智能化材料制作的数据处理方法及A级防火阻燃材料与流程
智能化材料制作的数据处理方法及a级防火阻燃材料
技术领域
1.本发明涉及数据处理技术领域,尤其涉及一种智能化材料制作的数据处理方法及a级防火阻燃材料。
背景技术:
2.外墙保温板是建筑施工当中不可缺少的一种材料,它不仅可以给建筑物带来大方美观的装饰效果,还能起到保温、防火和防水等功效。外墙保温板根据其材料类型可以分为四个等级,它们分别是 a 级(不燃)、b1 级(难燃)、b2 级(可燃)和 b3 级(易燃)。a 级的不燃保温材料包括岩棉、玻璃棉和加气混凝土等无机类材料。b1 级的难燃保温材料主要包括酚醛泡沫板、聚氨酯板、阻燃强化的模塑聚苯板(eps)和挤塑聚苯板(xps)等有机类材料。b2 级的可燃材料和 b3 级的易燃材料则通常为普通模塑聚苯板和挤塑聚苯板等。
3.随着国家建筑外保温系统材料应用防火的相关规定越来严格,对建筑防火的要求也越来越高,民用建筑达到一定高度,必须使用 a 级阻燃材料,或是高度未达到,可以使用 b1 级阻燃材料,但层与层之间必须设置防火隔离带。严禁采用 b2 和 b3 级材料。但长期以来,保温材料市场异常混乱,eps、xps、聚氨酯和酚醛板等有机材料无法达到 a 级阻燃,并且产品造假、人为降低成本偷工减料层出不穷,而真正能够应用的 a 级保温材料只有岩棉。但岩棉自身材料较重且易掉渣,施工过程对施工人员污染较重,产生致癌物质;极易吸水,吸水后保温性能下降很大,且极易从墙体脱落;原料生产高耗能、污染大。
4.但是,当前除了岩棉具有生产效率高的优势外,其他a 级阻燃材料的制作效率较低,无法实现较大规模定制化量产,所以,亟需一种智能化材料制作的数据处理方法,使得材料具有高效自动量产、检测的优势。
技术实现要素:
5.本发明实施例提供一种智能化材料制作的数据处理方法及a级防火阻燃材料,能够对a级防火阻燃材料实现较大规模定制化量产,并且具有高效自动量产、检测的优势。
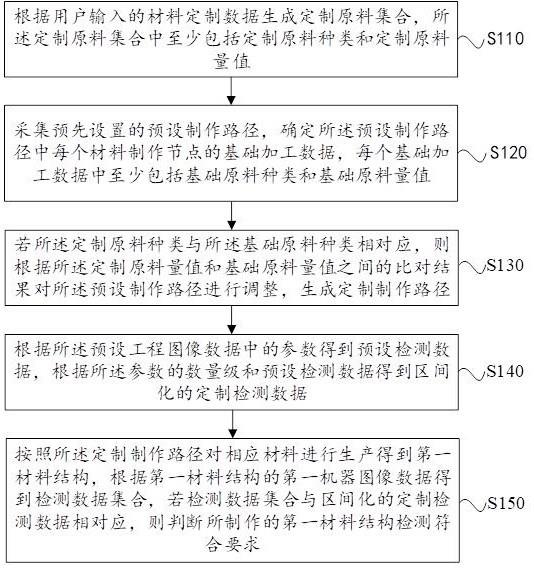
6.本发明实施例的第一方面,提供一种适用于智能化材料制作的数据处理方法,包括:根据用户输入的材料定制数据生成定制原料集合,所述定制原料集合中至少包括定制原料种类和定制原料量值;采集预先设置的预设制作路径,确定所述预设制作路径中每个材料制作节点的基础加工数据,每个基础加工数据中至少包括基础原料种类和基础原料量值;若所述定制原料种类与所述基础原料种类相对应,则根据所述定制原料量值和基础原料量值之间的比对结果对所述预设制作路径进行调整,生成定制制作路径;根据所述预设工程图像数据中的参数得到预设检测数据,根据所述参数的数量级和预设检测数据得到区间化的定制检测数据;按照所述定制制作路径对相应材料进行生产得到第一材料结构,根据第一材料结
构的第一机器图像数据得到检测数据集合,若检测数据集合与区间化的定制检测数据相对应,则判断所制作的第一材料结构检测符合要求。
7.可选地,在第一方面的一种可能实现方式中,在根据用户输入的材料定制数据生成定制原料集合,所述定制原料集合中至少包括定制原料种类和定制原料量值的步骤中,具体包括:获取所述材料定制数据中预设工程图像数据的第一三维尺寸信息,对所述第一三维尺寸信息分区块处理得到若干第二三维尺寸信息,其中每个第二三维尺寸信息具有与其对应的定制长参数、定制宽参数和定制高参数;根据每个第二三维尺寸信息的定制长参数、定制宽参数和定制高参数得到相应区块的子体积信息,根据每个区块的子体积信息确定相对应的总体积信息;获取材料定制数据中的所有定制原料种类及原料比例,根据所述原料比例和总体积信息得到每种定制原料所对应的基准原料量值;通过以下公式计算每种定制原料所对应的基准原料量值,其中,为第个定制原料所对应的基准原料量值,为体积换算值,为第个定制原料所对应的量值权重,为第个区块的定制长参数,为第个区块的定制宽参数,为第个区块的定制高参数,为区块数量的上限值;根据所述基准原料量值得到相对应的基准制作模具和定制原料量值。
8.可选地,在第一方面的一种可能实现方式中,在根据所述基准原料量值得到相对应的基准制作模具和定制原料量值的步骤中,具体包括:根据所述基准原料量值确定相对应的基准尺寸模具,根据所述区块的位置对所述预设基准模具中对应区块的位置进行定位得到第一模具位置;根据所述区块的子体积信息和余量体积信息对第一模具位置进行扩增得到扩增后的第二模具位置;选中预设基准模具中不位于所述第二模具位置处的第三模具位置,将所述第三模具位置填充压实物得到基准制作模具;获取扩增后的第二模具位置得到相对应的定制原料量值。
9.可选地,在第一方面的一种可能实现方式中,在若所述定制原料种类与所述基础原料种类相对应,则根据所述定制原料量值和基础原料量值之间的比对结果对所述预设制作路径进行调整,生成定制制作路径的步骤中,具体包括:获取所述预设制作路径中的预设制作节点,所述预设制作节点中具有与其对应的制作设备和制作属性信息;若所有预设制作节点中的制作属性信息所包括的基础原料种类与定制原料种类相同,则判断定制原料种类与基础原料种类相对应;根据每个预设制作节点所对应的定制原料量值、基础原料量值确定相对应的预设
制作节点的数量值;根据预设制作路径中不同类型的预设制作节点的物料传输关系确定每个预设制作节点的维度信息;根据所对应的预设制作节点的数量值、每个预设制作节点的维度信息对所述预设制作路径调整生成定制制作路径。
10.可选地,在第一方面的一种可能实现方式中,在根据所对应的预设制作节点的数量值、每个预设制作节点的维度信息对所述预设制作路径调整生成定制制作路径的步骤中,具体包括:选中预设制作路径中不为最后一个节点的选中制作节点,将所选中的选中制作节点作为前置制作节点,将接收前置制作节点物料的选中制作节点作为相应的后置制作节点;根据所述预设制作路径依次遍历每一个前置制作节点及其所对应的属性信息,得到与所述前置制作节点所对应的至少一个后置制作节点,直至预设制作路径中最后一个作为后置制作节点的预设制作节点;将所有前置制作节点与相对应的后置制作节点连接生成定制制作路径。
