一种耐久性足球球胎及球胎的制造方法与流程
本发明涉及体育用品类,尤其是一种耐久性足球球胎及球胎的制造方法。
背景技术:
1、足球是一种球类的体育用品,需要有高强度、高弹性和稳定性,并且耐久性高,常规足球的结构为能充气的球囊外缠纱,后用橡胶浸胶,并硫化定型为足球的球胎,后续在球胎外部贴皮,构成足球的整体,目前的球胎的常规制成模式为:在球囊外缠纱的纱线为棉丝或其它化工纤维,浸胶的溶剂主要材料为橡胶,因为因缠丝与浸胶的橡胶溶剂固有的属性特征,不可避免的有以下的弊端:一、棉纱或其它化工纤维构成的缠纱抗皱性和包形性不够强大,强度不够高,并且具有较大的伸缩性,同步导致足球球胎的耐久性降低,直接影响足球的适应寿命;二、采用橡胶为原材料的浸胶后的球胎弹性、稳定性和伸缩性均欠佳,且易受环境因素硬化且开裂,而且橡胶的加工过程及后续处理不够环保。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种耐久性足球球胎及球胎的制造方法,球胎本体的内设球囊,球囊外为包覆式的缠纱层,缠纱层外包围浸胶层,浸胶层渗透状把缠纱层交叉的纱线渗透进入并与球囊外圆周表面凝固,且使球胎本体成为整体,缠纱层是由聚酯纤维纱线在球囊表面多层交叉缠绕构成,后采用天然乳胶为主要原料的浸胶溶剂渗透式进入缠纱层的聚酯纤维内,并把缠纱层的聚酯纤维和球囊无差别的全方位的内外包裹一体,并通过模具内高温硫化使球胎本体球面熟化且定型,本发明采用聚酯纤维纱线把球囊包裹后,并用天然乳胶为主要原料的浸胶溶剂浸胶,后硫化定型,使球胎本体具备高强度和低伸缩性,且稳定性高,弹性足,耐久性更强。
2、为达到上述目的,本发明的技术方案是:一种耐久性足球球胎,包含球胎本体,所述球胎本体的内设球囊,所述球囊外为包覆式的缠纱层,所述缠纱层外包围浸胶层,所述浸胶层渗透状把缠纱层交叉的纱线渗透进入并与球囊外圆周表面凝固,且高温硫化后使球胎本体成为整体。
3、进一步设置,所述球囊为内设中空气囊的胶质材料生成的容器。
4、进一步设置,所述缠纱层3是由聚酯纤维纱线构成。
5、进一步设置,所述浸胶层4由浸胶溶剂构成,浸胶溶剂由天然乳胶、氢氧化钾、氧化锌、促进剂配比而成。
6、一种球胎的制造方法,包含球囊的外球面进行缠丝形成缠纱层、外球面缠丝后的球囊进行浸胶形成浸胶层、浸胶后的缠丝球囊后续进行高温硫化三个工序,后形成球胎本体;
7、缠纱:缠纱层的所用材料为聚酯纤维,聚酯纤维的纱线规格为32s,单个球囊外的缠纱层所需的聚酯纤维纱线为35g~40g之间,聚酯纤维的纱线缠丝交叉层叠式把球囊的外球面覆盖且密度均匀的包裹;
8、浸胶:把表面由缠纱层包裹的球囊放入浸胶溶剂内,时间为60秒,浸胶溶剂渗透性的进入缠纱层的聚酯纤维纱线内部、交叉层叠的聚酯纤维纱线间的空隙内、球囊与缠纱层的接触面,形成球胎本体的半成品;
9、浸胶溶剂由以下成分构成:天然乳胶、氢氧化钾溶液、硫磺溶液、氧化锌溶液、促进剂溶液、防老剂溶液,氢氧化钾、硫磺、氧化锌、促进剂、防老剂均为预先与水进行稀释后的溶液,
