一种园林建筑用方木自动车圆同步打磨设备的制作方法
1.本发明涉及木料加工领域,具体是涉及一种园林建筑用方木自动车圆同步打磨设备。
背景技术:
2.建筑作为园林的要素之一是中国园林的特点,已有悠久的历史。中国园林建筑最早可以追溯到商周时代苑、囿中的台榭。魏晋以后,在中国自然山水园中,自然景观是主要观赏对象,因此建筑要和自然环境相协调,体现出诗情画意,使人在建筑中更好的体会自然之美。同时自然环境有了建筑的装点往往更加富有情趣。所以中国园林建筑最基本的特点就是同自然景观融洽和谐。中国的现代园林建筑在使用功能上与古代园林建筑已有很大的不同。公园已取代过去的私园成为主要的园林形式。园林建筑越来越多地出现在公园、风景区、城市绿地、宾馆庭园乃至机关、工厂之中。
3.在园林建筑的过程中,需要大量的实用木材,如加工而成的圆木或者方木,在实际的建筑过程中,存在工期收尾时,方木的数量多了而圆木的数量不够,需要重新加工定制圆木,而且还需要对圆木的表面进行打磨抛光,十分不方便从而造成不必要的浪费,因此需要设计一种能够将方木加工成圆木并同步进行打磨的设备。
技术实现要素:
4.为解决上述技术问题,提供一种园林建筑用方木自动车圆同步打磨设备。
5.为达到以上目的,本发明采用的技术方案为:一种园林建筑用方木自动车圆同步打磨设备,包括刚性压紧旋转组件,用于抵紧方木的一端并带动方木进行旋转;柔性压紧旋转组件,用于抵紧方木的另一端并带动方木进行旋转,柔性压紧旋转组件与刚性压紧旋转组件的旋转轴线重合;双端升降组件,其两端具有能够进行升降的输出端,并且两端的升降输出端分别用于供刚性压紧旋转组件和柔性压紧旋转组件连接;吊轨平移组件,位于双端升降组件的正上方,并且具有能够横向平移的输出端,该输出端的平移方向与方木的长度方向一致;支撑平台,设置于吊轨平移组件上,并且与吊轨平移组件的输出端相连;车圆组件,设置于支撑平台上,包括有第一主轴系统和铣刀;打磨组件,设置于支撑平台上,包括有第二主轴系统和打磨头;所述车圆组件与所述打磨组件沿支撑平台的平移方向依次分布。
6.优选的,刚性压紧旋转机构包括第一底板、第一单轴气缸、第一旋转驱动器、第一滑轨、第一连接栓、第一压头、两个第一滑块以及两个第一l型支架,第一底板呈水平状态设置,第一滑轨呈水平状态固定设置于第一底板的顶部一端,第一单轴气缸呈水平状态固定设置于第一底板的顶部另一端,两个第一滑块均滑动设置于第一滑轨上,两个第一l型支架
分别呈竖直状态固定设置于两个第一滑块上,第一单轴气缸的输出轴与相靠近的一个第一l型支架固定连接,第一旋转驱动器呈水平状态与靠近第一单轴气缸的一个第一l型支架固定连接,第一压头呈水平状态轴接设置于另一个第一l型支架上,第一旋转驱动器的输出轴与第一压头同轴连接,第一连接栓呈水平穿过一个第一l型支架后固定插设于另一个第一l型支架中,第一连接栓上旋设有一个用于固定连接第一l型支架的螺母。
7.优选的,柔性压紧旋转机构包括第二底板、第二单轴气缸、第二旋转驱动器、第二滑轨、弹簧、第二连接栓、第二压头、两个第二滑块以及两个第二l型支架,第二底板呈水平状态设置,第二滑轨呈水平状态固定设置于第二底板的顶部二端,第二单轴气缸呈水平状态固定设置于第二底板的顶部另二端,两个第二滑块均滑动设置于第二滑轨上,两个第二l型支架分别呈竖直状态固定设置于两个第二滑块上,第二单轴气缸的输出轴与相靠近的二个第二l型支架固定连接,第二旋转驱动器呈水平状态与靠近第二单轴气缸的二个第二l型支架固定连接,第二压头呈水平状态轴接设置于另二个第二l型支架上,第二旋转驱动器的输出轴与第二压头同轴连接,第二连接栓呈水平穿过二个第二l型支架后固定插设于另二个第二l型支架中,弹簧套设于第二连接栓上并且分别抵触两个第二l型支架。
