一种用于钻大外径孔的钻头的制作方法
1.本实用新型涉及木材加工工具技术领域,具体地讲,是涉及一种用于钻大外径孔的木工专用钻头。
背景技术:
2.现有技术中适用于钻削各种木材的主要有普通麻花钻和平翼钻两种,普通麻花钻只由钻体及钻柄组成,钻体的头部为锥形,所以在实际使用中所钻的孔不够光洁、排屑不畅;且由于切削阻力大,使得切削不够轻便,效率低;尽管平翼钻在使用时所钻的孔较为光洁,但其还是存在排屑不畅,钻削时不能自动进退及由于切削阻力大而导致切削不够轻便,效率低等缺陷。
3.在需要钻大外径孔时,现有钻头至少存在以下缺陷:其一是木材的实际钻削加工中,钻头容易打滑导致定心精度不准,容易使钻头晃动和跳动,从而导致钻孔内表面光洁度不够;其二是钻头的刀片刃口设计为满直线刃口,切削板材时刃口接触面积大,切削时刀具阻力大,易造成刀具抖动,影响加工质量;其三是划线刃的设计部位的尖点极易磨损甚至断裂,造成刀具损坏,影响生产加工,同时切削阻力大,木屑排出困难,普通的木工钻推进困难,极易导致钻头断裂;其四是普通大外径木工钻在钻头损坏后只能进行整体的报废处理,再次使用时需要对钻头进行整体更换,浪费了大量的刀具加工材料,不能满足节能制造的使用要求。
技术实现要素:
4.针对上述技术问题,本实用新型的目的在于提供一种用于钻大外径孔的钻头,可有效解决现有钻头切削大外径孔时易出现抖动的技术问题,在使用时切削阻力小,提高钻头对工件的定位稳定性,使刀具在使用时切削声音更小,可有效提高刀具的使用寿命和加工效率。
5.本实用新型采用的技术方案如下:
6.一种用于钻大外径孔的钻头,所述钻头包括钻体及与钻体连接的钻柄,其中所述钻体具有圆柱状的切削端,且所述钻体包括:
7.三个排屑槽;三个所述排屑槽沿所述切削端在同一旋转方向上均匀布置;
8.合金中心尖,所述合金中心尖固定于所述切削端的中心位置;
9.三个合金刀片,三个所述合金刀片固定于所述切削端端面上,并以所述合金中心尖为圆心等角度分布于所述合金中心尖四周,所述合金刀片由所述合金中心尖底部侧向至钻体边缘呈直线型延伸设置;且在三个所述合金刀片的刀刃上均开设有凹凸相接的r刃口。
10.本技术方案钻头在加工切削大外径孔时可由合金中心尖进行定位,避免钻头容易打滑导致定心精度不准,提高钻头对工件的定位稳定性;且均匀分布于合金中心尖四周的合金刀片在刀刃上均匀开设有凹凸相接的r刃口,在使用切削工件时切削阻力小,不易造成刀具抖动,进而使刀具在使用时切削声音更小,使刀具切削速度可以加快,从而可有效避免
钻头切削大外径孔时易出现抖动的技术问题,提高刀具的使用寿命和加工效率。
11.上述技术方案优选地,三个所述合金刀片的r刃口的凸部最高点在同一切削圆周上相互错开;如此在实现钻削工件的同时可有效减小刀具与木料的接触面积,进一步降低切削阻力,加快刀具切削速度;同时该凹凸相接的r刃口可还起到断屑的作用,提高废料的切割程度以便于切削废料从排屑槽排出,进而不易损害刀具,在保证刀具切削能力的同时延长其使用寿命。
12.上述技术方案优选地,所述r刃口的半径为r,且0.4mm≦r≦1.0mm。本技术方案半径r值越小时,加工板材的孔的底面越光滑;半径r值越大时,加工时切削的阻力越小,切削更轻快。
13.上述技术方案优选地,三个所述合金刀片分别与三个所述排屑槽一一对应,且每个所述合金刀片上的刀刃均布置于靠近其对应的所述排屑槽一侧;如此在合金刀片切削废屑后可直接通过其对应的排屑槽排出,避免废屑在钻体切削端影响合金刀片切削废屑,使得钻头排屑更为顺畅,且提高钻头切削效率。
