一种医用高分子夹板的生产工艺的制作方法
1.本发明涉及高分子夹板生产技术领域,具体为一种医用高分子夹板的生产工艺。
背景技术:
2.目前的传统的生产夹板工艺是:先把多层三防拒水棉毡和拒水无纺布叠放好后,再用锁边机锁好一个侧边,然后从另一个侧边掀开拒水无纺布,把多层复合聚氨酯纤维整齐的叠放进中间的夹层,然后重新放回拒水无纺布,再经过一道锁边机工序把剩余的侧边锁好,最后再经过剪切成段。至此,完成了整个医用高分子夹板的制造工艺流程。
3.在上述的工艺流程中,手动操作较多,需要叠放、对齐等操作,会耽误整个生产进度,生产效率低。
技术实现要素:
4.本发明的目的在于提供一种医用高分子夹板的生产工艺,以解决上述背景技术中提出的高分子夹板生产效率低的问题。
5.为了解决上述技术问题,本发明提供如下技术方案:
6.一种医用高分子夹板的生产工艺,包括以下步骤:
7.步骤一:卷布,将双层棉脂布卷成卷筒,多层玻纤布卷成卷筒;
8.步骤二:装布,将卷好的棉脂布卷和玻纤布卷装入干燥室内的机架上;
9.步骤三:干燥,启动干燥室内的除湿机进行加热除湿;
10.步骤四:压模,将所述棉脂布卷和玻纤布卷穿过压膜机,并送入操作室内;
11.步骤五:涂胶,将所述操作室内的所述玻纤布卷送入涂胶机内进行涂胶;
12.步骤六:剪玻纤布,根据夹板长度尺寸,将涂胶后的玻纤布剪裁成单独的布体;
13.步骤七:摆布,将所述双层棉脂布上的内层棉脂布掀起,然后将剪裁后的玻纤布放入所述双层棉脂布中,然后再将所述内层棉脂布盖上;
14.步骤八:剪布,根据夹板长度尺寸,将经过g步骤后的双层棉脂布剪裁成单体;
15.步骤九:封边,将经过h步骤后的双层棉脂布的两边缝好;
16.步骤十:封装,将两边缝好的双层棉脂布放入包装袋中,并将包装袋进行封口。
17.进一步的,所述棉脂布卷中外层棉脂布的厚度为2-4mm,内层棉脂布的厚度为5-8mm。
18.进一步的,所述双层棉脂布卷和玻纤布卷在所述机架上呈上下分布,所述双层棉脂布卷与所述玻纤布卷之间留有间距。
19.进一步的,所述除湿机设定温度为70度。
20.进一步的,所述干燥过程中的干燥时间为12-15小时。
21.进一步的,所述操作室内的湿度小于露点-30度。
22.进一步的,经过步骤五涂胶后的玻纤布的含胶量为39.5-41.5。
23.进一步的,所述步骤五、步骤六、步骤七、步骤八、步骤九和步骤十均在所述操作室
内完成。
24.与现有技术相比,本发明所达到的有益效果是:
25.本发明中只有摆布和剪布的过程需要人工手动操作,其他步骤都在生产轨道上进行自动操作,生产更加高效,降低了人工成本,进而降低了生产成本。
附图说明
26.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
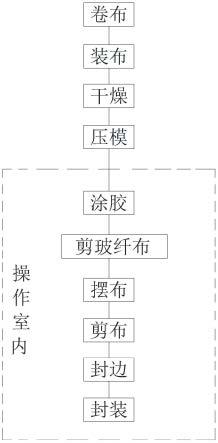
27.图1是本发明的生产流程示意图。
具体实施方式
28.为进一步说明各实施例,本发明提供有附图,这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
29.根据本发明的实施例,提供了一种医用高分子夹板的生产工艺。
30.如图1所示,一种医用高分子夹板的生产工艺,包括以下步骤:
31.步骤一:卷布,将双层棉脂布卷成卷筒,多层玻纤布卷成卷筒;
32.步骤二:装布,将卷好的棉脂布卷和玻纤布卷装入干燥室内的机架上;
33.步骤三:干燥,启动干燥室内的除湿机进行加热除湿;
34.步骤四:压模,将棉脂布卷和玻纤布卷穿过压膜机,并送入操作室内;
35.步骤五:涂胶,将操作室内的玻纤布卷送入涂胶机内进行涂胶;
36.步骤六:剪玻纤布,根据夹板长度尺寸,通过裁片机将涂胶后的玻纤布剪裁成单独的布体;
37.步骤七:摆布,将双层棉脂布上的内层棉脂布掀起,然后将剪裁后的玻纤布放入双层棉脂布中,然后再将内层棉脂布盖上;
38.步骤八:剪布,根据夹板长度尺寸,将经过g步骤后的双层棉脂布剪裁成单体;
39.步骤九:封边,将经过h步骤后的双层棉脂布的两边缝好;
40.步骤十:封装,将两边缝好的双层棉脂布放入包装袋中,并将包装袋进行封口;