8.优选的,双端升降组件包括空心方钢和两组对称设置于空心方钢两端的升降机构,每组升降机构均包括行程气缸、升降台、长连杆和短连杆,行程气缸位于空心方钢的内侧,并且行程气缸的尾部通过一个铰接座与空心方钢的内部固定连接,升降台呈水平状态设置于空心方钢的上方,升降台的底部设置有若干个呈竖直状态向下伸入空心方钢的导向杆,长连杆的一端与升降台的底部铰接,另一端伸入空心方钢内并与行程气缸的输出端铰接,短连杆的一端与空心方钢的内侧顶部铰接,另一端与长连杆的中部铰接并且该铰接处靠近行程气缸一端设置,空心方钢的顶部开设有用于避让长连杆的避让缺口。
9.优选的,吊轨平移组件包括线轨平移机构、导向机构和两个支撑座,两个线轨平移机构和导向机构呈平行状态固定架设于两个支撑座的顶部,线轨平移机构包括第一线轨、皮带、驱动电机、第三滑块、两个第一连接座和两个皮带轮,两个第一连接座分别固定设置于两个支撑座的顶部,第一线轨呈水平状态设置并且其两端分别约两个第一连接座固定连接,两个皮带轮分别固定设置于两个第一连接座行,驱动电机固定设置于其中一个第一连接座上并且与对应的皮带轮相连,皮带连接两个皮带轮,第三滑块的上半部与第一线轨滑动连接,第三滑块的下半部与皮带固定连接,导向机构包括第二线轨、第四滑块和两个第二连接座,两个第二连接座分别固定设置于两个支撑座上,第二线轨的两端分别与两个第二连接座连接,第四滑块滑动设置于第二线轨上。
10.优选的,支撑平台为矩形板状结构,其中部开设有矩形避让通孔,支撑平台的两端底部分别与第三滑块和第四滑块连接,车圆组件和打磨组件均分别通过一个调距组件与支撑平台相连。
11.优选的,每个调距组件均包括第五滑块、螺纹座、螺纹杆和两个轴座,支撑平台上开设有两个位于矩形避让通孔两侧的条形滑槽,第五滑块滑动嵌设于对应的条形滑槽中,螺纹座固定设置于第五滑块的底部,两个轴座分别规定设置于条形滑槽的两端,螺纹杆水平穿过螺纹座并且螺纹杆的两端分别与两个轴座相连,螺纹杆的长度方向与条形滑槽的长度方向平行,并且垂直于方木的长度方向。
12.优选的,第一旋转驱动器或第二旋转驱动器的输出轴上均设有用于同轴连接压头
的轴向限位槽。
13.优选的,第一线轨的两端均固定设置有一个限位开关。
14.本发明的有益效果:本发明通过两个压紧旋转组件将方木抵紧并带动其旋转,通过升降组件带动旋转中的方木上移并接触铣刀和打磨头,通过铣刀将旋转中的方木车圆,通过打磨头对车圆后的木料表面进行打磨抛光,进而将车圆与打磨整合在同一步骤中,极大的提高了加工效率。
附图说明
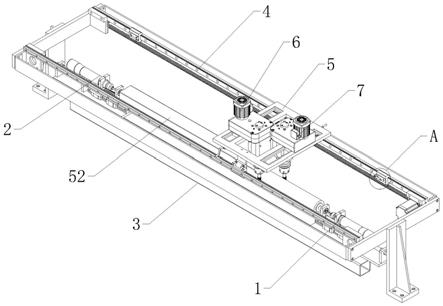
15.图1为本发明的 立体结构示意图。
16.图2为图1中的a处结构放大示意图。
17.图3为本发明的平面结构示意图一。
18.图4为本发明的平面结构示意图二。
19.图5为本发明的刚性压紧旋转组件的平面结构示意图。
20.图6为本发明的柔性压紧旋转组件的平面结构示意图。
21.图7为本发明的柔性压紧旋转组件的立体结构分解示意图。
22.图8为本发明的升降机构的平面剖视图。
23.图9为本发明的吊轨平移组件的立体结构示意图。
24.图10为本发明的支撑平台、车圆组件、打磨组件以及调距组件的立体结构示意图。
25.图中标号为:1
‑
刚性压紧旋转组件;2
‑
柔性压紧旋转组件;3
‑
双端升降组件;4
‑
吊轨平移组件;5
‑
支撑平台;6
‑
车圆组件;7
‑
打磨组件;8
‑
第一底板;9
‑
第一单轴气缸;10
‑
第一旋转驱动器;11
