一种敷料贴成型设备及工艺的制作方法
本发明涉及敷料贴生产设备,具体为一种敷料贴成型设备及工艺。
背景技术:
1、敷料贴是一种以水溶性高分子材料为基质骨架,富含60%水份的贴剂,通过所含薄荷脑等有效成份与水凝胶物理作用达到冷敷治疗效果,现有通过敷料贴成型设备对敷料贴进行生产,生产过程包括胶粘带、吸水垫、剥离纸、离型纸等卷筒形材料进行自动剥离、粘贴、复合、成型包装、切断,并且可对废料自动回收。
2、目前的敷料贴成型设备在工作时,通过剥离、粘贴、复合、成型包装、切断一系列步骤进行,在进行到切断步骤时,需要通过剪切刀辊将黏胶带上的含药饼部分切断,切断后的黏胶带通过收卷辊收卷,而切出的敷料贴通过传送带运输到指定位置,由于黏胶带存在弹性,随着收卷辊对切断后黏胶带的收卷,黏胶带被拉紧程度逐渐增大,导致剪切刀辊对黏胶带的切断位置出现差异,最后导致黏胶带上切出的敷料贴药饼偏离中心位置,影响敷料贴的生产质量;基于此设计一种敷料贴成型设备及工艺。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的技术问题。
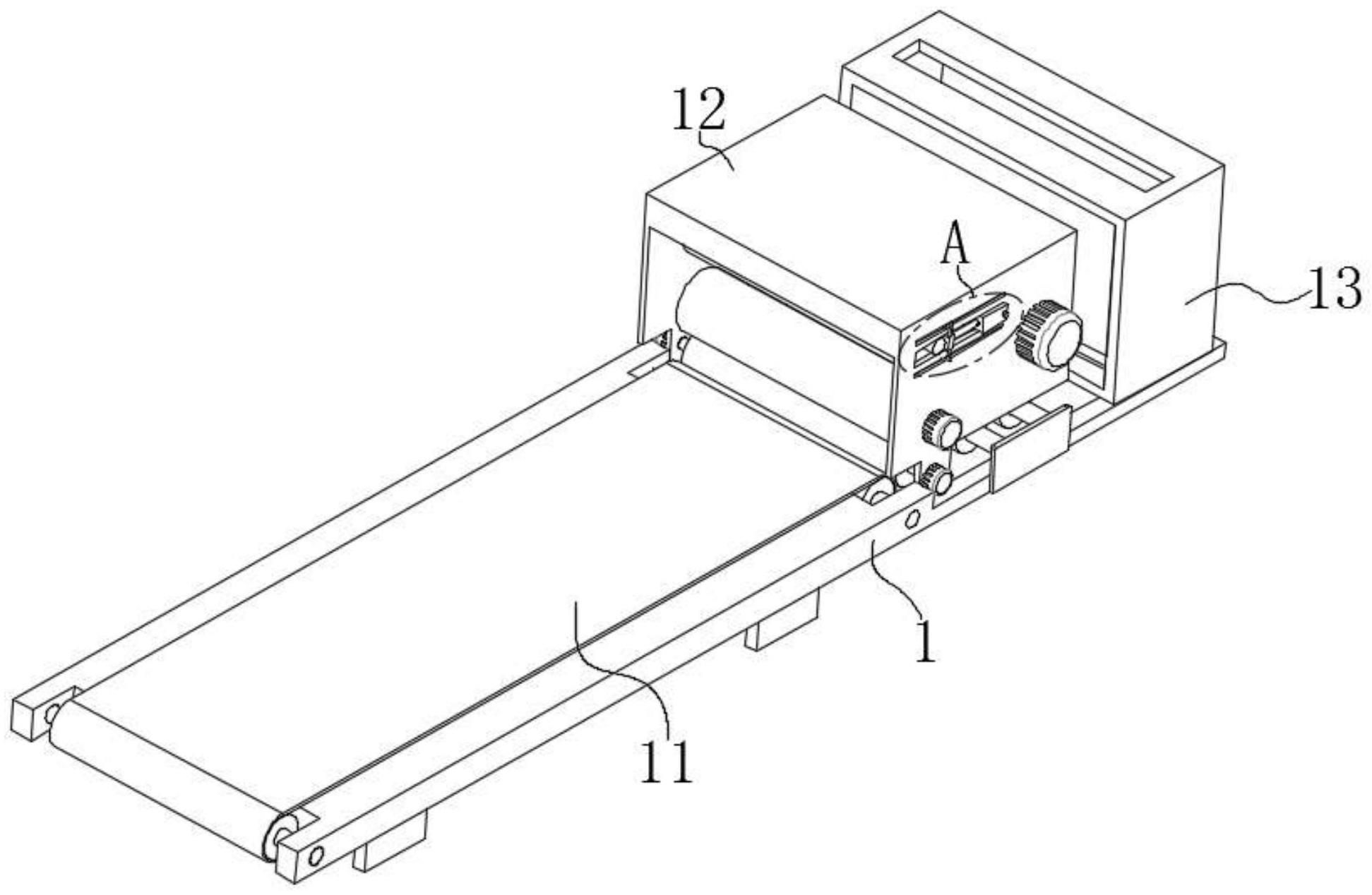
2、本发明通过以下技术方案予以实现:一种敷料贴成型设备,包括:
3、支架,为整个设备的支撑结构;
4、传送带,安装在支架上,用于对成型后的敷料贴运输;
5、剪切组件,安装在支架上,与所述传送带配合,用于将附有药饼的黏胶带切断;
6、贴附组件,安装在支架上,用于将药饼贴附到黏胶带表面;
7、剪切刀辊,安装在剪切组件内,与底部的支撑辊配合对黏胶带进行切断作业;
8、收卷辊,安装在剪切组件上,用于将剪切后的黏胶带收卷;
9、抵压辊,位于剪切组件内,用于承接剪切后的黏胶带;
10、支撑轴,安装在抵压辊两端,用于对抵压辊位置支撑;
11、承接辊,安装在支架上,位于剪切组件及贴附组件之间,用于对黏胶带的承接;
12、矩形孔,开设在剪切组件侧面,且所述支撑轴插入到所述矩形孔内部;
13、滑槽,开设在剪切组件侧面,且位于所述矩形孔的上下两侧;
14、滑板,表面设置有插入到滑槽内部的滑块,且侧面设置伸入到矩形孔内部的凸起;
15、顶杆,一端安装在滑板表面,另一端垂直指向矩形孔的竖直内壁;
16、气箱,安装在矩形孔内,且侧面开设有通孔,所述顶杆穿过通孔插入到气箱内部;
17、漏气管,安装在气箱上,将气箱贯通;
18、堵塞块,插接在漏气管管口处;
19、连接弹簧,一端安装在堵塞块上,另一端安装在漏气管内设置的连接架上;
