焊接防护用自动变光过滤器的制作方法
本申请总体涉及焊接作业防护器具,且更具体地涉及用于在焊接作业中为焊接工人的眼部提供防护的自动变光过滤器(auto darkening filter,adf)。
背景技术:
1、焊接作业及气体切割作业中产生的高强光可严重损害人体的视觉功能。因此,在进行这类作业时需佩戴防护器具来保护人眼免于强光的损害。自动变光过滤器可自动响应于光强变化而在明亮透光状态与暗黑遮光状态之间转变,由此调节通过自动变光过滤器入射到人眼的光通量,同时允许操作员透过自动变光过滤器观察作业的细节。由于便捷性和灵活性,自动变光过滤器日益受到欢迎。
2、在焊接的整个过程中,焊接作业期间产生的电弧光和焊接作业结束后由焊接形成的高温熔池产生的辐射光都可具有损害人眼的光强。因此,需要准确地设定自动变光过滤器在焊接作业期间的遮光度(有时也称为“暗度”)和在焊接作业结束后的遮光时延(有时也简称为“时延”),以实现预期的防护效果。
3、传统上,通过人工操作来设置自动变光过滤器在焊接作业期间的遮光度和在焊接作业结束后的遮光时延。一般而言,遮光度和遮光时延会由操作员根据待在焊接作业期间施加的焊接电流的强度来确定。然而,在一些情况中,焊接电流的强度可在操作中发生变化,使得基于预想焊接电流设置的遮光度和遮光时延不适于实际操作情况。尤其,当实际焊接电流高于预想焊接电流时,所设置的遮光度将无法起到有效的保护作用。
4、近年来,领域中出现了一种新的参数设置方式,即自动变光过滤器借助其所配备的可见光传感器来检测焊接作业区域的可见光强度且然后基于该可见光强度调整自动变光过滤器的遮光度。该方式免除了人工设置的需求,然而亦存在一些问题。例如,当可见光传感器失效、受遮挡或因污损而测量准确度降低时,通过该方式设置的遮光度可能远低于实际所需要的遮光度,并且无法通过人工调整的方式纠偏,从而使得自动变光过滤器失灵并产生重大安全隐患。
5、因此,期望的是,提供一种适于自动变光过滤器使用的改进的参数设置方式,其使自动变光过滤器的运行安全可靠且舒适灵活。
技术实现思路
1、本申请旨在解决如上所述现有技术中存在的一项或多项问题。
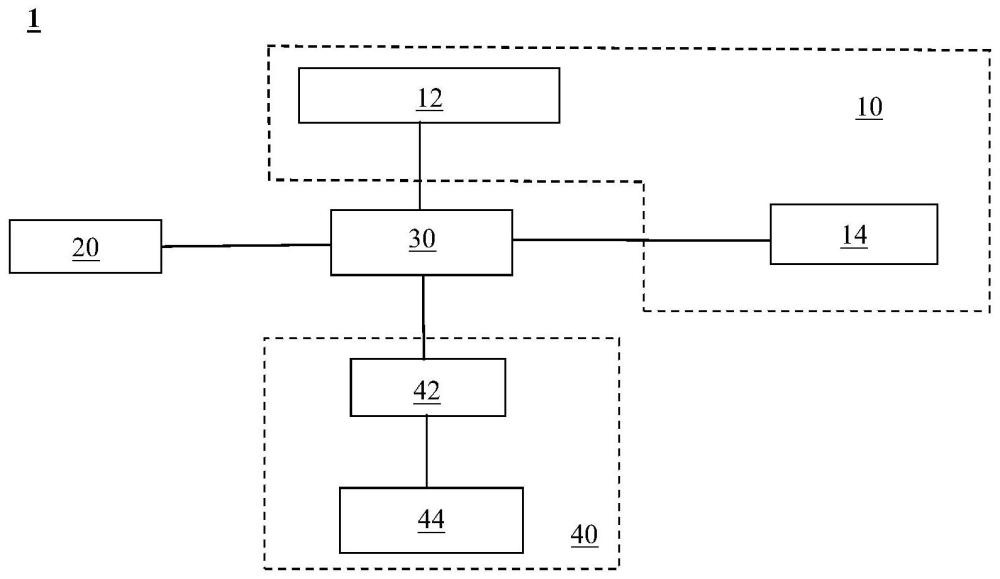
2、根据本申请的一个方面,提供一种焊接防护用自动变光过滤器,其包括:光感测模块,所述光感测模块包括配置为检测焊接弧光的存在情况的第一传感器和配置为检测焊接环境的可见光强度的第二传感器;人机交互模块,所述人机交互模块配置为接收用户对于自动变光过滤器的操作参数的设定;控制模块,所述控制模块电连接到光感测模块和人机交互模块并配置为基于从第一传感器接收的指示焊接弧光存在情况的检测信号来确定焊接所处的阶段,并基于从第二传感器接收的可见光强度检测信号和从人机交互模块接收的用户设定来确定对对应于该阶段的操作参数的赋值,以及基于所述赋值调制向变光防护模块输出的控制信号;以及变光防护模块,所述变光防护模块电连接到控制模块并配置为响应于所述控制信号而实现与所述赋值相对应的光遮挡。
3、可选地,所述操作参数包括自动变光过滤器在焊接弧光存在阶段期间的遮光度。
4、可选地,所述控制模块配置为基于如下两者的最大值来赋值所述遮光度:基于由第二传感器检测到的可见光强度计算得到的所需遮光度值,以及对于遮光度的用户设定值。
5、可选地,所述控制模块配置为在未从人机交互模块接收到所述用户设定值时以预先确定的默认值作为所述用户设定值。
6、可选地,所述控制模块配置为以所述最大值与预先确定的偏好遮光偏移量的加和来赋值所述遮光度。