‑
第一滑轨;12
‑
第一连接栓;13
‑
第一压头;14
‑
第一滑块;15
‑
第一l型支架;16
‑
螺母;17
‑
第二底板;18
‑
第二单轴气缸;19
‑
第二旋转驱动器;20
‑
第二滑轨;21
‑
弹簧;22
‑
第二连接栓;23
‑
第二压头;24
‑
第二滑块;25
‑
第二l型支架;26
‑
空心方钢;27
‑
行程气缸;28
‑
升降台;29
‑
长连杆;30
‑
短连杆;31
‑
铰接座;32
‑
导向杆;33
‑
避让缺口;34
‑
支撑座;35
‑
第一线轨;36
‑
皮带;37
‑
驱动电机;38
‑
第三滑块;39
‑
第一连接座;40
‑
皮带轮;41
‑
第二线轨;42
‑
第四滑块;43
‑
第二连接座;44
‑
矩形避让通孔;45
‑
第五滑块;46
‑
螺纹座;47
‑
螺纹杆;48
‑
轴座;49
‑
条形滑槽;50
‑
轴向限位槽;51
‑
限位开关;52
‑
方木。
具体实施方式
26.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
27.参照图1至图10所示的一种园林建筑用方木自动车圆同步打磨设备,包括刚性压紧旋转组件1,用于抵紧方木52的一端并带动方木52进行旋转;柔性压紧旋转组件2,用于抵紧方木52的另一端并带动方木52进行旋转,柔性压紧旋转组件2与刚性压紧旋转组件1的旋转轴线重合;双端升降组件3,其两端具有能够进行升降的输出端,并且两端的升降输出端分别用于供刚性压紧旋转组件1和柔性压紧旋转组件2连接;吊轨平移组件4,位于双端升降组件3的正上方,并且具有能够横向平移的输出端,
该输出端的平移方向与方木52的长度方向一致;支撑平台5,设置于吊轨平移组件4上,并且与吊轨平移组件4的输出端相连;车圆组件6,设置于支撑平台5上,包括有第一主轴系统和铣刀;打磨组件7,设置于支撑平台5上,包括有第二主轴系统和打磨头;所述车圆组件6与所述打磨组件7沿支撑平台5的平移方向依次分布。
28.首先通过机械臂或者人工的方式将方木52横向放置,接着通过刚性压紧旋转组件1和柔性压紧旋转组件2分别从两端将方木52压紧后带动方木52进行旋转,急着通过双端升降组件3带动方木52整体进行上升,直至旋转中的方木52与上方的铣刀接触,从而铣刀配合旋转中的方木52将接触的位置由方形加工为圆形,接着吊轨平移组件4带动车圆组件6和打磨组件7横向移动,此过程中铣刀沿方木52的轴向进行移动,从而将一整根旋转中的方木52车圆,与此同时,打磨头紧随着铣刀的移动而移动,铣刀在前方将方木52车圆,打磨头在后方对车圆后的圆木表面进行打磨,直至完成一整根方木52的车圆同步打磨过程。
29.刚性压紧旋转机构包括第一底板8、第一单轴气缸9、第一旋转驱动器10、第一滑轨11、第一连接栓12、第一压头13、两个第一滑块14以及两个第一l型支架15,第一底板8呈水平状态设置,第一滑轨11呈水平状态固定设置于第一底板8的顶部一端,第一单轴气缸9呈水平状态固定设置于第一底板8的顶部另一端,两个第一滑块14均滑动设置于第一滑轨11上,两个第一l型支架15分别呈竖直状态固定设置于两个第一滑块14上,第一单轴气缸9的输出轴与相靠近的一个第一l型支架15固定连接,第一旋转驱动器10呈水平状态与靠近第一单轴气缸9的一个第一l型支架15固定连接,第一压头13呈水平状态轴接设置于另一个第一l型支架15上,第一旋转驱动器10的输出轴与第一压头13同轴连接,第一连接栓12呈水平穿过一个第一l型支架15后固定插设于另一个第一l型支架15中,第一连接栓12上旋设有一个用于固定连接第一l型支架15的螺母16。
