瓣膜支架、瓣膜支架的加工方法和人工瓣膜与流程
本技术涉及医疗器械领域,特别涉及一种瓣膜支架、瓣膜支架的加工方法和人工瓣膜。
背景技术:
1、相关技术中,一些人工瓣膜的瓣膜支架采用金属管材切割成形。
2、采用金属切割成形的瓣膜支架整体采用同种材质和工艺制成的瓣膜支架,存在加工过程中容易断裂的问题,在使用过程中也面临安全性和临床有效性的问题。
3、上述陈述仅用于提供与本技术有关的背景技术信息,而不必然地构成现有技术。
技术实现思路
1、本技术的目的在于提供一种瓣膜支架、瓣膜支架的加工方法和人工瓣膜,旨在缓解或解决金属管材切割成形的瓣膜支架在加工过程中容易断裂、在使用过程中的安全性和临床有效性的问题。
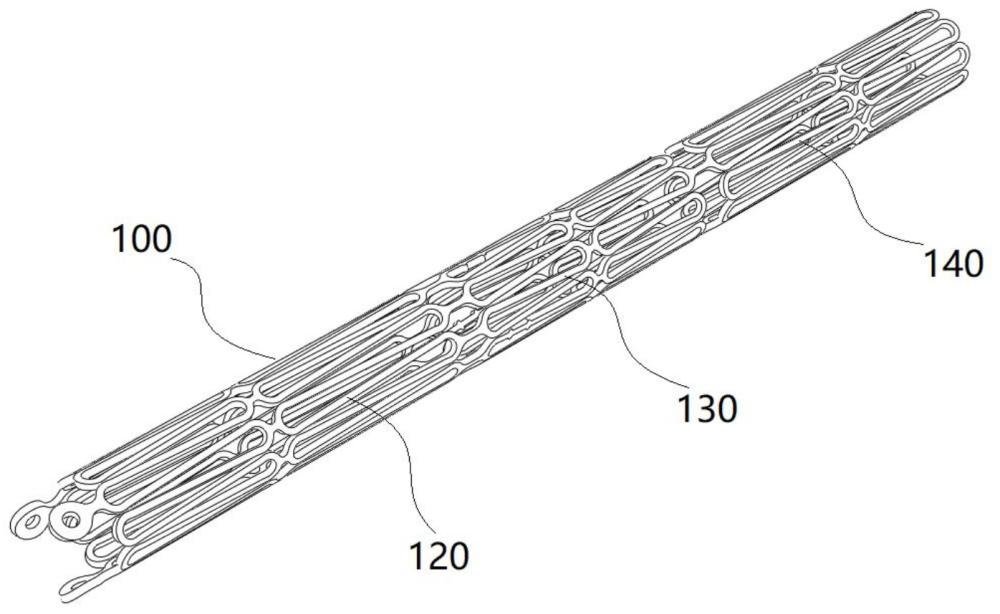
2、本技术第一方面提供一种瓣膜支架,所述瓣膜支架通过金属管材切割成形,具有切割后状态和展开状态,包括沿所述瓣膜支架的周向分布、沿所述瓣膜支架的轴向延伸的多个网格结构单元,所述网格结构单元包括多个四边形网格,所述多个四边形网格包括沿所述瓣膜支架的轴向从轴向第一端至轴向第二端顺次设置的至少一个靠近心脏端部网格、至少一个中部支撑网格和至少一个远离心脏端部网格,各所述四边形网格包括四个首尾依次连接的支架杆,所述支架杆包括直杆段和连接段,各所述支架杆的所述直杆段形成所述四边形网格的网格主体,各所述支架杆的所述连接段形成所述四边形网格的角部,各所述四边形网格的相邻的所述支架杆通过所述连接段连接,相邻的网格结构单元的对应的四边形网格的轴向中部的角部连接,在所述切割后状态,各所述四边形网格的沿所述瓣膜支架的周向相对的两个所述支架杆的所述直杆段从所述四边形网格的轴向中部向端部逐渐相互远离而形成夹角,其中,所述中部支撑网格的沿所述瓣膜支架的周向相对的每两个所述支架杆的所述直杆段的所述夹角小于等于12°。
3、在一些实施例所述的瓣膜支架中,
4、所述多个四边形网格包括两个所述中部支撑网格,每个所述中部支撑网格的沿所述瓣膜支架的周向相对的每两个所述支架杆的所述直杆段的所述夹角小于11.74°;或者
5、所述多个四边形网格包括一个所述中部支撑网格,所述中部支撑网格的沿所述瓣膜支架的周向相对的每两个所述支架杆的所述直杆段的所述夹角小于6.14°。
6、在一些实施例所述的瓣膜支架中,
7、所述多个四边形网格包括两个所述中部支撑网格,每个所述中部支撑网格的沿所述瓣膜支架的周向相对的每两个所述支架杆的所述直杆段的所述夹角为5.0°~11.0°;或者
8、所述多个四边形网格包括一个所述中部支撑网格,所述中部支撑网格的沿所述瓣膜支架的周向相对的每两个所述支架杆的所述直杆段的所述夹角为2.5°~5.5°。
9、在一些实施例所述的瓣膜支架中,在所述切割后状态,所述中部支撑网格的靠近所述轴向第一端的两个所述支架杆的所述直杆段的所述夹角与靠近所述轴向第二端的两个所述支架杆的直杆段的所述夹角相等或不等。
10、在一些实施例所述的瓣膜支架中,所述支架杆的连接段包括设置于所述直杆段的两端的两个弯曲连接段,所述四边形网格的相邻的所述支架杆通过所述弯曲连接段连接;
11、所述支架杆的靠近所在的四边形网格的端部的一端的所述弯曲连接段向该四边形网格的内侧弯曲;
12、所述支架杆的靠近所在的四边形网格的中部的一端的所述弯曲连接段向该四边形网格的外侧弯曲。
13、在一些实施例所述的瓣膜支架中,所述弯曲连接段为圆弧连接段,直杆段的长度与所述圆弧连接段的内侧半径的比值范围在4~30之间。
14、在一些实施例所述的瓣膜支架中,所述直杆段与所述弯曲连接段通过弯曲过渡段连接,所述弯曲过渡段与所述弯曲连接段的弯曲方向相反。
15、在一些实施例所述的瓣膜支架中,所述弯曲过渡段为圆弧过渡段,所述圆弧过渡段的内侧半径与所述直杆段的长度的比值范围在0.25~0.75之间。
16、在一些实施例所述的瓣膜支架中,所述弯曲连接段为圆弧连接段;其中,
