一体成型羽毛球拍及其制作方法与流程
1.本发明涉及体育用品领域,具体涉及一种一体成型羽毛球拍及其制作方法。
背景技术:
2.羽毛球拍是常见的运动器材,一般包括拍框、拍杆、拍柄,以及连接拍框与拍杆的接头,传统的羽毛球拍大多为分体式结构,采用铝合金、钛合金、碳纤维等材料制作拍框与拍杆,再通过内置或外置的接头对拍框与拍杆进行连接,拍柄大多采用木质或塑料结构,在其端部开设插入孔,注胶后插入拍杆远离拍框的端部,从而实现羽毛球拍本体的组装,再在拍柄上缠绕防滑布条或胶条,并在拍框上开设穿线孔,进行穿线后即可得到羽毛球拍。
3.这样的结构导致生产工艺较为复杂,费时费力,长期使用后,拍柄与拍杆的连接部位、拍杆与拍框的连接部位容易松动,耐用性不佳,这种松动轻则影响击球效果,重则导致拍框和/或拍杆飞出,安全性不佳,拍框与拍柄还需要喷漆来形成不同色彩,不环保。
技术实现要素:
4.本发明的目的是为了克服现有技术的缺点,提供一种生产工艺简单、耐用性好、安全性好、环保的一体成型羽毛球拍,以及一种良品率高、易于实施的一体成型羽毛球拍的制作方法。
5.为实现上述目的,本发明提供的技术方案中的产品是,一体成型羽毛球拍,包括拍杆,以及分设于所述拍杆两端的拍框及拍柄,所述拍框呈椭圆形,所述拍框内设有由若干纵横交错的拍线构成的拍网,所述拍柄的外壁设有沿所述拍柄的轴向方向螺旋延伸的防滑凸条,所述拍柄与所述拍框及所述拍杆是一体注塑成型的。
6.优选地,所述拍框上设有用于穿设所述拍线的穿线孔,所述穿线孔自所述拍框的外壁向内贯穿所述拍框,所述穿线孔与所述拍框一体成型。
7.进一步优选地,所述拍框的外壁设有与所述穿线孔相贯通的容纳槽,所述容纳槽用于容纳所述拍线,避免所述拍线凸出于所述拍框的外壁。
8.进一步优选地,所述容纳槽至少位于所述拍框的短轴远离所述拍杆的一侧。
9.优选地,所述拍网是一体注塑成型的。
10.优选地,所述防滑凸条是与所述拍柄一体注塑成型的。
11.优选地,所述防滑凸条的材质为tpe。
12.优选地,所述拍柄、所述拍框、所述拍杆由玻纤增强型尼龙树脂制成。
13.优选地,所述拍柄的端面中心开设有沿所述拍柄轴向方向延伸的第一减重孔,所述拍杆内设有与所述拍杆同轴并连通所述第一减重孔的第二减重孔,所述第二减重孔与所述第一减重孔同轴设置,所述第二减重孔的孔径小于等于所述第一减重孔的孔径。
14.进一步优选地,所述第二减重孔的长度短于所述拍杆的长度。
15.进一步优选地,所述拍柄的端部连接有端盖,所述端盖包括与所述拍柄的端面相贴合的底板,以及连接在所述底板的四周并垂直折弯的围板,所述围板箍紧在所述拍柄的
端部外壁上。
16.进一步优选地,所述底板的中心连接有挤紧在所述第一减重孔内的配重部。
17.进一步优选地,所述配重部包括与所述底板中心连接的连接柱和设置在所述连接柱的端部的球头,所述连接柱的直径小于等于所述第一减重孔的内径,所述球头的直径为所述第一减重孔内径的1.1-1.3倍。
18.进一步优选地,所述配重部凸出于所述底板的高度小于等于所述围板凸出于所述底板的高度。