30.通过第一单轴气缸9带动与之连接的第一l型支架15在第一滑轨11上进行平移,从而该第一l型支架15带动与之连接的第一旋转驱动器10向前移动,两个第一l型支架15之间通过第一连接栓12固定连接形成一个整体,从而随着第一单轴气缸9的伸出,第一压头13也会随着前移,直至第一压头13接触并抵紧方木52的一端。其中与第一压头13连接的第一l型支架15上设置有用于同第一压头13轴接的轴承,一方面对第一压头13进行支撑限位,另一方面减小第一压头13旋转时的摩擦阻力。
31.柔性压紧旋转机构包括第二底板17、第二单轴气缸18、第二旋转驱动器19、第二滑轨20、弹簧21、第二连接栓22、第二压头23、两个第二滑块24以及两个第二l型支架25,第二底板17呈水平状态设置,第二滑轨20呈水平状态固定设置于第二底板17的顶部二端,第二单轴气缸18呈水平状态固定设置于第二底板17的顶部另二端,两个第二滑块24均滑动设置于第二滑轨20上,两个第二l型支架25分别呈竖直状态固定设置于两个第二滑块24上,第二单轴气缸18的输出轴与相靠近的二个第二l型支架25固定连接,第二旋转驱动器19呈水平状态与靠近第二单轴气缸18的二个第二l型支架25固定连接,第二压头23呈水平状态轴接设置于另二个第二l型支架25上,第二旋转驱动器19的输出轴与第二压头23同轴连接,第二连接栓22呈水平穿过二个第二l型支架25后固定插设于另二个第二l型支架25中,弹簧21套设于第二连接栓22上并且分别抵触两个第二l型支架25。
32.通过第二单轴气缸18带动与之连接的第二l型支架25在第二滑轨20上进行平移,
从而该第二l型支架25带动与之连接的第二旋转驱动器19向前移动,两个第二l型支架25之间通过第二连接栓22活动连接,并配合弹簧21提供了一段缓冲行程,从而随着第二单轴气缸18的伸出,第二压头23也会随着前移,直至第二压头23接触方木52的一端,紧接着弹簧21会受压收缩,从而两个第二l型支架25之间的距离会减小,从而为第二丫头接触方木52的一端提供了缓冲效果,以便于能够在所加工的方木52长度有些许不一致时具有可弹性调整的余量。其中与第二压头23连接的第二l型支架25上同样设置有用于同第二压头23轴接的轴承,一方面对第二压头23进行支撑限位,另二方面减小第二压头23旋转时的摩擦阻力。
33.双端升降组件3包括空心方钢26和两组对称设置于空心方钢26两端的升降机构,每组升降机构均包括行程气缸27、升降台28、长连杆29和短连杆30,行程气缸27位于空心方钢26的内侧,并且行程气缸27的尾部通过一个铰接座31与空心方钢26的内部固定连接,升降台28呈水平状态设置于空心方钢26的上方,升降台28的底部设置有若干个呈竖直状态向下伸入空心方钢26的导向杆32,长连杆29的一端与升降台28的底部铰接,另一端伸入空心方钢26内并与行程气缸27的输出端铰接,短连杆30的一端与空心方钢26的内侧顶部铰接,另一端与长连杆29的中部铰接并且该铰接处靠近行程气缸27一端设置,空心方钢26的顶部开设有用于避让长连杆29的避让缺口33。
34.通过行程气缸27的输出轴伸出,将长连杆29的下端向前移动,则在导向杆32的纵向限位效果下,长连杆29的上端会将升降台28竖直向上顶起,此过程中短连杆30与长连杆29的下半段铰接,将长连杆29的移动轨迹限制为以短连杆30为中心的圆周运动,在此过程中通过长连杆29在与短连杆30的连接处进行旋转从而实现升降台28的抬升。通过行程气缸27可对伸出长度进行灵活调节,从而使行程气缸27完全伸出后,方木52刚好位于铣刀和打磨头所在的高度。