20、气板,安装在所述气箱上,且与顶杆连接。
21、进一步的,所述气箱内部包括:
22、第一隔磁罩,安装在所述气板上,顶面开设有漏磁通孔;
23、磁块,安装在第一隔磁罩内部;
24、第二隔磁罩,安装在气箱内壁,且底面开设有漏磁通孔;
25、磁板,活动安装在第二隔磁罩内部,且通过弹簧与第二隔磁罩内壁连接,与磁块带有相同磁性;
26、预警器,安装在第二隔磁罩内,且启动按钮指向所述磁板。
27、进一步的,所述气箱上包括:
28、第一连接体,为组成气箱的一半结构;
29、第二连接体,为组成气箱的另一半结构;
30、组合件,安装在第二连接体上,顶面开设有插接槽,所述第一连接体插入到插接槽内。
31、进一步的,所述组合件包括:
32、充气孔,开设在所述组合件侧面;
33、封堵板,安装在充气孔的孔口处,且侧面设置有用于充气的孔及孔上的塞子;
34、气囊,进气口安装在充气孔内壁,充气后膨胀方向指向所述第一连接体。
35、进一步的,所述气囊上包括:
36、三角凸起,位于所述气囊表面,通过橡胶材料制成,尖端指向所述第二连接体方向。
37、进一步的,所述支撑轴上包括:
38、安装台阶,开设在所述支撑轴位于矩形孔内部的部分;
39、套接块,套接在所述安装台阶上,代替所述支撑轴在矩形孔内部移动;
40、连接辊,活动安装在套接块中空部分的内壁,与所述安装台阶配合。
41、进一步的,所述套接块上包括:
42、进油孔,开设在所述套接块的顶面,将套接块中空部分贯通。
43、进一步的,所述安装台阶上包括:
44、安装槽,开设在所述安装台阶的竖直面上;
45、连接柱,插接在所述安装槽内部;
46、密封套,安装在连接柱上,且将套接块上的连接辊覆盖。
47、进一步的,所述矩形孔内包括:
48、限位槽,开设在所述矩形孔的内低壁;
49、限位块,一端滑动安装在所述限位槽内,另一端安装在套接块上。
50、一种敷料贴成型设备的工艺,其特征在于:包括以下步骤:
51、s1、将制备敷料贴需要的黏胶带、吸水垫、剥离纸、离型纸等材料安装到设备上;
52、s2、启动设备,黏胶带通过设备的复合组件及贴附组件,与吸水垫及剥离纸与离型纸等材料逐渐粘贴复合;
53、s3、复合后的黏胶带通过剪切组件被切断处敷料贴;
54、s4、被切出的敷料贴落入到传送带上,被运输到收集组件收集;
55、s5、剩余的黏胶带通过收卷辊收卷,定期清除。
56、本发明提供了一种敷料贴成型设备及工艺。具备以下有益效果:
57、1、该敷料贴成型设备及工艺,通过在剪切刀辊与收卷辊之间设置抵压辊,抵压辊承接黏胶带,当黏胶带拉紧程度增大时,抵压辊被支撑轴带动在矩形孔内部移动,进而降低抵压辊对黏胶带的抵压力,因此黏胶带拉紧程度降低,黏胶带拉紧程度被控制,保持相对稳定,避免剪切刀辊对黏胶带的切断位置出现差异,导致黏胶带上切出的敷料贴药饼偏离中心位置,影响敷料贴的生产质量。
58、2、该敷料贴成型设备及工艺,通过在支撑轴上设置套接块,套接块代替支撑轴在矩形孔内部移动,且套接块套接在安装台阶上,通过连接辊与安装台阶表面连接,当支撑轴在矩形孔内部移动时,套接块会代替支撑轴在矩形孔内部滑动,套接块在矩形孔内滑动,相比于支撑轴更具有稳定性。
技术特征:
1.一种敷料贴成型设备,其特征在于,包括:
2.根据权利要求1所述的一种敷料贴成型设备,其特征在于:所述气箱(24)内部包括:
3.根据权利要求1所述的一种敷料贴成型设备,其特征在于:所述气箱(24)上包括:
4.根据权利要求3所述的一种敷料贴成型设备,其特征在于:所述组合件(5)包括:
5.根据权利要求4所述的一种敷料贴成型设备,其特征在于:所述气囊(53)上包括:
6.根据权利要求1所述的一种敷料贴成型设备,其特征在于:所述支撑轴(17)上包括:
7.根据权利要求6所述的一种敷料贴成型设备,其特征在于:所述套接块(6)上包括:
8.根据权利要求7所述的一种敷料贴成型设备,其特征在于:所述安装台阶(171)上包括:
9.根据权利要求6所述的一种敷料贴成型设备,其特征在于:所述矩形孔(2)内包括:
10.一种敷料贴成型设备的工艺,其特征在于:包括以下步骤:
技术总结
本发明敷料贴生产设备技术领域,具体为一种敷料贴成型设备及工艺,包括:支架,为整个设备的支撑结构;传送带,安装在支架上,用于对成型后的敷料贴运输;剪切组件,安装在支架上,与所述传送带配合;贴附组件,安装在支架上;剪切刀辊,安装在剪切组件内。该敷料贴成型设备及工艺,通过在剪切刀辊与收卷辊之间设置抵压辊,抵压辊承接黏胶带,当黏胶带拉紧程度增大时,抵压辊被支撑轴带动在矩形孔内部移动,进而降低抵压辊对黏胶带的抵压力,因此黏胶带拉紧程度降低,黏胶带拉紧程度被控制,保持相对稳定,避免剪切刀辊对黏胶带的切断位置出现差异,导致黏胶带上切出的敷料贴药饼偏离中心位置,影响敷料贴的生产质量。
技术研发人员:赵祥胜,孙冠军
受保护的技术使用者:江苏广益医用敷料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!