11.可选地,在第一方面的一种可能实现方式中,在根据所述预设工程图像数据中的参数得到预设检测数据,根据所述参数的数量级和预设检测数据得到区间化的定制检测数据的步骤中,具体包括:根据预设工程图像数据中每个区块的定制长参数、定制宽参数和定制高参数得到该区块在不同工程视图中的二维图像信息;提取不同的工程视图中二维图像信息 所对应的定制长参数、定制宽参数和定制高参数中的任意一个或多个;将定制长参数、定制宽参数和定制高参数中最大的值作为基准比例数值,将所述定制长参数、定制宽参数和定制高参数分别与基准比例数值相比得到标准比例集合,所述标准比例集合为预设检测数据;根据所述定制长参数、定制宽参数和定制高参数的数量值和预设偏移系数对标准比例集合进行区间化处理得到标准区间比例集合,将每个区块的所有工程视图的标准区间比例集合作为定制检测数据。
12.可选地,在第一方面的一种可能实现方式中,在根据所述定制长参数、定制宽参数和定制高参数的数量值和预设偏移系数对标准比例集合进行区间化处理得到标准区间比例集合的步骤中,具体包括:通过以下公式计算标准区间比例集合中每个元素的标准比例区间,其中,为标准比例区间的定制长参数的上限值,为预设工程图像数据中定制长参数的实际数值,为长度调整系数值,为标准比例区间的定制长参数的下限
值,为标准比例区间的定制宽参数的上限值,为预设工程图像数据中定制宽参数的实际数值,为宽度调整系数值,为标准比例区间的定制宽参数的下限值,为标准比例区间的定制高参数的上限值,为预设工程图像数据中定制高参数的实际数值,为高度调整系数值,为标准比例区间的定制高参数的下限值。
13.可选地,在第一方面的一种可能实现方式中,在按照所述定制制作路径对相应材料进行生产得到第一材料结构,根据第一材料结构的第一机器图像数据得到检测数据集合,若检测数据集合与区间化的定制检测数据相对应,则判断所制作的第一材料结构检测符合要求的步骤中,具体包括:提取所述第一材料结构在不同机器视图中的第一机器图像数据,根据所述第一机器图像数据获取第一材料结构的不同机器视图,所述机器视图包括长像素点量值、宽像素点量值以及高像素点量值中的任意一个或多个;将长像素点量值、宽像素点量值以及高像素点量值中最多的数量作为基准比例数量,将所述长像素点量值、宽像素点量值以及高像素点量值分别与基准比例数量相比得到像素比例集合,所述像素比例集合即为检测数据集合;若每个机器视图的像素比例集合中的像素比例元素都在所述标准区间比例集合的标准比例区间内,则判断检测数据集合与区间化的定制检测数据相对应。
14.可选地,在第一方面的一种可能实现方式中,在提取所述第一材料结构在不同机器视图中的第一机器图像数据,根据所述第一机器图像数据获取第一材料结构的不同机器视图,所述机器视图包括长像素点量值、宽像素点量值以及高像素点量值中的任意一个或多个的步骤中,具体包括:根据所述第一机器图像数据获取第一材料结构的不同机器视图;获取所述机器视图中第一材料结构的边缘像素点,对所有相邻的边缘像素点进行连接得到机器识别长、机器识别宽以及机器识别高中的任意一个或多个;获取所述机器识别长、机器识别宽以及机器识别高中分别对应的长像素点量值、宽像素点量值以及高像素点量值。
15.可选地,在第一方面的一种可能实现方式中,还包括:若存在任意一个机器视图的像素比例集合中的像素比例元素不在所述标准区间比例集合的标准比例区间内,则对相应的机器视图和相对应的工程视图进行输出标记;对具有数据标记的机器视图和相对应的工程视图进行显示,对用户的行为进行监测得到行为监测数据;若判断用户的行为监测数据为将具有输出标记的机器视图和工程视图作为合格视图,则对所述长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整。
16.可选地,在第一方面的一种可能实现方式中,在若判断用户的行为监测数据为将
具有输出标记的机器视图和工程视图作为合格视图,则对所述长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整的步骤中,具体包括:根据所述长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个确定相对应的增大幅度系数;获取所述长度调整系数值、宽度调整系数值以及高度调整系数值的历史增大调整次数;通过以下公式对长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整,其中,为增大调整后的长度调整系数值,为长度调整常数值,为长度调整系数值的历史增大调整次数,为增大调整后的宽度调整系数值,为宽度调整常数值,为宽度调整系数值的历史增大调整次数,为增大调整后的高度调整系数值,为高度调整常数值,为高度调整系数值的历史增大调整次数。
17.本发明实施例的第二方面,提供一种适用于智能化材料制作的数据处理系统,包括:生成模块,用于根据用户输入的材料定制数据生成定制原料集合,所述定制原料集合中至少包括定制原料种类和定制原料量值;采集模块,用于采集预先设置的预设制作路径,确定所述预设制作路径中每个材料制作节点的基础加工数据,每个基础加工数据中至少包括基础原料种类和基础原料量值;调整模块,用于若所述定制原料种类与所述基础原料种类相对应,则根据所述定制原料量值和基础原料量值之间的比对结果对所述预设制作路径进行调整,生成定制制作路径;区间化模块,用于根据所述预设工程图像数据中的参数得到预设检测数据,根据所述参数的数量级和预设检测数据得到区间化的定制检测数据;
判断模块,用于按照所述定制制作路径对相应材料进行生产得到第一材料结构,根据第一材料结构的第一机器图像数据得到检测数据集合,若检测数据集合与区间化的定制检测数据相对应,则判断所制作的第一材料结构检测符合要求。
18.本发明实施例的第三方面,提供a级防火阻燃材料,通过本发明实施例的第一方面的数据处理方法制作而成,所述a级防火阻燃材料由改性密胺树脂、无机填料、水、发泡剂、固化剂组成;依次经过反应釜进行原料预处理,经双螺杆挤出机混炼挤出处理,经微波设备发泡、固化、干燥处理,经裁剪加工设备裁剪处理。