35.吊轨平移组件4包括线轨平移机构、导向机构和两个支撑座34,两个线轨平移机构和导向机构呈平行状态固定架设于两个支撑座34的顶部,线轨平移机构包括第一线轨35、皮带36、驱动电机37、第三滑块38、两个第一连接座39和两个皮带轮40,两个第一连接座39分别固定设置于两个支撑座34的顶部,第一线轨35呈水平状态设置并且其两端分别约两个第一连接座39固定连接,两个皮带轮40分别固定设置于两个第一连接座39行,驱动电机37固定设置于其中一个第一连接座39上并且与对应的皮带轮40相连,皮带36连接两个皮带轮40,第三滑块38的上半部与第一线轨35滑动连接,第三滑块38的下半部与皮带36固定连接,导向机构包括第二线轨41、第四滑块42和两个第二连接座43,两个第二连接座43分别固定设置于两个支撑座34上,第二线轨41的两端分别与两个第二连接座43连接,第四滑块42滑动设置于第二线轨41上。
36.通过驱动电机37带动两个皮带轮40和皮带36进行旋转,从而使与皮带36固定连接的第三滑块38沿着第一线轨35进行平移,从而是与第三滑块38相连的支撑平台5进行平移,此过程中,支撑平台5的另一侧与第四滑块42相连,从而带动第四滑块42沿着和第二线轨41进行平移,通过第三滑块38和第四滑块42共同将支撑平台5架设于第一线轨35和第二线轨41之上,从而保证了支撑平台5能够稳定且流畅的进行平移。
37.支撑平台5为矩形板状结构,其中部开设有矩形避让通孔44,支撑平台5的两端底部分别与第三滑块38和第四滑块42连接,车圆组件6和打磨组件7均分别通过一个调距组件与支撑平台5相连。通过调距组件分别对车圆组件6或者打磨组件7进行横向位置调节,从而
能够对铣刀或打磨头与方木52之间的距离进行灵活的调整,进而调节所加工而成圆木的粗细。矩形避让通孔44用于在调距组件带动车圆组件6或者打磨组件7横向移动时提供避让空间。
38.每个调距组件均包括第五滑块45、螺纹座46、螺纹杆47和两个轴座48,支撑平台5上开设有两个位于矩形避让通孔44两侧的条形滑槽49,第五滑块45滑动嵌设于对应的条形滑槽49中,螺纹座46固定设置于第五滑块45的底部,两个轴座48分别规定设置于条形滑槽49的两端,螺纹杆47水平穿过螺纹座46并且螺纹杆47的两端分别与两个轴座48相连,螺纹杆47的长度方向与条形滑槽49的长度方向平行,并且垂直于方木52的长度方向。
39.通过旋转螺纹杆47来带动第五滑块45沿着条形滑槽49进行横向移动,从而使与第五滑块45连接的车圆组件6或者打磨组件7进行平移,进而调节铣刀或者打磨头与方木52之间的距离。轴座48用于为螺纹杆47提供旋转的同时提供支撑。
40.第一旋转驱动器10或第二旋转驱动器19的输出轴上均设有用于同轴连接压头的轴向限位槽50。第二旋转驱动器19带动第二压头23进行旋转的过程中,通过第二压头23内壁上设有的凸条与轴向限位槽50相配合,保证了第二旋转驱动器19能够带动第二压头23进行旋转的同时,使得第二压头23与第二旋转驱动器19之间能够相对移动,从而在弹簧21收缩的过程中能够使第二压头23与第二旋转驱动器19之间的距离进行自适应调整。
41.第一线轨35的两端均固定设置有一个限位开关51。通过第三滑块38在移动过程中分别接触两个限位开关51时停止移动,接着反向回归原位,两个限位开关51的位置即为支撑平台5的起始位置。限位开关51产生的信号发送给控制器,通过控制器来控制吊柜平移组件的运行,此处不再赘述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1