10、氢氧化钾溶液的浓度为20%,硫磺溶液的浓度为50%,氧化锌溶液的浓度为50%,促进剂溶液的浓度为40%,防老剂溶液的浓度为40%,
11、浸胶溶剂的配比:每100份天然乳胶中添加氢氧化钾溶液0.2份、硫磺溶液1.2份、氧化锌溶液1份、促进剂溶液1份、防老剂溶液1份,
12、配比后的浸胶溶剂常温常压的自然环境中放置进行预硫化;
13、高温硫化:把浸胶后的球胎本体半成品放入与球胎本体规格对应的模具内腔中,模具为对开式,球胎本体半成品放入后,模具合拢把球胎本体半成品关闭在模具的内腔,
14、模具内腔设电热装置和压力气嘴,把模具内腔的温度升至90℃并保持,模具内腔的压力保持0.7mpa,把球胎本体半成品进行高温高压硫化,高温硫化时间为90~120秒间;
15、高温硫化后的球胎本体从模具中取出,形成定型后的球胎本体的成品。
16、本发明的有益效果是:本发明采用聚酯纤维纱线把球囊包裹后,并用天然乳胶为主要原料的浸胶溶剂浸胶,后硫化定型,使球胎本体具备高强度和低伸缩性,且稳定性高,弹性足,耐久性更强。
技术特征:
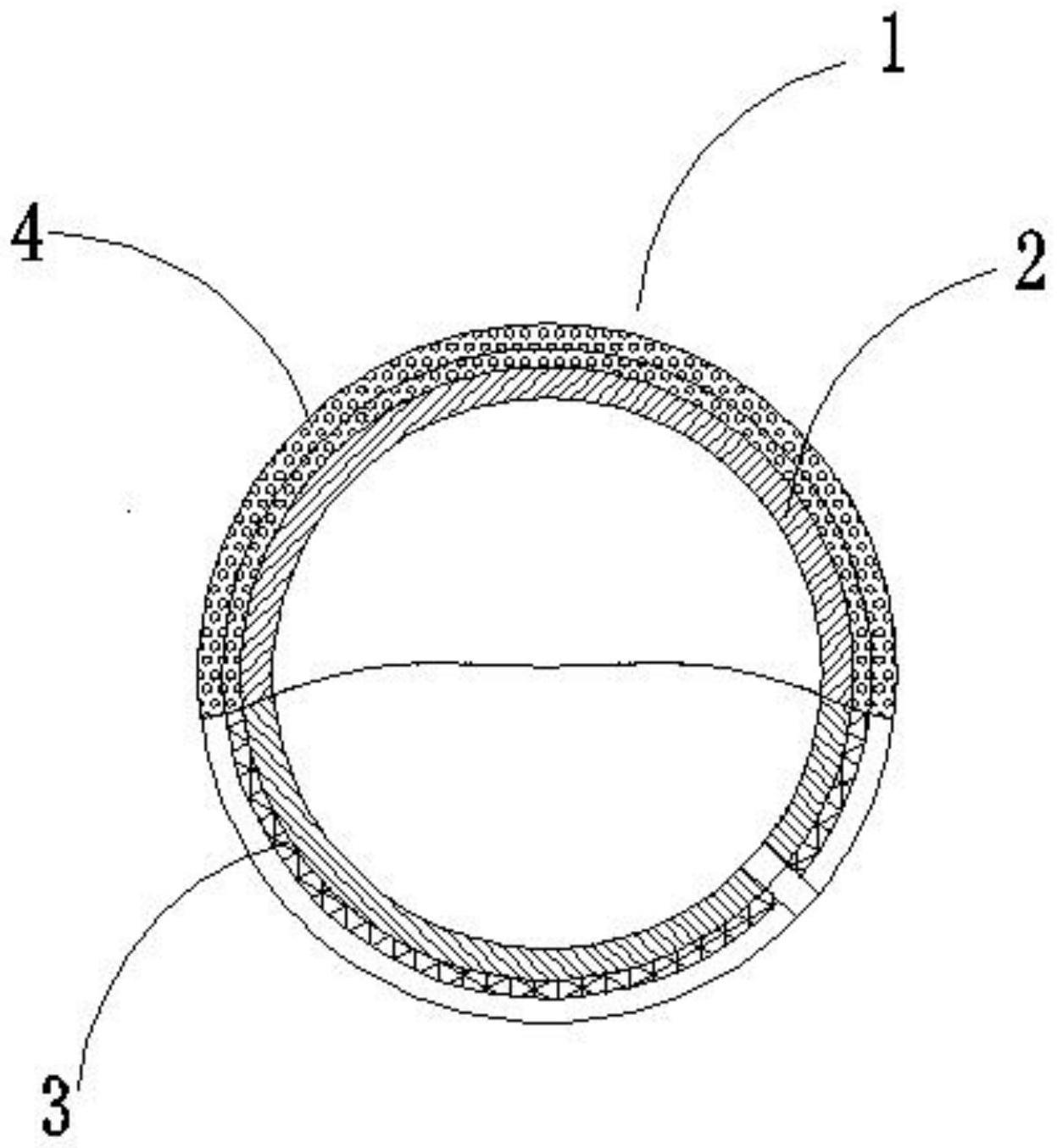
1.一种耐久性足球球胎,其特征在于:包含球胎本体(1),所述球胎本体(1)的内设球囊(2),所述球囊(2)外为包覆式的缠纱层(3),所述缠纱层(3)外包围浸胶层(4),所述浸胶层(4)渗透状把缠纱层(3)交叉的纱线渗透进入并与球囊(2)外圆周表面凝固,且高温硫化后使球胎本体(1)成为整体。
2.如权利要求1所述一种耐久性足球球胎,其特征在于:所述球囊(2)为内设中空气囊的胶质材料生成的容器。
3.如权利要求1所述一种耐久性足球球胎,其特征在于:所述缠纱层(3)是由聚酯纤维纱线构成。
4.如权利要求1所述一种耐久性足球球胎,其特征在于:所述浸胶层(4)由浸胶溶剂构成,浸胶溶剂由天然乳胶、氢氧化钾、氧化锌、促进剂配比而成。
5.一种球胎的制造方法,其特征在于:包含球囊(2)的外球面进行缠丝形成缠纱层(3)、外球面缠丝后的球囊(2)进行浸胶形成浸胶层(4)、浸胶后的缠丝球囊(2)后续进行高温硫化三个工序,后形成球胎本体(1),具体步骤如下:
技术总结
本发明公开了一种耐久性足球球胎及球胎的制造方法,球胎本体的内设球囊,球囊外为包覆式的缠纱层,缠纱层外包围浸胶层,浸胶层渗透状把缠纱层交叉的纱线渗透进入并与球囊外圆周表面凝固,且使球胎本体成为整体,缠纱层是由聚酯纤维纱线在球囊表面多层交叉缠绕构成,后采用天然乳胶为主要原料的浸胶溶剂渗透式进入缠纱层的聚酯纤维内,并把缠纱层的聚酯纤维和球囊无差别的全方位的内外包裹一体,并通过模具内高温硫化使球胎本体球面熟化且定型,本发明采用聚酯纤维纱线把球囊包裹后,并用天然乳胶为主要原料的浸胶溶剂浸胶,后硫化定型,使球胎本体具备高强度和低伸缩性,且稳定性高,弹性足,耐久性更强。
技术研发人员:武可迁
受保护的技术使用者:义乌市奥凯体育用品有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!