19.本发明实施例的第四方面,提供一种存储介质,所述存储介质中存储有计算机程序,所述计算机程序被处理器执行时用于实现本发明第一方面及第一方面各种可能设计的所述方法。
20.本发明提供的一种智能化材料制作的数据处理方法及a级防火阻燃材料。能够在用户主动输入相应的材料定制数据后,根据材料定制数据对预设制作路径进行调整,确定相应的定制制作路径,使得在进行不同规格、类型的a级防火阻燃材料的制作过程中,本发明无需人工以效率较低的方式进行生产线、生产路径的划分,实现自动生成相应的定制制作路径的目的。并且,本发明在根据材料定制数据确定相应的定制制作路径后,本发明会根据材料定制数据得到相对应的定制检测数据,使得本发明能够根据所生产材料的规格的不同得到不同要求的检测策略,并基于机器视觉进行快速的检测,提高生产、检测效率。
21.本发明提供的技术方案,在生成定制制作路径的过程中,会根据每个预设制作节点的类型、基础原料量值等信息来确定每种类型的预设制作节点的数量,以及不同的预设制作节点间的连接关系,进而保障本发明能够通过定制制作路径快速的生产当前所需要的定制材料。并且在对非规整定制材料进行定制化处理时,本发明会对预设工程图像数据进行分解得到多个区块,根据多个区块的第二三维尺寸信息确定最终的定制原料量值,使得本发明能够更加准确的得到最终的原料量值,进而得到相对应数量的预设制作节点。
22.本发明提供的技术方案,在得到二维图像信息 后,本发明会得到每个视图中相对应的定制长参数、定制宽参数和定制高参数,并且此时本发明会根据相应的定制长参数、定制宽参数和定制高参数得到相对应的标准比例集合,并且结合预先设置预设偏移系数(允许出现的误差)得到标准区间比例集合,使得本发明会在生成定制材料后,会对三维的定制材料在不同的尺寸视图中的长、宽、高都会配置相应的误差标准,实现对定制材料的尺寸进行精准的检测、校验。本发明中的技术方案,可以通过比例化的方式进行尺寸的检测,在实际的检测过程中,无需测量定制材料的实际尺寸,根据机器视觉既可以得到不同视图中不同的长、宽、高之间的比例信息,并直接将该机器视图中的长、宽、高比例与工程视图中的长、宽、高之间的比例进行比对,进而提高了检测的效率,相较于传统尺寸检测时依据红外线进行检测具有设备使用量少、数据处理效率高的优势。
23.本发明提供的技术方案,会采取主动学习的方式,根据用户的行为监测数据对长度调整系数值、宽度调整系数值以及高度调整系数值进行持续的训练、调整,使得本发明在后续的计算过程中,能够使得所计算的标准比例区间更加符合当前的使用场景,实现模型、计算公式的持续更新。
附图说明
24.图1为适用于智能化材料制作的数据处理方法的第一种实施方式的流程图;图2为适用于智能化材料制作的数据处理方法的第二种实施方式的流程图;图3为区块分隔的示意图;图4为适用于智能化材料制作的数据处理系统的第一种实施方式的结构图。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
27.应当理解,在本发明的各种实施例中,各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
28.应当理解,在本发明中,“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
29.应当理解,在本发明中,“多个”是指两个或两个以上。“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。“包含a、b和c”、“包含a、b、c”是指a、b、c三者都包含,“包含a、b或c”是指包含a、b、c三者之一,“包含a、b和/或c”是指包含a、b、c三者中任1个或任2个或3个。
30.应当理解,在本发明中,“与a对应的b”、“与a相对应的b”、“a与b相对应”或者“b与a相对应”,表示b与a相关联,根据a可以确定b。根据a确定b并不意味着仅仅根据a确定b,还可以根据a和/或其他信息确定b。a与b的匹配,是a与b的相似度大于或等于预设的阈值。
31.取决于语境,如在此所使用的“若”可以被解释成为“在
……
时”或“当
……
时”或“响应于确定”或“响应于检测”。
32.下面以具体地实施例对本发明的技术方案进行详细说明。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
33.本发明提供一种适用于智能化材料制作的数据处理方法,如图1所示其流程图,包括:步骤s110、根据用户输入的材料定制数据生成定制原料集合,所述定制原料集合中至少包括定制原料种类和定制原料量值。本发明会根据用户输入的材料定制数据生成定制原料集合,例如材料定制数据为定制某一种类型的a级防火阻燃材料,此时可以得到相对
应的定制原料集合,例如改性密胺树脂、无机填料以及固化剂等等。不同的材料定制数据会具有不同的定制原料种类和定制原料量值,材料定制数据所对应的材料越多,相对应的定制原料量值就越多。不同种类的材料定制需求会匹配不同的定制原料种类。
34.本发明提供的技术方案,在一个可能的实施方式中,如图2所示,步骤s110具体包括:步骤s1101、获取所述材料定制数据中预设工程图像数据的第一三维尺寸信息,对所述第一三维尺寸信息分区块处理得到若干第二三维尺寸信息,其中每个第二三维尺寸信息具有与其对应的定制长参数、定制宽参数和定制高参数。在实际的生产过程中,工作人员一般会通过上位机、plc的输入模块输入相应的材料定制数据,材料定制数据会具有相应的第一三维尺寸信息,第一三维尺寸信息可以是solidworks、catia、caxa等三维软件的三维工程图,此时的第一三维尺寸信息是一个整体。在进行材料的定制制作过程中,由于材料的用途不一样,所以会需要异形的材料,例如具有凸起的材料、具有凹槽的材料等等。所以本发明在得到第一三维尺寸信息后,会根据对材料形状的不同进行分区块的处理,即将第一三维尺寸信息分区块处理得到若干第二三维尺寸信息。第一三维尺寸信中的区块可以是工作人员在材料定制数据中预先配置的。