17、所述靠近心脏端部网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度与靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度相等或不等;和/或
18、所述远离心脏端部网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度与靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度相等或不等;和/或
19、所述中部支撑网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度与靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度相等或不等。
20、在一些实施例所述的瓣膜支架中,所述靠近心脏端部网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度小于靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度;和/或
21、所述远离心脏端部网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度大于靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度。
22、在一些实施例所述的瓣膜支架中,所述靠近心脏端部网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度与靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度之比为0.65~1.00;和/或
23、所述远离心脏端部网格的靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度与靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度之比为0.65~1.00。
24、在一些实施例所述的瓣膜支架中,
25、所述弯曲连接段为圆弧连接段;
26、所述多个四边形网格包括沿所述瓣膜支架的轴向从轴向第一端至轴向第二端顺次设置的一个靠近心脏端部网格、一个中部支撑网格和一个远离心脏端部网格;
27、所述中部支撑网格的各所述支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度范围为3.05~8.22mm;和/或
28、所述靠近心脏端部网格的各所述支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度范围为3.55~12.50mm;和/或
29、所述远l离心脏端部网格的各所述支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度范围为3.55~12.50mm。
30、在一些实施例所述的瓣膜支架中,
31、所述弯曲连接段为圆弧连接段;
32、各所述网格结构单元中,
33、;
34、其中,
35、li为所述四边形网格的靠近所述轴向第一端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度;
36、lj为所述四边形网格的靠近所述轴向第二端的支架杆的两端的所述圆弧连接段的圆心之间沿所述瓣膜支架的轴向的长度;
37、αi为所述四边形网格的靠近所述轴向第一端的两个所述支架杆的直杆段的所述夹角;
38、αj为所述四边形网格的靠近所述轴向第二端的两个所述支架杆的直杆段的所述夹角。
39、在一些实施例所述的瓣膜支架中,所述瓣膜支架还包括多个连接杆,其中