19.优选地,所述拍杆包括拍杆本体,以及连接在所述拍杆本体两端部用于减轻应力集中的y型过渡件及锥形过渡件,所述y形过渡件及所述锥形过渡件与所述拍杆本体一体成型。
20.为实现上述目的,本发明提供的技术方案中的方法是,制作上述一体成型羽毛球拍的制作方法,包括球拍本体的制作和拍网的制作,所述球拍本体的制作步骤包括:s1.将双色注塑机的模具合模,形成与拍框、拍杆及拍柄的外轮廓相匹配的第一型腔,以及与防滑凸条相匹配的第二型腔;s2.先向第一型腔填充熔融状态的尼龙树脂,所述尼龙树脂的型号为pa6+gf30,再向第二型腔填充熔融状态的tpe;s3.经保压
→
冷却
→
开模
→
脱模,得到具有拍框、拍杆、拍柄及防滑凸条的球拍本体。
21.优选地,在步骤s3后,将拍线沿拍框上的穿线孔依次穿入,绷紧后,形成所述拍网。
22.优选地,所述球拍架为沿所述球拍本体厚度方向对剖后的两瓣式球拍架,在步骤s3后,还设有将两瓣式球拍架合拢的步骤s31,以及对合拢后的球拍架升温,使之融为一体的步骤s32。
23.进一步优选地,所述拍网的制作方法为:在步骤s31之前,利用具有纵横交错流道的模具制作出一体式拍网,在进行步骤s31时,将一体式拍网夹在两瓣式球拍架的拍框之间。
24.优选地,在进行步骤s2之前,第一型腔内设有用于在所述拍柄及所述拍杆内制作减重孔的模芯,所述模芯自所述拍柄所在位置插入并向所述拍杆所在位置延伸,所述模芯的插入深度可调,以调整所述球拍本体的重心。
25.由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明提供的一体成型羽毛球拍,包括拍杆,以及分设于拍杆两端的拍框及拍柄,拍框呈椭圆形,拍框内设有由若干纵横交错的拍线构成的拍网,拍柄的外壁设有沿拍柄的轴向方向螺旋延伸的防滑凸条,拍柄与拍框及拍杆是一体注塑成型的,该羽毛球拍既能够简化生产工艺,又能够避免拍柄与拍杆连接部位及拍杆与拍框连接部位的松动,耐用性好,不存在拍框和/或拍柄飞出的现象,安全性好,可通过注塑材料调整羽毛球拍的颜色,无需刷漆,更加环保;本发明提供的制作方法,通过双色注塑机制作拍柄及防滑凸条,能够形成外软内硬的握持效果,既起到防滑减震作用,又能够实现对挥拍力的较好传递,步骤简单、良品率高、易于实施。
附图说明
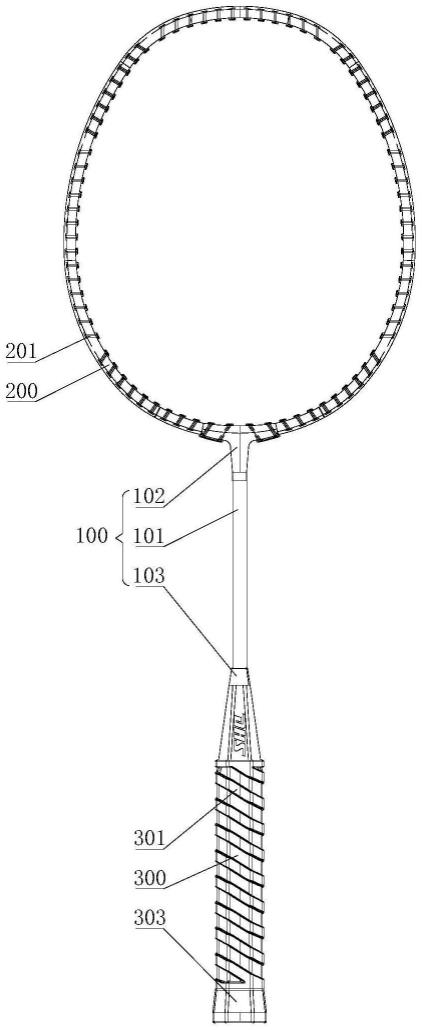
26.图1是本发明中羽毛球拍实施例一的主视示意图,隐去了拍网。
27.图2是图1的左视示意图。
28.图3是图2中a处的局部放大图。
29.图4是图2中b-b方向的剖视示意图。
30.图5是图4中c处的局部放大示意图。
31.图6是图4中d处的局部放大示意图。
32.图7是本发明中羽毛球拍实施例二在图4中d处的局部放大示意图。
33.其中:100.拍杆;101.拍杆本体;102.y型过渡件;103.锥形过渡件;104.第二减重孔;200.拍框;201.穿线孔;202.容纳槽;300.拍柄;301.防滑凸条;302.第一减重孔;303.端盖;3031.底板;3032.围板;3033.配重部;3034.连接柱;3035.球头;3036.螺栓。