35.在分区块的过程中,也可以是机器自动划分的,机器以第一三维尺寸信息中平行的边的数量进行区块的划分,例如存在两个平行的边,则此时将两个平行的边之间所对应的区域作为一个区块。例如存在三个平行的边,则将两两相邻的、平行的边所形成的区域作为一个区块,如图3所示,两个平行的边1和边2所形成的区域即为第1个区块,两个平行的边2和边3所形成的区域即为第2个区块,两个平行的边2和边4所形成的区域即为第3个区块。
36.步骤s1102、根据每个第二三维尺寸信息的定制长参数、定制宽参数和定制高参数得到相应区块的子体积信息,根据每个区块的子体积信息确定相对应的总体积信息。在得到多个区块后,本发明会得到每个区块的第二三维尺寸信息,此时本发明会得到相对应的定制长参数、定制宽参数和定制高参数,并得到相对应的子体积信息。
37.步骤s1103、获取材料定制数据中的所有定制原料种类及原料比例,根据所述原料比例和总体积信息得到每种定制原料所对应的基准原料量值。在实际的材料制作过程中,由于不同的材料需要不同的配方、配比,所以本发明会获取材料定制数据中的所有定制原料种类及原料比例,此时会得到每种定制原料所对应的基准原料量值。例如a级防火阻燃材料由改性密胺树脂、无机填料、水、发泡剂以及固化剂组成,此时的原料比例可以是5:4:3:2:1。即存在5分量的改性密胺树脂即需要相对应的4分量的无机填料。
38.通过以下公式计算每种定制原料所对应的基准原料量值,其中,为第个定制原料所对应的基准原料量值,为体积换算值,为第个定制原料所对应的量值权重,为第个区块的定制长参数,为第个区块的定制宽参数,为第个区块的定制高参数,为区块数量的上限值。本发明会通过得到每个区
块的体积,然后通过得到材料定制数据的总体积,本发明会根据体积换算值将体积换算为相应的原料量值,体积换算值可以根据所制作的材料的不同预先设置。最后通过每个定制原料所对应的量值权重对计算得到的数值进行加权处理,得到最终的基准原料量值,此时的基准原料量值可以看作是制作一个相应的定制材料所需要的物料原料量值。
39.步骤s1104、根据所述基准原料量值得到相对应的基准制作模具和定制原料量值。在计算得到基准原料量值后,本发明会根据该基准原料量值确定相对应的基准制作模具和定制原料量值。基准原料量值越大,则相对应的基准制作模具和定制原料量值就会越大、越多。
40.本发明提供的技术方案,在一个可能的实施方式中,步骤s1104具体包括:根据所述基准原料量值确定相对应的基准尺寸模具,根据所述区块的位置对所述预设基准模具中对应区块的位置进行定位得到第一模具位置。如果所定制的材料的尺寸越大,则相对应的基准尺寸模具就会越大,本发明可以设置多个量值区间,每个量值区间对应一个基准尺寸模具,本发明会确定基准原料量值所处于的量值区间进而得到相对应的基准尺寸模具。在进行异形定制材料的制作时,本发明也会对模具进行相应的制作,即首先在预设基准模具中对应区块的位置进行定位得到第一模具位置,预设基准模具可以是一个具有空腔的长方体,然后对预设基准模具与第一三维尺寸信息进行配准,可以将预设基准模具底部的中心点与定制材料的底部中心点进行重合对应,使得预设基准模具与定制材料相对固定,此时既可以得到各个区块位于基准尺寸模具内的第一模具位置。该第一模具位置即为基准原料量值所对应的位置。
41.根据所述区块的子体积信息和余量体积信息对第一模具位置进行扩增得到扩增后的第二模具位置。本发明会根据区块的子体积信息和余量体积信息对第一模具位置进行扩增得到扩增后的第二模具位置,在实际的加工生产过程中,模具需要具有一定的余量,使得初步制作的定制材料具有更大的尺度,后期可以根据尺度对更大的定制材料进行修剪,进而保障后期制作的良品率。在对第一模具位置进行扩增时,可以是扩增固定的量值,例如1厘米、0.5厘米等等。
42.选中预设基准模具中不位于所述第二模具位置处的第三模具位置,将所述第三模具位置填充压实物得到基准制作模具。本发明会确定预设基准模具中不位于所述第二模具位置处的第三模具位置,该位置即为不需要填充物料的位置,所以此时可以填充相应的填充压实物得到基准制作模具,通过以上的步骤,既可以制作出适宜本发明的技术方案所需要使用的模具。该模具具有制作效率高、节省物料等优点。
43.获取扩增后的第二模具位置得到相对应的定制原料量值。此时本发明会得到扩增后的第二模具位置得到相对应的定制原料量值,即该定制原料量值即为实际生产时所需要的量值。
44.步骤s120、采集预先设置的预设制作路径,确定所述预设制作路径中每个材料制作节点的基础加工数据,每个基础加工数据中至少包括基础原料种类和基础原料量值。在实际的加工生产过程中,一般都是通过生产线的方式进行生产,本发明提供的技术方案,至
少需要5个设备,包括反应釜、双螺杆挤出机、制造设备、微波设备、裁剪设备。在实际的生产过程中,为了提高生产效率,每个工厂根据实际情况设置不同数量的生产线、生产设备,即反应釜、双螺杆挤出机、微波设备、裁剪设备可能是多个。本发明首先会得到预设制作路径,预设制作路径可以看作是所有空闲的生产设备所形成的路径,本发明会得到材料制作节点的基础加工数据,例如存在一个型号的反应釜,其能够处理的基础原料种类包括甲醛、二乙醇胺调节溶液、戊二醛等等,其额定的容量值为多少立方米即为基础原料量值。
45.步骤s130、若所述定制原料种类与所述基础原料种类相对应,则根据所述定制原料量值和基础原料量值之间的比对结果对所述预设制作路径进行调整,生成定制制作路径。如果定制原料种类与所述基础原料种类相对应,则证明该反应釜连接有相应的原料提供设备,在实际的生产过程中,不同的反应釜可能会连接不同的原料设备,一般来说,每一个反应釜内的原料都是相对应固定的。本发明会根据定制原料量值和基础原料量值之间的比对结果对所述预设制作路径进行调整,生成定制制作路径,实现材料的定制化生产。
46.本发明提供的技术方案,在一个可能的实施方式中,步骤s130具体包括:获取所述预设制作路径中的预设制作节点,所述预设制作节点中具有与其对应的制作设备和制作属性信息。预设制作路径中的每个设备都可以看做是一个预设制作节点,此时的制作设备和制作属性信息即可是根据实际的设备、属性相对应,例如反应釜即为制作设备,反应釜的制作属性即为原料的预处理、混合、加工等等。
