纵向刨切机的制作方法
1.本发明属于竹加工领域,更具体地说,涉及纵向刨切机。
背景技术:
2.随着世界经济的发展,人民生活水平的不断提高,办公及生活、娱乐场所的装饰越来越受到人们的关注,竹类因具有生长快、成材早、周期短、产量高等优点,目前在我国食品业、造纸、家俱板、工艺美术园艺、生物制药、竹碳、竹纤维、生态旅游和环境保护等领域得到广泛利用。
3.竹是一种速生、高产、优质、易于更新恢复的重要森林资源,它不仅生长周期短,而且其物理力学能优越。但与木材相比,竹材直径小,壁薄中空,削尖度大的特点为其加工利用带来了诸多问题和困难。主要的问题和困难有以下几个方面:1、多数木材加工设备和技术在竹材加工中不能直接应用,因此竹材加工业的技术水平远远落后于木材加工。
4.2、由于竹材的特殊结构,竹材加工的多数产品仅能实现机械化生产,个别工序或产品还难于摆脱手工劳动,要实现自动化、连续化的困难很多,所以竹材加工业劳动生产效率低。
5.3、竹材外表的竹青和内表的竹黄、胶粘剂不能润湿,根部和顶部竹材材性差异很大,竹材加工中真正可利用的材料是中间部分,因此,竹材的利用率较低,根据不同的产品,其利用率大多数在20%-25%之间。
6.4、竹材难以通过简单的加工,像木材那样加工成大尺寸的板材或方材而加以利用;毛竹通过锯、剖或刨加工,仅能加工成宽度为20-30mm,厚度为5-8mm的竹片,难以直接利用。
7.由于上述四方面的原因,竹材加工通过简单的锯剖或刨加工而制成的产品要在广泛的领域内替代木材,无论在性能和经济性等方面都难以取得成功,因此选择和寻找竹材工业利用的主要途径就成为发展竹材加工的主要焦点和突破口。
8.在竹材的锯剖或刨加工工艺阶段,由于竹材本身呈圆柱型,待刨切的竹片呈现弧形,在刨切时,难以保证每片成材厚度均一致,甚至在刨切后无法成为片状的成材,这大大导致了原材料的浪费与成品率的降低。
技术实现要素:
9.1.技术方案为解决上述问题,本发明采用如下的技术方案。
10.纵向刨切机,包括导向单元1、压紧单元2和切割单元3。
11.导向单元1将待刨切的竹片5沿纵向单向移动,并将待刨切的竹片5运送至切割单元3处刨切。
12.切割单元3包括刀片301。刀片301为固定部件,刀片301将待刨切的竹片5分为上、
下两部分。
13.刀片301与待刨切的竹片5接触为点接触,刀片301与刨切中的竹片5接触为线接触。
14.刨切后的竹片5的上、下部分别通过不同的通道继续单向移动。
15.压紧单元2与待刨切的竹片5上端抵接,竹片5在刨切时受到向下的压力以使竹片5的移动保持平衡。
16.压紧单元2与竹片5的抵接面随竹片5的厚度高低正向变化,以使竹片5受到的压力始终保持一致。
17.竹片5被导向单元1运送至刀片301处后,刀片301与竹片5为点接触,所以竹片5可轻易被剖开,且竹片5在被刨切的过程中,与刀片301的点接触转换为线接触,在保证刨切效果的基础上,使刨切更平稳。
18.压紧单元2使竹片5在被刨切的过程中始终受到向下的压力,迫使竹片5呈现直片状,便于加工,提高成品合格率。
19.进一步的,还包括底座4。导向单元1位于底座4上端,竹片5平行底座4上端面单向移动。压紧单元2固设于底座4上侧,压紧单元2对竹片5施加向下的压力。切割单元3位于导向单元1之间,以使竹片5在运行过程中被刨切。底座4使导向单元1、压紧单元2、切割单元3均具有放置基础。
20.进一步的,导向单元1包括上滚轮101、下滚轮102、滚轮支架和导向电机103。滚轮支架和导向电机103均固设于底座4上侧。竹片5位于上滚轮101与下滚轮102之间。下滚轮102嵌于底座4上端内,下滚轮102上缘高于底座4上端,下滚轮102与导向电机103输出端连接,以使下滚轮102绕自身轴心转动。上滚轮101与滚轮支架连接,上滚轮101可绕轴心自由转动。下滚轮102表面对竹片5的摩擦力大于上滚轮101表面对竹片5的摩擦力。导向单元1使竹片5向切割单元3移动。下滚轮102转动时,带动待刨切的竹片5向切割单元3移动,同时上滚轮101由于重力作用会下压待刨切的竹片5,使竹片5得到稳定的支撑和压紧,得到平衡的移动。
21.进一步的,上滚轮101与上支架之间设有调节组件104。调节组件104可使上滚轮101上下偏移时仍能转动。当竹片5厚度不均匀或每片竹片5厚度大小不一致时,上滚轮101需要调节与下滚轮102之间的距离,使竹片5能够顺利通过,不至于竹片5受到的压力过大而停止移动,且不至于竹片5受到的压力过小而产生抖动,造成成品不良的问题。
