一种具备核壳结构的金属人工骨植入物及其制备方法
本发明属于增材制造,具体涉及一种具备核壳结构的金属人工骨植入物及其制备方法。
背景技术:
1、当今社会,随着越来越多人面临骨质健康问题,通过植入可降解金属人工骨植入物去治疗严重骨缺损、骨质疾病等不可治愈的严重骨骼创伤问题成为一种优良选择。
2、优质可降解金属人工骨植入物在植入患者体内后将提供足够机械支持以满足患者日常行为运动,在人体新骨的产生与生长过程中将提供支架以供骨细胞及骨组织生长攀附,同时随着新骨的生长,植入物将会逐渐降解,将所承受的机械应力逐渐转移至新骨上。当新生骨生长完全,植入物便完全被降解代谢,骨创伤治疗疗程结束,患者痊愈。
3、制备优质可降解金属人工骨需要注意如下四个方面:
4、1)高度定制化的复杂结。作为人骨的替代品,需要人工骨植入物具备符合患者创伤处的几何结构与尺寸。此外,人工骨植入物还需具备一定的孔隙率(>30%-70%)、孔径(100μm-500μm)以及三位贯通的孔道以满足营养物质的输送、代谢产物的排放以及细胞的生长;
5、2)优良的生物性。当金属人工骨植入物植入体内后,不出现全身或局部毒性反应、不出现凝血、刺激等不良反应,同时又需要具有骨诱导性,使得新生骨能在生物分子信号的诱导下形成;
6、3)充分的机械性能。当金属人工骨植入物植入体内后能够为患者日常行为运动提供足够的机械支持,同时具有合适的弹性模量等机械性能以避免发生应力屏蔽现象而影响周遭原生骨;
7、4)适配的降解速率。当金属人工骨植入物植入体内后,随着骨组织的再生与重建,人工骨植入物逐渐降解并被新生骨代替,最终实现骨缺损的修复。因此,要求人工骨植入物的降解速率与骨组织的再生与重建速率相匹配。同时,植入物的降解产物不得有毒性。
8、当下,为了制备人工骨植入物的主要方式为增材制造,即3d打印。3d打印成型能力强且成型所受约束小,可轻易制造出符合植入要求化形状结构的人工骨植入物。本发明提供一种基于3d打印制备具有核壳结构的可降解金属人工骨植入物的方法,以解决现有人工骨植入物无法对结构孔隙率与降解速率进行协同调控的问题。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种具备核壳结构的金属人工骨植入物及其制备方法。
2、本发明的目的可以通过以下技术方案实现:
3、一种金属人工骨植入物,其特征在于,包括以下原料:铁粉末与羟基磷灰石;
4、其中,金属人工骨植入物的外壳原料包括铁和羟基磷灰石,内核原料包括铁,所述外壳和内核构成核壳结构。
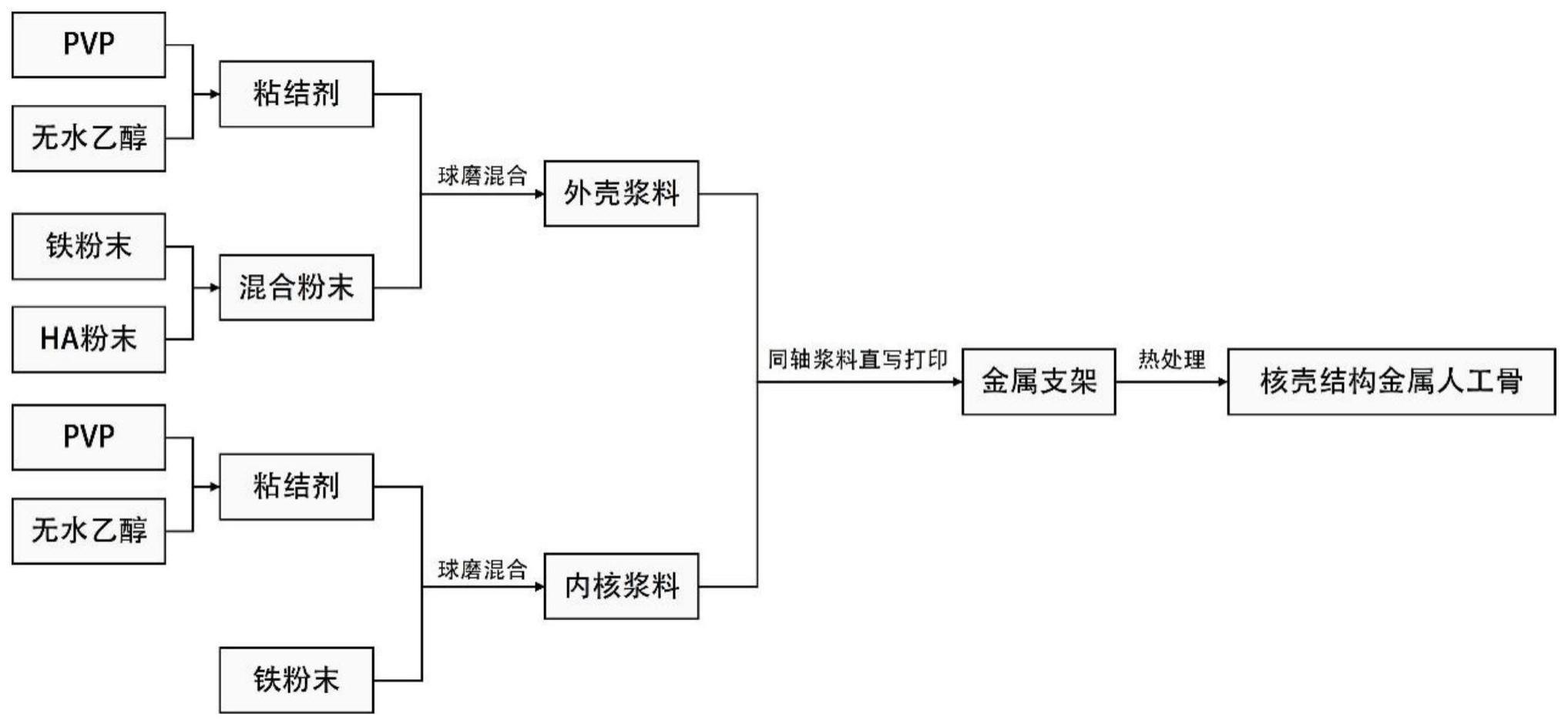
5、一种金属人工骨植入物的制备方法,包括以下步骤:
6、称量溶剂无水乙醇与聚合物聚乙烯吡咯烷酮,将聚合物和溶剂在容器内溶解,制备成浆料粘结剂;
7、将铁粉末与羟基磷灰石粉末分别进行烘干,随后进行研磨,得到粉末;
8、称取铁粉末与羟基磷灰石粉末得到混合粉末,将浆料粘结剂与混合粉末研磨,得到的外壳浆料;
9、将浆料粘结剂与铁粉混合研磨得到了内核浆料,
10、打印浆料,将外壳浆料和内核浆料分别放入打印机构中,打印出的混合浆料丝堆叠形成三维结构,得到金属支架;
11、对金属支架进行热处理。
12、本发明的有益效果:
13、本发明的优点是:混合粉末在金属支架中体积比可达80%,可充分降低在烧结后的收缩程度,使得到的与所设计的尺寸偏差降低到最小;无需使用激光、电子束等方法进行修补,降低了设备及加工成本,更加安全可靠,被加工零件整体同时被烧结成型,不存在局部残余应力;