47.若所有预设制作节点中的制作属性信息所包括的基础原料种类与定制原料种类相同,则判断定制原料种类与基础原料种类相对应。在基础原料种类与定制原料种类相同时,则证明相应的预设制作节点能够参与材料的定制化制作、处理。
48.根据每个预设制作节点所对应的定制原料量值、基础原料量值确定相对应的预设制作节点的数量值。本发明会根据在生产过程中所需要的定制原料量值得到预设制作节点的数量值,例如需要定制原料为100立方米,每个反应釜可以加工、放置20立方米的定制原料,则此时对应反应釜的预设制作节点的数量值即为5。例如一个反应釜可以对2个双螺杆挤出机提供原料,则此时双螺杆挤出机所对应的预设制作节点可以看作是10。
49.根据预设制作路径中不同类型的预设制作节点的物料传输关系确定每个预设制作节点的维度信息。本发明在得到所有的预设制作节点后,会根据物料传输关系确定每个预设制作节点的维度信息,例如对原料处理的反应釜的维度为1,进行物料挤出的双螺杆挤出机的维度为2,接收双螺杆挤出机的物料通过模具进行压实的制造设备的维度为3,对所制作的定制材料进行发泡、固化、干燥处理的微波设备的维度为4,对所制作的定制材料进行裁剪处理的裁剪设备的维度为5。
50.根据所对应的预设制作节点的数量值、每个预设制作节点的维度信息对所述预设制作路径调整生成定制制作路径。此时本发明会根据维度的大小将相邻的预设制作节点进行连接,即反应釜-双螺杆挤出机-制造设备-微波设备-裁剪设备。
51.本发明提供的技术方案,在一个可能的实施方式中,在根据所对应的预设制作节点的数量值、每个预设制作节点的维度信息对所述预设制作路径调整生成定制制作路径的步骤中,具体包括:选中预设制作路径中不为最后一个节点的选中制作节点,将所选中的选中制作节点作为前置制作节点,将接收前置制作节点物料的选中制作节点作为相应的后置制作节
点。本发明会根据预设制作路径中每个预设制作节点的连接关系对预设制作节点进行分类,使得在以每个选中制作节点为主体时,会具有与其相对应的前置制作节点和/或后置制作节点。
52.根据所述预设制作路径依次遍历每一个前置制作节点及其所对应的属性信息,得到与所述前置制作节点所对应的至少一个后置制作节点,直至预设制作路径中最后一个作为后置制作节点的预设制作节点。本发明会依次遍历每一个前置制作节点,进而将每个前置制作节点都与相应的后置制作节点连接。前置制作节点和后置制作节点是相对出现的,当选中的选中制作节点不同时,则所确定的前置制作节点和后置制作节也是不同的,属性1的后置制作节点即为属性2,属性2的前置制作节点即为属性3。
53.将所有前置制作节点与相对应的后置制作节点连接生成定制制作路径。此时的定制制作路径中会具有所有预设制作节点的连接关系。
54.步骤s140、根据所述预设工程图像数据中的参数得到预设检测数据,根据所述参数的数量级和预设检测数据得到区间化的定制检测数据。本发明会根据不同的预设工程图像数据的参数确定与其唯一对应的预设检测数据,并且本发明会对预设检测数据进行区间化处理得到定制检测数据,使得定制检测数据是一个区间化的范围。
55.本发明提供的技术方案,在一个可能的实施方式中,步骤s140具体包括:根据预设工程图像数据中每个区块的定制长参数、定制宽参数和定制高参数得到该区块在不同工程视图中的二维图像信息。参数可能会包括定制长参数、定制宽参数和定制高参数中的任意一个或多个,不同的区块可能会具有不同的参数,相同的区块在不同的视图中会具有不同的参数,例如正视图、俯视图以及侧视图中的参数都是不同的。
56.提取不同的工程视图中二维图像信息 所对应的定制长参数、定制宽参数和定制高参数中的任意一个或多个。本发明会可以依次提取不同的工程视图中的二维图像信息 ,不同的工程视图会具有不同的参数,例如俯视图可能会存在定制长参数和定制宽参数,侧视图可能会存在定制高参数和定制宽参数等等。不同的视图可能会具有不同的种类的参数组合方式。
57.将定制长参数、定制宽参数和定制高参数中最大的值作为基准比例数值,将所述定制长参数、定制宽参数和定制高参数分别与基准比例数值相比得到标准比例集合,所述标准比例集合为预设检测数据。在得到所有的定制长参数、定制宽参数和定制高参数后,本发明会将所有参数中最大的值作为基准比例数值,此时所得到的标准比例集合中的所有元素的数值都是小于等于1的,此时即具有了不同视图中,各个参数之间的比例信息。
58.根据所述定制长参数、定制宽参数和定制高参数的数量值和预设偏移系数对标准比例集合进行区间化处理得到标准区间比例集合,将每个区块的所有工程视图的标准区间比例集合作为定制检测数据。本发明会根据定制长参数、定制宽参数和定制高参数的数量值确定预设偏移系数,可以这样理解,定制长参数、定制宽参数和定制高参数越大,则可能出现的容错率就越高,此时相对应的预设偏移系数就可以越大。根据预设偏移系数对标准比例集合进行区间化处理,如果预设偏移系数越大,则标准区间比例集合中每个元素的区间范围就相对越大。本发明会统计所有区块的工程视图的标准区间,进而得到标准区间比例集合,实现后续进行检测时能够按照区块进行检测。
59.本发明提供的技术方案,在一个可能的实施方式中,在根据所述定制长参数、定制
宽参数和定制高参数的数量值和预设偏移系数对标准比例集合进行区间化处理得到标准区间比例集合的步骤中,具体包括:通过以下公式计算标准区间比例集合中每个元素的标准比例区间,其中,为标准比例区间的定制长参数的上限值,为预设工程图像数据中定制长参数的实际数值,为长度调整系数值,为标准比例区间的定制长参数的下限值,为标准比例区间的定制宽参数的上限值,为预设工程图像数据中定制宽参数的实际数值,为宽度调整系数值,为标准比例区间的定制宽参数的下限值,为标准比例区间的定制高参数的上限值,为预设工程图像数据中定制高参数的实际数值,为高度调整系数值,为标准比例区间的定制高参数的下限值。长度调整系数值、宽度调整系数值以及高度调整系数值可以是预先设置的,本发明在计算每个元素的标准比例区间时,会结合该元素的实际数值越大,如果定制长参数、定制宽参数以及定制高参数越大,则、以及就会越大,相对应的标准比例区间也会越大,进而使得本发明能够根据参数的数量级的不同,确定与其相对应的标准比例区间,使得本发明所确定的区间与定制材料的规格存在一定的关系,进行自动的调整,更加符合当前的制作场景。