22.进一步的,下滚轮102与导向电机103输出端之间设有调节组件104。调节组件104可使下滚轮102上下偏移时仍能转动。当竹片5厚度不均匀或每片竹片5厚度大小不一致时,下滚轮102需要调节与上滚轮101之间的距离,使竹片5能够顺利通过,不至于竹片5受到的压力过大而停止移动,且不至于竹片5受到的压力过小而产生抖动,造成成品不良的问题。
23.进一步的,调节组件104包括固一套105、连杆106和固二套107。固一套105与固二套107之间通过连杆106连接。上滚轮101对应的固一套105与上滚轮101轴心连接,下滚轮102对应的固一套105与下滚轮102轴心连接。上滚轮101对应的固二套107与上支架连接,下滚轮102对应的固二套107与导向电机103输出端连接。固一套105与连杆106为转动连接,固二套107与连杆106为转动连接,固一套105与固二套107仅能在单一且同一平面内转动。有效保证固一套105上下移动时,连杆106转动,使与固一套105连接的上滚轮101或下滚轮102
顺利移动,同时上滚轮101或下滚轮102依然可绕轴转动。
24.进一步的,压紧单元2包括皮带201、辊一轮202、辊二轮204、压紧轮206和压紧支架207。皮带201绕设于辊一轮202和辊二轮204外周,辊一轮202和辊二轮204转动时,带动皮带201移动,辊一轮202和辊二轮204下侧的皮带201的移动方向与竹片5移动方向一致。压紧轮206与压紧支架207连接,压紧支架207位于底座4上侧,压紧轮206位于位于皮带201内侧,压紧轮206与下侧的皮带201始终抵接,压紧支架207可被动上下调节。竹片5在刨切时,始终受到皮带201的挤压,竹片5的受力均匀,可保持直片状,经刀片301刨切后形成相同的直片,有效避免经过刨切后竹片5形成形状不一致的弧形板,成为废品的问题。
25.进一步的,压紧轮206轴心与压紧支架207转动连接,压紧轮206可自由转动。使下压力不会太大,造成竹片5移动受阻的问题。
26.进一步的,刀片301上端相对底座4上端的距离可调。可适应不同厚度的竹片5刨切需求。
27.2.有益效果相比于现有技术,本发明的优点在于:(1)导向单元1带动竹片5移动时,对竹片5同时进行上下方向的挤压,使竹片5的移动更稳定,有效避免竹片5偏移,造成的成品报废问题。
28.(2)皮带201与竹片5始终抵接,皮带201始终受到压紧轮206的下压力206,有效保证竹片5在被刨切时,被压紧稳定,不会产生抖动,造成成品报废的问题,压紧轮206可上下自我调节,可适应不同厚度的竹片5和同一竹片5上不同厚度的节段,使竹片5受到的压力相同,有效避免竹片5因受到的压力过大而前进受阻的问题。
29.(3)上滚轮101和下滚轮102均连接有调节组件104,调节组件104包括固一套105、连杆106、固二套107,固一套105与连杆106为转动连接,固二套107与连杆106为转动连接,固一套105与固二套107仅能在单一且同一平面内转动,有效保证固一套105上下移动时,连杆106转动,使与固一套105连接的上滚轮101或下滚轮102顺利移动,同时上滚轮101或下滚轮102依然可绕轴转动。
30.(4)压紧轮206轴心与压紧支架207转动连接,压紧轮206可自由转动,使下压力不会太大,造成竹片5移动受阻的问题。
31.(5)刀片301上端相对底座4上端的距离可调,可适应不同厚度的竹片5刨切需求。
附图说明
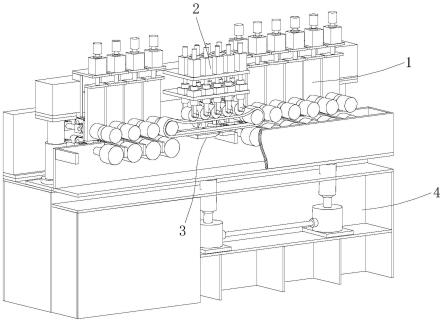
32.图1为本发明的正视平面结构示意图;图2为本发明的导向单元的平面结构示意图;图3为本发明的压紧单元的平面结构示意图;图4为本发明的竹片未刨切时的平面位置结构示意图;图5为本发明的竹片刨切时的平面位置结构示意图;图6为本发明的俯视平面结构示意图;图7为本发明的右视平面结构示意图;图8为本发明的调节组件的平面结构示意图。
33.图中标号说明:
导向单元1、上滚轮101、下滚轮102、导向电机103、调节组件104、固一套105、连杆106、固二套107、压紧单元2、皮带201、辊一轮202、一电机203、辊二轮204、二电机205、压紧轮206、压紧支架207、切割单元3、刀片301、底座4、竹片5。
具体实施方式
34.请参阅图1-8的纵向刨切机,包括导向单元1、压紧单元2、切割单元3和底座4。