具体实施方式
34.下面结合附图对本发明的较佳实施例进行详细阐述。
35.实施例一如图1至6所示,本发明提供的一体成型羽毛球拍,包括拍杆100,以及分设于拍杆100两端的拍框200及拍柄300,拍框200呈椭圆形,拍框200内设有由若干纵横交错的拍线构成的拍网,拍柄300的外壁设有沿拍柄300的轴向方向螺旋延伸的防滑凸条301,拍柄300与拍框200及拍杆100是一体注塑成型的,使拍柄300、拍框200、拍杆100连成一个整体,既能够简化生产工艺,又能够避免拍柄与拍杆连接部位及拍杆与拍框连接部位的松动,耐用性好,不存在拍框和/或拍柄飞出的现象,安全性好,可通过注塑材料调整羽毛球拍的颜色,无需刷漆,更加环保。
36.具体地,拍框200上设有用于穿设拍线的穿线孔201,穿线孔201自拍框的外壁向内贯穿拍框200,穿线孔201与拍框200一体成型,以避免钻孔加工,进一步简化生产工艺。
37.进一步地,拍框200的外壁设有与穿线孔201相贯通的容纳槽202,容纳槽202用于容纳拍线,避免拍线凸出于拍框200的外壁,容纳槽202至少位于拍框200的短轴远离拍杆100的一侧,在本实施例中,容纳槽202沿拍框200的走向大致呈环状,仅在与拍柄100的连接部位断开,这样设置的好处在于,在利用羽毛球拍捡球勾球时,不会导致拍线断裂。
38.进一步地,拍网也是一体注塑成型的,在这种情况下,拍框优选注塑成两瓣状(沿厚度方向剖分),将拍网夹在两瓣拍框中间后,再进行二次热熔,使其连接为一体,也可以使拍网与拍柄、拍杆、拍框一体注塑成型,这样制作时,虽然可以进一步简化该羽毛拍球的加工工艺,省时省力,但拍网的涨紧度不足,难以形成较佳的击球力,可用于儿童练习。
39.在本实施例中,拍柄300、拍框200、拍杆100由玻纤增强型尼龙树脂制成,防滑凸条301是与拍柄300一体注塑成型的(采用双色注塑机),防滑凸条301的材质为tpe,这样设置的好处在于,能够使拍柄形成外软内硬的握持效果,既起到防滑减震作用,又能够实现对挥拍力的较好传递。
40.由于拍杆100、拍框200、拍柄300横截面的径向尺寸并不相同,为降低应力集中,拍杆100包括拍杆本体101,以及连接在拍杆本体101两端部用于减轻应力集中的y型过渡件102及锥形过渡件103,y型过渡件102用于实现拍杆100与拍框200之间的过渡,锥形过渡件
103用于实现拍杆100与拍柄300之间的过渡,y形过渡件102及锥形过渡件103与拍杆本体101一体成型。
41.为方便调整羽毛球拍的重心,在本实施例中,拍柄300的端面中心开设有沿拍柄300轴向方向延伸的第一减重孔302,拍杆100内设有与拍杆100同轴并连通第一减重孔302的第二减重孔104,第二减重孔104与第一减重孔302同轴设置,第二减重孔104的孔径小于第一减重孔302的孔径,第二减重孔104的长度短于拍杆100的长度,这样设置的好处在于,可以降低拍柄300即拍杆100部分的重量,将该羽毛球拍的重心初步调整在拍杆100的中点附近,通过改变第二减重孔104的深度,还能够对该羽毛球拍的重心位置进行精细调整。