60.步骤s150、按照所述定制制作路径对相应材料进行生产得到第一材料结构,根据第一材料结构的第一机器图像数据得到检测数据集合,若检测数据集合与区间化的定制检测数据相对应,则判断所制作的第一材料结构检测符合要求。本发明提供的技术方案,在按照定制制作路径对相应材料进行生产得到第一材料结构后,则证明此时材料已经初步制作完成,此时需要对材料的尺寸、规格进行检测。在进行检测前,本发明会根据图像采集装置、摄像头等设备对第一材料结构的第一机器图像数据进行采集,此时对第一材料结构进行第一机器图像数据的采集时,可以是对第一材料结构的不同视图进行采集,在采集的过程中,可以是通过机械臂对第一材料结构进行不同方向的夹持,得到由一个图像采集装置所采集的不同方向上的机器视图,在对某一个面进行图像采集时,机械臂会控制该面的中心点位于预先设置的采集中心点,使得所有面的中心点都与采集中心点重合,进而保障所采集的所有视图的各个面与图像采集装置的垂直距离都是相等的,进而使得机器视图中各个尺寸都是在同一状态下,可以进行比较的。
61.本发明提供的技术方案,在一个可能的实施方式中,步骤s150具体包括:提取所述第一材料结构在不同机器视图中的第一机器图像数据,根据所述第一机器图像数据获取第一材料结构的不同机器视图,所述机器视图包括长像素点量值、宽像素点量值以及高像素点量值中的任意一个或多个。如上所说,本发明会得到不同视角的机器视图,进而得到最终的第一机器图像数据,每一个机器会对应一个第一机器图像数据,第一机器图像数据可以理解为是通过图像采集装置在不同视角方向上所拍摄的白光照片。此时不同的机器视图会具有不同的、相应的长像素点量值、宽像素点量值以及高像素点量值,如果长度、宽度以及高度越长,则所对应的长像素点量值、宽像素点量值以及高像素点量值越大。
62.将长像素点量值、宽像素点量值以及高像素点量值中最多的数量作为基准比例数量,将所述长像素点量值、宽像素点量值以及高像素点量值分别与基准比例数量相比得到像素比例集合,所述像素比例集合即为检测数据集合。本发明会将像素点量值最多的数量作为基准比例数量,进而得到相对应的像素比例集合,使得像素比例集合中每个元素都是小于等于1的。此时的检测数据集合既可以看作定制材料所监测的各个视图中的各个边的比例。此时的检测数据集合也可以是不同区块的比例。分区块时,可以是工作人员主动对第一机器图像数据进行主动点击、选取划分的。
63.在分区块的过程中,可以是以机器视图中平行的边的数量进行区块的划分,例如机器视图中存在两个平行的边,则此时将两个平行的边之间所对应的区域作为一个区块。例如存在三个平行的边,则将两两相邻的、平行的边所形成的区域作为一个区块,两个平行的边1和边2所形成的区域即为第1个区块,两个平行的边2和边3所形成的区域即为第2个区块,两个平行的边2和边4所形成的区域即为第3个区块。
64.若每个机器视图的像素比例集合中的像素比例元素都在所述标准区间比例集合的标准比例区间内,则判断检测数据集合与区间化的定制检测数据相对应。
65.本发明提供的技术方案,在一个可能的实施方式中,在提取所述第一材料结构在不同机器视图中的第一机器图像数据,根据所述第一机器图像数据获取第一材料结构的不同机器视图,所述机器视图包括长像素点量值、宽像素点量值以及高像素点量值中的任意一个或多个的步骤中,具体包括:根据所述第一机器图像数据获取第一材料结构的不同机器视图。此时不同机器视图是根据视角的不同所得到的。
66.获取所述机器视图中第一材料结构的边缘像素点,对所有相邻的边缘像素点进行连接得到机器识别长、机器识别宽以及机器识别高中的任意一个或多个。本发明会得到所有机器视图中的所有边缘像素点,边缘像素点可以是通过以下方式判断的,例如设置两个像素区间,第一个像素区间内的像素点默认为是第一材料结构,第二个像素区间内的像素点默认为是非第一材料结构,所有与第二个像素区间的像素点相邻的第一个像素区间的像素点既可以看作是边缘像素点,本发明在得到边缘像素点后,会对所有边缘像素点进行连接得到机器识别长、机器识别宽以及机器识别高中的任意一个或多个。每个水平或竖直的线段可以作为机器识别长、机器识别宽以及机器识别高。
67.获取所述机器识别长、机器识别宽以及机器识别高中分别对应的长像素点量值、宽像素点量值以及高像素点量值。本发明会分别得到不同的像素点量值,进而得到机器识
别长、机器识别宽以及机器识别高的长度关系。
68.本发明提供的技术方案,在一个可能的实施方式中,还包括:若存在任意一个机器视图的像素比例集合中的像素比例元素不在所述标准区间比例集合的标准比例区间内,则对相应的机器视图和相对应的工程视图进行输出标记。此时则证明误差可能出现了较大的情况,此时需要对工作人员进行提醒,即相应的定制材料可能不满足规格要求,此时将相应的机器视图和相对应的工程视图进行输出标记,使工作人员查看不符合要求的部分。
69.对具有数据标记的机器视图和相对应的工程视图进行显示,对用户的行为进行监测得到行为监测数据。本发明会对用户的行为进行监测,此时用户的行为可能会有2种,第1种是工作人员认为定制材料确实不满足规格要求,此时即会将该材料作为次品进行处理,其会对上位机输入备注,添加相应的定制材料为次品,此时本发明无需进行主动调整。第2种是工作人员认为定制材料是满足规格要求的,此时即会将该材料作为合格品进行处理,其会对上位机输入备注,添加相应的定制材料为合格品。