7、可选地,所述偏好遮光偏移量利用在偏好标定过程中得到的偏好遮光度值与理论遮光度值的差被更新。
8、可选地,所述操作参数包括自动变光过滤器在焊接弧光熄灭后的遮光时延。
9、可选地,所述控制模块配置为初始以对于遮光时延的用户设定值来赋值所述遮光时延,并在初始赋值的遮光时延结束前基于从第二传感器接收的可见光强度检测信号来确定是否延长遮光时延。
10、可选地,所述控制模块配置为,在初始赋值的遮光时延结束前,如果基于由第二传感器检测到的可见光强度计算得到的所需遮光度值高于预限定的遮光度阈值,则确定延长遮光时延。
11、可选地,遮光时延的延长时间基于所需遮光度值与预限定的遮光度阈值的差值来确定。
12、根据本公开的原理的自动变光过滤器实现了覆盖焊接全过程的自适应操作参数设定,减轻了对于操作员精准设定参数的要求,同时也极大地降低了因感测仪器损坏而发生安全事故的风险,使得自动变光过滤器的操作和使用更加安全、方便及舒适。
技术特征:
1.一种焊接防护用自动变光过滤器,包括:
2.根据权利要求1所述的焊接防护用自动变光过滤器,其中,所述操作参数包括自动变光过滤器在焊接弧光存在阶段期间的遮光度。
3.根据权利要求2所述的焊接防护用自动变光过滤器,其中,所述控制模块配置为基于如下两者的最大值来赋值所述遮光度:基于由第二传感器检测到的可见光强度计算得到的所需遮光度值,以及对于遮光度的用户设定值。
4.根据权利要求3所述的焊接防护用自动变光过滤器,其中,所述控制模块配置为在未从人机交互模块接收到所述用户设定值时以预先确定的默认值作为所述用户设定值。
5.根据权利要求4所述的焊接防护用自动变光过滤器,其中,所述控制模块配置为以所述最大值与预先确定的偏好遮光偏移量的加和来赋值所述遮光度。
6.根据权利要求5所述的焊接防护用自动变光过滤器,其中,所述偏好遮光偏移量利用在偏好标定过程中得到的偏好遮光度值与理论遮光度值的差被更新。
7.根据权利要求1至6中任一项所述的焊接防护用自动变光过滤器,其中,所述操作参数包括自动变光过滤器在焊接弧光熄灭后的遮光时延。
8.根据权利要求7所述的焊接防护用自动变光过滤器,其中,所述控制模块配置为初始以对于遮光时延的用户设定值来赋值所述遮光时延,并在初始赋值的遮光时延结束前基于从第二传感器接收的可见光强度检测信号来确定是否延长遮光时延。
9.根据权利要求8所述的焊接防护用自动变光过滤器,其中,所述控制模块配置为,在初始赋值的遮光时延结束前,如果基于由第二传感器检测到的可见光强度计算得到的所需遮光度值高于预限定的遮光度阈值,则确定延长遮光时延。
10.根据权利要求9所述的焊接防护用自动变光过滤器,其中,遮光时延的延长时间基于所需遮光度值与预限定的遮光度阈值的差值来确定。
技术总结
本申请涉及一种焊接防护用自动变光过滤器,包括:光感测模块,其包括配置为检测焊接弧光的存在情况的第一传感器和配置为检测焊接环境的可见光强度的第二传感器;人机交互模块,其配置为接收用户对于自动变光过滤器的操作参数的设定;控制模块,其电连接到光感测模块和人机交互模块并配置为基于从第一传感器接收的指示焊接弧光存在情况的检测信号来确定焊接所处的阶段,并基于从第二传感器接收的可见光强度检测信号和从人机交互模块接收的用户设定来确定对对应于该阶段的操作参数的赋值,以及基于所述赋值调制向变光防护模块输出的控制信号;以及变光防护模块,其电连接到控制模块并配置为响应于控制信号而实现与赋值相对应的光遮挡。
技术研发人员:范成法,胡鹏
受保护的技术使用者:泰克曼(南京)安全防护设备有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!