14、此外核壳结构的设计使得人工骨样件得到性能提升,兼具了生物陶瓷材料、生物金属材料以及普通生物陶瓷-生物金属混合结构材料人工骨样件的优点,并改善二者缺点:
15、(1)内核的铁结构保障了样件整体的机械性能,提高了弹性模量、抗压强度、屈服强度以及韧性等;
16、(2)外壳的铁-羟基磷灰石结构提高了与生物内环境接触后样件外部的生物相容性、生物诱导性等生物性能;
17、(3)内核与外壳的相同铁材料保障了打印线条核与壳不易分层脱节,而保证样件结构有效性;
18、(4)采用以铁为主的金属材料可实现可降解人工骨的制备,随着新骨的生长,人工骨逐渐降解,机械负载逐步传递至新骨上,同时避免取出人工骨的二次手术;
19、(5)羟基磷灰石的添加可加速铁的降解速率,从而使得铁-羟基磷灰石金属人工骨植入物的降解速率能够在不改变结构孔隙的基础上进行调整;
20、(6)外壳的铁-羟基磷灰石结构具有更高的降解速率,内核的铁结构具备相对低的降解速率,当植入体内后,外壳结构率先发生较快速度降解以提供骨生长空间同时内核结构保持第较低降解速率以提供充足机械性能。
技术特征:
1.一种金属人工骨植入物,其特征在于,包括以下原料:铁粉末与羟基磷灰石;
2.根据权利要求1所述的金属人工骨植入物的原料还包括粘结剂。
3.根据权利要求1所述所述外壳原料中铁与羟基磷灰石质量比为37~119:3。
4.一种金属人工骨植入物的制备方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种金属人工骨植入物的制备方法,其特征在于,其中溶剂无水乙醇与聚合物聚乙烯吡咯烷酮的质量比为0.9:1,所述混合粉末中铁粉末与羟基磷灰石质量比为9~39:1,所述外壳浆料中浆料粘结剂与混合粉末质量比为1:6~7,所述内核浆料中浆料粘结剂与铁粉末质量比为1:9~10。
6.根据权利要求4所述的一种金属人工骨植入物的制备方法,其特征在于,所述金属支架进行热处理包括以下步骤:
7.根据权利要求6所述的一种金属人工骨植入物的制备方法,其特征在于,所述抽真空,需达到3pa以下的气压环境,并充入惰性气体至室压状态再进行抽真空,且以上步骤需要重复3次。
8.根据权利要求4所述的一种人工骨植入物的制备方法,其特征在于,烧结完毕后需通入惰性气体再冷却。
9.根据权利要求4所述的一种人工骨植入物的制备方法,其特征在于,将真空烧结炉需先升温到300℃烧结0.5~1h,再将真空烧结炉升温到1120℃烧结2~4h。
10.权利要求4-9任一所述的金属人工骨植入物的制备方法在制备核壳结构的金属人工骨植入物上的应用。
技术总结
本发明公开一种具备核壳结构的金属人工骨植入物及其制备方法,属于增材制造技术领域,通过采用基于浆料直写技术为基础的增材制造技术制备出具备核壳结构的可降解Fe‑HA金属人工骨植入物,该可降解金属人工骨植入物具备优异机械性能同时可进行降解速率与结构孔隙的协同调控并且具备多级降解速率。该方法包括以下步骤:提供由粘结剂、纯铁铁粉、羟基磷灰石粉末按比例配制成的混合浆料,并将其分别置入与外壳针管连接的料筒与内核连接的料筒并固定在三维平台上,在平台的带动下沿着预设路径运动,两种浆料由同轴针管挤出成线条并在平台上形成多层有序的多孔结构;将所述三维多孔结构依次进行预烧、烧结处理,即得到所要Fe‑HA金属人工骨植入物。
技术研发人员:徐超,赵婉婷,张弘业,班名杨,张震铎,张璐,刘庆萍,任露泉
受保护的技术使用者:吉林大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!