70.若判断用户的行为监测数据为将具有输出标记的机器视图和工程视图作为合格视图,则对所述长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整。在用户对定制材料添加备注为合格品后,则此时认为行为监测数据为将具有输出标记的机器视图和工程视图作为合格视图,所以此时可以理解是标准比例区间的设置小了,需要对相应的长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整,使得再次计算时,相对应的视图的像素比例元素会在标准比例区间内。
71.本发明提供的技术方案,在一个可能的实施方式中,在若判断用户的行为监测数据为将具有输出标记的机器视图和工程视图作为合格视图,则对所述长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整的步骤中,具体包括:根据所述长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个确定相对应的增大幅度系数。本发明首先得到相对应的增大幅度系数,例如相对应的视图的像素比例元素未在标准比例区间内的原因是长度不对应,则此时需要对长度调整系数值进行增大调整。同理相对应的视图的像素比例元素未在标准比例区间内的原因是宽度不对应,则此时需要对宽度调整系数值进行增大调整。
72.获取所述长度调整系数值、宽度调整系数值以及高度调整系数值的历史增大调整次数。本发明会分别得到各个系数值历史调整过的次数,如果历史增大调整次越多,则证明其扩大的范围越大,此时需要对其进行限缩性的调整,即历史增大调整次越多,
则调整的幅度越小,该种方式能够避免某个系数值异常偏大,避免后续所制作的定制材料误差较大。
73.通过以下公式对长度调整系数值、宽度调整系数值以及高度调整系数值中的任意一个进行增大调整,其中,为增大调整后的长度调整系数值,为长度调整常数值,为长度调整系数值的历史增大调整次数,为增大调整后的宽度调整系数值,为宽度调整常数值,为宽度调整系数值的历史增大调整次数,为增大调整后的高度调整系数值,为高度调整常数值,为高度调整系数值的历史增大调整次数。通过长度调整常数值、宽度调整常数值以及高度调整常数值可以是根据实际场景由用户、工作人员预先设置的。历史增大调整次数是与调整系数值呈反比的,使得本发明提供的技术方案在进行调整时的调整范围逐渐减小,避免误差越来越大的情况出现。当前的调整系数值是与调整后的系数值是成正比的,本发明会根据先前时刻的调整系数值的量级进行调整,避免调整幅度过大而对先前的调整系数值造成过大的影响,使得所调整的调整系数值不会骤然增大。
74.为了实现本发明提供的一种适用于智能化材料制作的数据处理方法,本发明还提供一种适用于智能化材料制作的数据处理系统,如图4所示,包括:生成模块,用于根据用户输入的材料定制数据生成定制原料集合,所述定制原料集合中至少包括定制原料种类和定制原料量值;采集模块,用于采集预先设置的预设制作路径,确定所述预设制作路径中每个材料制作节点的基础加工数据,每个基础加工数据中至少包括基础原料种类和基础原料量值;调整模块,用于若所述定制原料种类与所述基础原料种类相对应,则根据所述定制原料量值和基础原料量值之间的比对结果对所述预设制作路径进行调整,生成定制制作路径;区间化模块,用于根据所述预设工程图像数据中的参数得到预设检测数据,根据所述参数的数量级和预设检测数据得到区间化的定制检测数据;判断模块,用于按照所述定制制作路径对相应材料进行生产得到第一材料结构,根据第一材料结构的第一机器图像数据得到检测数据集合,若检测数据集合与区间化的定
制检测数据相对应,则判断所制作的第一材料结构检测符合要求。
75.本发明提供的技术方案,还提供一种a级防火阻燃材料,由上述的适用于智能化材料制作的数据处理方法制作而成,所述a级防火阻燃材料由28%-38%的改性密胺树脂、35%-45%无机填料、15%-20%水、1.0%-2.0%发泡剂、2%-3%固化剂组成;依次经过反应釜进行原料预处理,经双螺杆挤出机混炼挤出处理,经微波设备发泡、固化、干燥处理,经裁剪加工设备裁剪处理。
76.通过以下方式可以进行改性密胺树脂合成,在带机械搅拌的常压反应釜中,先加入1质量份的37%甲醛,再加入0.03-0.07质量份的二乙醇胺调节溶液ph值至8-9,随后往反应釜中依次加入2-5质量份戊二醛(pt)、0.05-0.2质量份聚甲醛(pom)、1.2-3.2质量份三聚氰胺、0.1-0.4质量份n-羟甲基丙烯酰胺(nma),混合并加热至80℃,恒温反应至水容忍点。降温至60℃,15min内滴加1.0-1.6质量份丙烯酸羟丙酯(hpa),恒温反应2.0h结束反应;加入0.01-0.04质量份的二乙醇胺调节溶液ph值7-8出料,冷却后备用。
77.本发明提供的技术方案,所制作的板材的板材容重100-140kg/m3,导热系数0.040-0.050w/(m.k);a2级阻燃;抗压强度0.3~0.6mpa,抗折强度0.4~0.7mpa;可以长期工作在摄氏-50℃至180℃的工况条件下,无分解和变形现象、耐热稳定性好,具有广阔的市场前景。
78.发泡料浆制备和预成型:将上述制备好的1质量份的改性密胺树脂与0.03-0.07质量份发泡剂、0.05-0.12质量份固化剂、1.2-2.0质量份无机填料、0.2-0.7质量份脱盐水加入双螺杆挤出机进行混合、输送,经挤出机出口模具挤出成型一定尺寸的料坯。
79.微波发泡固化:将料坯送入微波发泡机中,微波辐射频率为915mhz通过控制实现发泡、固化、干燥。
80.自然熟化:将发泡板材在自然环境中放置1周以上,即可制得产品。
81.本发明提供的技术方案,在一个可能的实施方式中,密胺树脂与无机材料的配比为1~1.4。
82.本发明提供的技术方案,在一个可能的实施方式中,无机填料为硫酸钙、碳酸钙、硫酸镁、氢氧化铝、氢氧化镁的一种或一种以上的组合,粒径范围为0~40μm。
83.本发明提供的技术方案,在一个可能的实施方式中,固化剂为正戊烷,质量占比1.0%-2.0%、固化剂为草酸,质量占比2%-3%;本发明提供的技术方案,在一个可能的实施方式中,微波辐射频率为915mhz,辐射功率为0.5kw/kg~5kw/kg。