42.为避免第一减重孔302的孔口部裸露,在本实施例中,拍柄300的端部还连接有端盖303,端盖303包括与拍柄300的端面相贴合的底板3031,以及连接在底板3031四周并垂直折弯的围板3032,围板3032箍紧在拍柄300的端部外壁上。
43.实施例二实施例二与实施例一基本相同,不同之处在于,如图7所示,在实施例二中,端盖303还包括配重部3033,配重部3033通过螺栓3036连接在底板3031的中心并挤紧在第一减重孔302的内部,通过改变配重部3033的重量,可以将该羽毛球拍的重心调整在拍杆100中心靠近拍框200的一侧,实现头重,或者将该羽毛球拍的重心调整在拍杆100中心靠近拍柄300的一侧,实现头轻。
44.进一步地,配重部3033包括与底板3031中心通过螺栓3036锁紧的连接柱3034和设置在连接柱3034端部的球头3035,连接柱3034的直径小于第一减重孔302的内径,球头3035的直径为第一减重孔302内径的1.1-1.3倍,配重部3033凸出于底板3031的高度小于等于围板3032凸出于底板3031的高度,这样设置还能够通过球头3035向外挤压第一减重孔302的内壁,使其更加涨紧在围板3032内,提升端盖303与拍柄300端部的扣合紧密度。
45.本发明还提供一种制作上述羽毛球拍的制作方法,包括球拍本体的制作和拍网的制作,球拍本体的制作步骤包括:s1.将双色注塑机的模具合模,形成与拍框、拍杆及拍柄的外轮廓相匹配的第一型腔,以及与防滑凸条相匹配的第二型腔;s2.先向第一型腔填充熔融状态的尼龙树脂,所述尼龙树脂的型号为pa6+gf30,再向第二型腔填充熔融状态的tpe;s3.经保压
→
冷却
→
开模
→
脱模,得到具有拍框、拍杆、拍柄及防滑凸条的球拍本体。
46.该方法步骤简单、良品率高、易于实施。
47.优选地,在步骤s3后,将拍线沿拍框上的穿线孔依次穿入,绷紧后,形成所述拍网,这样能够根据需求调整拍网的绷紧程度,调整击球力。
48.优选地,球拍架为沿球拍本体厚度方向对剖后的两瓣式球拍架,在步骤s3后,还设有将两瓣式球拍架合拢的步骤s31,以及对合拢后的球拍架升温,使之融为一体的步骤s32,这样设置能够方便制作穿线孔及减重孔的模芯的脱模,避免脱模时损坏已经注塑成型的球拍架。
49.进一步优选地,拍网的制作方法为:在步骤s31之前,利用具有纵横交错流道的模具制作出一体式拍网,在进行步骤s31时,将一体式拍网夹在两瓣式球拍架的拍框之间,这
样设置的好处在于,能够简化拍网的加工工艺,无需人工穿线,能够适应大批量生产。
50.优选地,在进行步骤s2之前,第一型腔内设有用于在所述拍柄及所述拍杆内制作减重孔的模芯,模芯自拍柄所在位置插入并向拍杆所在位置延伸,模芯的插入深度可调,以调整球拍本体的重心。
51.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1