41.棉脂布卷中外层棉脂布的厚度为2-4mm,内层棉脂布的厚度为5-8mm;
42.双层棉脂布卷和玻纤布卷在机架上呈上下分布,双层棉脂布卷与玻纤布卷之间留有间距;
43.除湿机设定温度为70度;
44.干燥过程中的干燥时间为12-15小时;
45.操作室内的湿度小于露点-30度;
46.经过步骤五涂胶后的玻纤布的含胶量为39.5-41.5;
47.步骤五、步骤六、步骤七、步骤八、步骤九和步骤十均在操作室内完成;
48.本发明的工作原理:
49.在本发明生产工艺流程中,卷布和装布属于生产前的准备阶段,然后后续干燥、压
模、涂胶、剪玻纤布、封边和封装都是自动化操作,只有在摆布和剪布中需要用到人工,摆布过程中需要人工手动掀起内层棉脂布,然后将玻纤布放入双层棉脂布中再盖上内层棉脂布,然后再按尺寸剪裁,剪裁后的就已经算是半成品夹板了,然后再通过生产轨道进行封边和封装即可;
50.因此本发明中只有摆布和剪布的过程需要人工手动操作,其他步骤都在生产轨道上进行自动操作,生产更加高效,降低了人工成本,进而降低了生产成本。
51.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
52.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种医用高分子夹板的生产工艺,其特征在于:包括以下步骤:步骤一:卷布,将双层棉脂布卷成卷筒,多层玻纤布卷成卷筒;步骤二:装布,将卷好的棉脂布卷和玻纤布卷装入干燥室内的机架上;步骤三:干燥,启动干燥室内的除湿机进行加热除湿;步骤四:压模,将所述棉脂布卷和玻纤布卷穿过压膜机,并送入操作室内;步骤五:涂胶,将所述操作室内的所述玻纤布卷送入涂胶机内进行涂胶;步骤六:剪玻纤布,根据夹板长度尺寸,通过裁片机将涂胶后的玻纤布剪裁成单独的布体;步骤七:摆布,将所述双层棉脂布上的内层棉脂布掀起,然后将剪裁后的玻纤布放入所述双层棉脂布中,然后再将所述内层棉脂布盖上;步骤八:剪布,根据夹板长度尺寸,将经过g步骤后的双层棉脂布剪裁成单体;步骤九:封边,将经过h步骤后的双层棉脂布的两边缝好;步骤十:封装,将两边缝好的双层棉脂布放入包装袋中,并将包装袋进行封口。2.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:所述棉脂布卷中外层棉脂布的厚度为2-4mm,内层棉脂布的厚度为5-8mm。3.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:所述双层棉脂布卷和玻纤布卷在所述机架上呈上下分布,所述双层棉脂布卷与所述玻纤布卷之间留有间距。4.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:所述除湿机设定温度为70度。5.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:所述干燥过程中的干燥时间为12-15小时。6.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:所述操作室内的湿度小于露点-30度。7.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:经过步骤五涂胶后的玻纤布的含胶量为39.5-41.5。8.根据权利要求1所述的一种医用高分子夹板的生产工艺,其特征在于:所述步骤五、步骤六、步骤七、步骤八、步骤九和步骤十均在所述操作室内完成。
技术总结
本发明公开了一种医用高分子夹板的生产工艺,包括以下步骤:卷布、装布、干燥、压模、涂胶、剪玻纤布、摆布、剪布、封边和封装。因此本发明中只有摆布和剪布的过程需要人工手动操作,其他步骤都在生产轨道上进行自动操作,生产更加高效,降低了人工成本,进而降低了生产成本。进而降低了生产成本。进而降低了生产成本。
技术研发人员:李远传
受保护的技术使用者:扬州景怡医疗科技有限公司
技术研发日:2022.03.31
技术公布日:2022/6/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1