84.本发明可以本身就是难燃的b1级的密胺树脂为基材,通过逐步添加无机填料和发泡制剂,制得有机-无机复合的发泡体系。借助可控的微波辐射发泡设备,同步实现体系的发泡、密胺树脂的交联与固化以及板材的干燥和熟化。该材料以密胺树脂为泡孔骨架,有效降低了容重,无机填料作为填充物和空间网络的各节点,赋予了材料较好的阻燃性能。
85.本发明采用适合发泡并与无机填料有较好界面结合力的密胺树脂体系。采用戊二醛(pt)替代部分甲醛,一方面降低了树脂中游离甲醛含量,更加环保,另一方面改善了密胺树脂的韧性。采用聚甲醛(pom),对树脂起到物理增韧的作用。采用n-羟甲基丙烯酰胺(nma)一是对密胺树脂刚性分子骨架进行增韧,二是分子结构上预接不饱和基团,三是部分消耗游离甲醛。采用丙烯酸羟丙酯(hpa)主要参与醚化反应,提高了密胺树脂的储存稳定性,并
引入不饱和基团,以便后续的聚合和固化,提高树脂的发泡性能。
86.密胺树脂与无机材料的最佳配比为1~1.4。一般来说,无机材料的添加量越大,导热系数就越差。本发明从无添加的b1级密胺树脂开始,逐步添加无机材料,直到阻燃级别达到a2级为止,所以无机相的添加量最小,导热系数为体系最低。
87.本发明参考了烷烃类发泡剂、异氰酸酯类发泡剂、偶氮类发泡剂、碳酸氢钠发泡剂和无机强酸类固化剂、氯化铵、有机酸类固化剂对发泡体性能的影响,确定了发泡剂正戊烷在占比1.0%-2.0%、固化剂草酸在占比2%-3%时能够得到综合性能最佳的发泡材料。
88.本发明参考了无机填料(硫酸钙、碳酸钙、硫酸镁、氢氧化铝、氢氧化镁等)粒径对发泡材料性能影响,确定了无机填料的粒径范围为0~40μm。
89.本发明参考了微波辐射频率和辐射功率对板材性能的影响,确定了在微波辐射频率为915mhz,辐射功率为0.5kw/kg~5kw/kg时能获得综合性能较优的发泡材料。
90.板材的制备过程由改性密胺树脂合成、发泡浆料制备和预成型、模具制作、微波发泡固化、裁剪步骤、自然熟化六个步骤组成。具体:(1)改性密胺树脂合成:在带机械搅拌的常压反应釜中,先加入1质量份的37%甲醛,再加入0.03-0.07质量份的二乙醇胺调节溶液ph值至8-9,随后往反应釜中依次加入2-5质量份戊二醛(pt)、0.05-0.2质量份聚甲醛(pom)、1.2-3.2质量份三聚氰胺、0.1-0.4质量份n-羟甲基丙烯酰胺(nma),混合并加热至80℃,恒温反应至水容忍点;降温至60℃,15min内滴加1.0-1.6质量份丙烯酸羟丙酯(hpa),恒温反应2.0h结束反应;加入0.01-0.04质量份的二乙醇胺调节溶液ph值7-8出料,冷却后备用。(2)发泡料浆制备:将上述制备好的1质量份的改性密胺树脂与0.03-0.07质量份发泡剂、0.05-0.12质量份固化剂、1.2-2.0质量份无机填料、0.2-0.7质量份脱盐水加入双螺杆挤出机进行混合、输送,(3)制造设备,经挤出机出口设置的模具挤出成型一定尺寸的料坯。(4)微波发泡固化:将料坯送入微波发泡机中,微波辐射频率为915mhz通过控制实现发泡、固化、干燥。(5)通过裁剪设备对初步设备进行裁剪。(6)自然熟化:将发泡板材在自然环境中放置1周以上。
91.在带机械搅拌(搅拌转速63r/min)的常压反应釜中,先加入1质量份的37%甲醛,再加入0.05质量份的二乙醇胺调节溶液ph值至8-9,随后往反应釜中依次加入3质量份戊二醛(pt)、0.1质量份聚甲醛(pom)、2质量份三聚氰胺、0.2质量份n-羟甲基丙烯酰胺(nma),混合并加热至80℃,恒温反应至水容忍点;降温至60℃,15min内滴加1.2质量份丙烯酸羟丙酯(hpa),恒温反应2.0h结束反应;加入0.02质量份的二乙醇胺调节溶液ph值7-8出料,冷却后备用。取上述树脂1200g,正戊烷60g、草酸76g、1500g碳酸钙、300g脱盐水加入双螺杆挤出机进行混合,经挤出机口模挤出10mm厚的料坯,将上述料坯放入工业微波机中,在微波辐射频率为915mhz,功率为3kw下照射2h,再将发泡板材在自然环境中放置10天侯检测板材容重138kg/m3;导热系数0.048w/(m.k);a2级阻燃;抗压强度0.37mpa,抗折强度0.48mpa。
92.本发明还提供一种存储介质,所述存储介质中存储有计算机程序,所述计算机程序被处理器执行时用于实现上述的各种实施方式提供的方法。
93.其中,存储介质可以是计算机存储介质,也可以是通信介质。通信介质包括便于从一个地方向另一个地方传送计算机程序的任何介质。计算机存储介质可以是通用或专用计算机能够存取的任何可用介质。例如,存储介质耦合至处理器,从而使处理器能够从该存储介质读取信息,且可向该存储介质写入信息。当然,存储介质也可以是处理器的组成部分。
处理器和存储介质可以位于专用集成电路(application specific integrated circuits,简称:asic)中。另外,该asic可以位于用户设备中。当然,处理器和存储介质也可以作为分立组件存在于通信设备中。存储介质可以是只读存储器(rom)、随机存取存储器(ram)、cd-rom、磁带、软盘和光数据存储设备等。
94.本发明还提供一种程序产品,该程序产品包括执行指令,该执行指令存储在存储介质中。设备的至少一个处理器可以从存储介质读取该执行指令,至少一个处理器执行该执行指令使得设备实施上述的各种实施方式提供的方法。
95.在上述终端或者服务器的实施例中,应理解,处理器可以是中央处理单元(英文:central processing unit,简称:cpu),还可以是其他通用处理器、数字信号处理器(英文:digital signal processor,简称:dsp)、专用集成电路(英文:application specific integrated circuit,简称:asic)等。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。结合本发明所公开的方法的步骤可以直接体现为硬件处理器执行完成,或者用处理器中的硬件及软件模块组合执行完成。
96.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1