35.导向单元1将待刨切的竹片5沿纵向单向移动,并将待刨切的竹片5运送至切割单元3处刨切。导向单元1位于底座4上端,竹片5平行底座4上端面单向移动。
36.导向单元1包括上滚轮101、下滚轮102、滚轮支架和导向电机103。滚轮支架和导向电机103均固设于底座4上侧。竹片5位于上滚轮101与下滚轮102之间。下滚轮102嵌于底座4上端内,下滚轮102上缘高于底座4上端,下滚轮102与导向电机103输出端连接,以使下滚轮102绕自身轴心转动。上滚轮101与滚轮支架连接,上滚轮101可绕轴心自由转动。下滚轮102表面对竹片5的摩擦力大于上滚轮101表面对竹片5的摩擦力。导向单元1使竹片5向切割单元3移动。下滚轮102转动时,带动待刨切的竹片5向切割单元3移动,同时上滚轮101由于重力作用会下压待刨切的竹片5,使竹片5得到稳定的支撑和压紧,得到平衡的移动。
37.上滚轮101与上支架之间设有调节组件104。调节组件104可使上滚轮101上下偏移时仍能转动。当竹片5厚度不均匀或每片竹片5厚度大小不一致时,上滚轮101需要调节与下滚轮102之间的距离,使竹片5能够顺利通过,不至于竹片5受到的压力过大而停止移动,且不至于竹片5受到的压力过小而产生抖动,造成成品不良的问题。
38.下滚轮102与导向电机103输出端之间设有调节组件104。调节组件104可使下滚轮102上下偏移时仍能转动。当竹片5厚度不均匀或每片竹片5厚度大小不一致时,下滚轮102需要调节与上滚轮101之间的距离,使竹片5能够顺利通过,不至于竹片5受到的压力过大而停止移动,且不至于竹片5受到的压力过小而产生抖动,造成成品不良的问题。
39.调节组件104包括固一套105、连杆106和固二套107。固一套105与固二套107之间通过连杆106连接。上滚轮101对应的固一套105与上滚轮101轴心连接,下滚轮102对应的固一套105与下滚轮102轴心连接。上滚轮101对应的固二套107与上支架连接,下滚轮102对应的固二套107与导向电机103输出端连接。固一套105与连杆106为转动连接,固二套107与连杆106为转动连接,固一套105与固二套107仅能在单一且同一平面内转动。有效保证固一套105上下移动时,连杆106转动,使与固一套105连接的上滚轮101或下滚轮102顺利移动,同时上滚轮101或下滚轮102依然可绕轴转动。
40.切割单元3位于导向单元1之间,切割单元3包括刀片301。刀片301为固定部件,刀片301将待刨切的竹片5分为上、下两部分。
41.刀片301与待刨切的竹片5接触为点接触,刀片301与刨切中的竹片5接触为线接触。
42.刀片301上端相对底座4上端的距离可调。可适应不同厚度的竹片5刨切需求。
43.压紧单元2与待刨切的竹片5上端抵接,竹片5在刨切时受到向下的压力以使竹片5的移动保持平衡。压紧单元2固设于底座4上侧。
44.压紧单元2包括皮带201、辊一轮202、辊二轮204、压紧轮206和压紧支架207。皮带201绕设于辊一轮202和辊二轮204外周,辊一轮202和辊二轮204转动时,带动皮带201移动,
辊一轮202和辊二轮204下侧的皮带201的移动方向与竹片5移动方向一致。压紧轮206与压紧支架207连接,压紧支架207位于底座4上侧,压紧轮206位于位于皮带201内侧,压紧轮206与下侧的皮带201始终抵接,压紧支架207可被动上下调节。竹片5在刨切时,始终受到皮带201的挤压,竹片5的受力均匀,可保持直片状,经刀片301刨切后形成相同的直片,有效避免经过刨切后竹片5形成形状不一致的弧形板,成为废品的问题。
45.压紧轮206轴心与压紧支架207转动连接,压紧轮206可自由转动。使下压力不会太大,造成竹片5移动受阻的问题。
46.竹片5被导向单元1运送至刀片301处后,刀片301与竹片5为点接触,所以竹片5可轻易被剖开,且竹片5在被刨切的过程中,与刀片301的点接触转换为线接触,在保证刨切效果的基础上,使刨切更平稳。
47.压紧单元2使竹片5在被刨切的过程中始终受到向下的压力,迫使竹片5呈现直片状,便于加工,提高成品合格率。
48.刨切后的竹片5的上片从刀片301上侧通过,下片从刀片301下侧通过,使被刨切后的两部分竹片5不再贴合,从不同通道转移,便于区分和整理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1