40、各所述网格结构单元的所述靠近心脏端部网格与所述中部支撑网格通过一个所述连接杆连接,或者沿所述瓣膜支架的周向,每隔一个或两个其靠近心脏端部网格与其中部支撑网格不连接的网格结构单元设置一个其靠近心脏端部网格与其中部支撑网格通过一个所述连接杆连接的网格结构单元;和/或
41、各网格结构单元的所述远离心脏端部网格与所述中部支撑网格通过一个所述连接杆连接,或者沿所述瓣膜支架的周向,每隔一个或两个其远离心脏端部网格与其中部支撑网格不连接的网格结构单元设置一个其远离心脏端部网格与其中部支撑网格通过一个所述连接杆连接的网格结构单元。
42、在一些实施例所述的瓣膜支架中,在所述展开状态,所述瓣膜支架的轴向第一端和轴向第二端的外径d2大于轴向中部的外径d1。
43、在一些实施例所述的瓣膜支架中,在所述展开状态,所述瓣膜支架的轴向中部的外径d1范围为18.0~32.0mm,所述瓣膜支架的轴向第一端和轴向第二端的外径d2的范围为20.0~54.0mm。
44、在一些实施例所述的瓣膜支架中,在所述展开状态,所述瓣膜支架的总高度h1为30.0~60.0mm,所述中部支撑网格的高度h2为12.0~30.0mm。
45、在一些实施例所述的瓣膜支架中,在所述展开状态,所述瓣膜支架从所述轴向中部向所述轴向第一端依次通过通第一内凹圆弧段和第一外凸圆弧段过渡,从所述轴向中部向所述轴向第二端依次通过第二内凹圆弧段和第二外凸圆弧段过渡;其中,所述第一内凹圆弧段的通过所述瓣膜支架的轴线的截面为半径为ra的朝向所述瓣膜支架内侧凹入的第一内凹圆弧;所述第一外凸圆弧段的通过所述瓣膜支架的轴线的截面为半径为rb的朝向所述瓣膜支架的外侧凸出的第一外凸圆弧;所述第二内凹圆弧段的通过所述瓣膜支架的轴线的截面为半径为rc的朝向所述瓣膜支架内侧凹入的第二内凹圆弧;所述第二外凸圆弧段的通过所述瓣膜支架的轴线的截面为半径为rd的朝向所述瓣膜支架的外侧凸出的第二外凸圆弧;其中,ra和rc范围为3.0~15.0mm,
46、rb和rd范围为3.0~15.0mm。
47、本技术第二方面提供一种本技术第一方面所述的瓣膜支架的加工方法,加工方法包括:
48、支架切割步骤,包括将金属管材切割形成与所述瓣膜支架具有相同结构处于切割后状态的坯体,并使所述坯体的四边形网格的沿所述瓣膜支架的周向相对的两个所述支架杆从所述四边形网格的轴向中部向端部逐渐相互远离而形成夹角,其中,所述中部支撑网格的沿所述瓣膜支架的周向相对的每两个所述支架杆的所述直杆段的所述夹角小于等于12°;
49、支架预定型步骤,包括对处于切割后状态的所述坯体采用多步预定型,且每步预定型后退火处理,以形成展开状态的坯体;和
50、支架定型步骤,对支架预定型后的处于展开状态的所述坯体通过定型模具进行定型,形成处于所述切割后状态的所述瓣膜支架。
51、在一些实施例所述的加工方法中,所述支架预定型步骤中,
52、所述多步预定型为2~6步预定型;和/或,
53、每步预定型的最大应变量小于12%;和/或,
54、所述退火处理的退火温度为400~500℃、保温时间2~21min、冷却方式为水冷。
55、在一些实施例所述的加工方法中,所述支架定型步骤包括:
56、将处于展开状态的所述坯体固定在所述定型模具内;
57、对固定在所述定型模具内的所述坯体进行退火定型处理,所述退火定型处理的退火温度为500~550℃、保温时间2~30min、冷却方式为水冷。
58、本技术第三方面还提供一种人工瓣膜,包括瓣膜支架,所述瓣膜支架为本技术第一方面所述的瓣膜支架。
59、基于本技术提供的瓣膜支架,瓣膜支架、瓣膜支架的加工方法和人工瓣膜,在切割后状态,各四边形网格的沿瓣膜支架的周向相对的两个支架杆的直杆段从四边形网格的轴向中部向端部逐渐相互远离而形成夹角,其中,中部支撑网格的沿瓣膜支架的周向相对的每两个支架杆的直杆段的夹角小于等于12°,利于缓解或解决金属管材切割成形的瓣膜支架在加工过程中容易断裂的问题,也利于提高使用过程中的安全性和临床有效性。
60、通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!