴的轴向上、锥形部的后端方向的弯曲刚度比前端方向的弯曲刚度高的导丝。由此,作为导丝整体,可以以锥形部为界使刚度更大地变化,从而提高弯曲位移抑制性。作为上述的线圈体以及内侧线圈体,例如,可以列举出构成的线材直径在锥形部的前后不同的线圈体,以及将构成的线材中的、以锥形部为起点的后端方向的部位的卷线通过焊接或钎焊等方式形成一体化的线圈体等。
[0076]
另外,在上述实施例中,已经示出了使用胡克定律计算弯曲刚度fr1和fr2的导丝10、20,也可以通过实测来计算各弯曲刚度fr1、fr2,或者使用上述以外的方法计算各弯曲刚度。
[0077]
另外,上述第一实施方式中对钎焊固定芯轴100和线圈体200的导丝10进行了说明,第二实施方式中对钎焊固定芯轴100、线圈体200和内侧线圈体300的导丝20进行了说明,但也可以是使用诸如电弧焊或电阻焊等其他已知技术来固定上述部件的导丝。
[0078]
另外,上述第一实施方式中对芯轴100和线圈体200在前端固定部401以及钎焊部
210处固定的导丝10进行了说明,第二实施方式中对芯轴100和内侧线圈体300在前端固定部402以及钎焊部310处固定的导丝20进行了说明,但也可以是上述部件在除了锥形部以外的任意一个或两个以上的部位处固定的导丝。
[0079]
另外,在上述实施方式中,示例了使用单股线圈形成线圈体200、使用多股线圈形成内侧线圈体300的导丝丝10、11、20,但线圈体也可以是多股线圈,内侧线圈体也可以是单股线圈。
[0080]
另外,在上述实施方式中,示例了在芯轴100、101的大径部120与芯轴主体150之间具有连接部140的导丝10、11、20,但也可以是,大径部构成芯轴主体之一部分的导丝(大径部和芯轴主体直径相同且彼此连续的导丝)。
[0081]
[实施例]
[0082]
以下,根据实施例来具体说明本发明,但是本发明不限定于这些实施例。另外,在该实施例中,示出了第一实施方式中所述的具有芯轴、线圈体和前端固定部的导丝的结果。
[0083]
<导丝>
[0084]
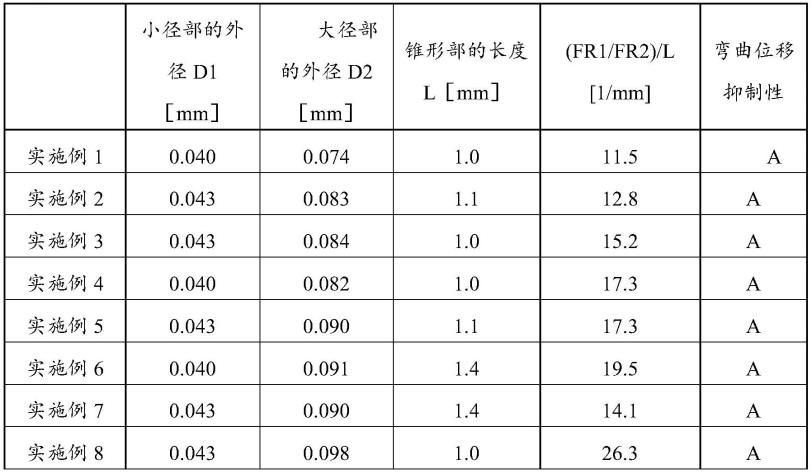
关于待评估的各导丝的规格,小径部的外径d1、大径部的外径d2和锥形部在轴向上的长度l、以及(fr1/fr2)/l的值如表1所示。这里,上述fr1和fr2与上述公式(1)含义相同。此外,其他规格如下。
[0085]
[芯轴]
[0086]
·
材质:sus304
[0087]
·
轴向长度
[0088]
全长:1,900mm
[0089]
前端部:100mm
[0090]
小径部:10mm
[0091]
锥形部:如表1所述
[0092]
大径部:60mm
[0093]
·
直径
[0094]
芯轴主体:0.35mm
[0095]
小径部:如表1所述
[0096]
大径部:如表1所述
[0097]
[线圈体]
[0098]
·
材质:sus304
[0099]
·
直径:0.06mm
[0100]
《评估》
[0101]
使用表1所示的各导丝,根据下述方法评价弯曲位移抑制性。其结果如表1及图5所示。此外,在表1中,弯曲刚度比(fr1/fr2)使用根据胡克定律获得的弯曲刚度来计算。
[0102]
[弯曲位移抑制性]
[0103]
事先准备:以距芯轴的小径部的前端1mm的部位为起点(弯曲部)且使其前端方向的部位弯曲成u字状的导丝,以及填充有硬度3,000~4,000gf/cm2的凝胶作为模拟病变的透明的丙烯酸管。
[0104]
接着,使用这些导丝和丙烯酸管,将各导丝缓慢插入上述丙烯酸管内,以使导丝不
变形,并使其暂时停止在初始位置。
[0105]
接着,从上述初始位置以1cm/秒的速度推进导丝,且从上述的初始位置推进10cm之后视觉观察弯曲部在推进位置处的位移。
[0106]
此时,当未觉察到弯曲部朝着导丝的后端方向位移时(例如,参见图4a),弯曲位移抑制性评估为良好“a”,当该位移可被觉察时(例如,参见图4b),弯曲位移抑制性评估为不良“b”。
[0107]
[表1]
[0108]
[0109]
[0110][0111]
从表1和图5的结果可以看出,实施例中的弯曲位移抑制性全部均为良好“a”。与此相对,比较例均为不良“b”。
[0112]
附图标记说明
[0113]
10、11、20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
导丝
[0114]
100、101
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
芯轴
[0115]
110、111
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
小径部
[0116]
120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
大径部
[0117]
130、131
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
锥形部
[0118]
200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
线圈体
[0119]
300
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
内侧线圈体
[0120]
401、402
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
前端固定部
[0121]
p1、p11、p2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
前端部
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1