14.上述技术方案优选地,所述合金中心尖嵌设于所述钻体的切削端中心位置,如此在实现合金中心尖定位顶紧的同时,可便于合金中心尖更换,避免对钻头进行整体更换,可节约刀具加工材料。
15.上述技术方案优选地,所述合金中心尖的高度为h,且3mm≦h≦4mm。本技术方案中心尖的高度越高时,钻头在使用时定位更准,加工更稳。
16.上述技术方案优选地,所述钻体还包括三个合金划线刃,三个所述合金划线刃均匀固定于所述钻体的切削端边缘处,用于切削加工孔的外径;结合合金中心尖的定位设计,可有效保证钻头在钻大外径孔时的切割平稳性,提高钻头的切割效率,保证所钻的孔较为光洁。
17.上述技术方案优选地,所述合金划线刃的高度低于所述合金中心尖,且所述合金划线刃的高度高于所述合金刀片;如此在钻削的过程中可通过合金中心尖先接触被加工工件且定住需加工孔圆心,再由合金划线刃负责预切削出加工孔的外径,再通过合金刀片切削掉孔中间需切削掉的部分以完成加工。
18.上述技术方案优选地,所述合金划线刃位于所述合金刀片背离其刀刃刃口一侧,且所述合金划线刃靠近其对应的排屑槽,如此合金划线刃与合金刀片为单独切削个体,切削过程互不影响,同时废屑排出更为顺畅。
19.上述技术方案优选地,所述合金划线刃的划线轮廓形状为弧形;本技术方案中将合金划线刃设计为弧形刃口,切削时更耐磨,从而不易损害刀具,在保证刀具切削能力的同时延长其使用寿命。
20.本实用新型至少具有以下有益效果:
21.1.本实用新型钻头采用三个合金刀片合理布置及凹凸相接的r刃口结构设计,可有效减小切削时与工件接触面积,在使用切削工件时切削阻力小,进而使刀具在使用时切削声音更小,使刀具切削速度可以加快,且有效避免钻头切削大外径孔时易出现抖动的技术问题,同时该凹凸相接的r刃口可还起到断屑的作用,提高废料的切割程度以便于切削废料从排屑槽排出,进而不易损害刀具,在保证刀具切削能力的同时延长其使用寿命。
22.2.本实用新型钻头采用合金中心尖对工件加工孔圆心进行定位,在钻削的过程中
可通过合金中心尖先接触被加工工件且定住需加工孔圆心,再由合金划线刃负责预切削出加工孔的外径,再通过合金刀片切削掉孔中间需切削掉的部分以完成加工,相对于传统钻头,可有效提高钻头钻削能力,适用于钻出大外径孔,且刀具在使用中不易抖动,钻孔光洁质量好。
23.3.本实用新型钻头采用合金刀片分别与排屑槽一一对应,且合金划线刃也靠近其对应的排屑槽布置,如此在利用合金刀片和合金划线刃切削废屑后可直接通过其对应的排屑槽排出,避免废屑在钻体切削端影响合金刀片切削废屑,使得钻头排屑更为顺畅,且提高钻头切削效率及使用寿命
24.4.本实用新型钻头的合金划线刃采用弧形刃口,相对于直线刃口在加工时抗冲击能力更好,且加工时抗冲击能力更好,切削时更耐磨,从而不易损害刀具,进一步在保证刀具切削能力的同时延长其使用寿命。
附图说明
25.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
26.图1示出了本实用新型实施例用于钻大外径孔的钻头的侧视图;
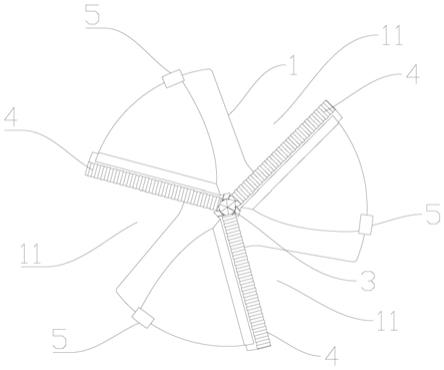
27.图2示出了本实用新型实施例中钻体切削端的端面示意图。
28.图中:1-钻体;11-排屑槽;2-钻柄;3-合金中心尖;4-合金刀片;41-r刃口;5-合金划线刃。
具体实施方式
29.下面结合附图和具体实施例对本实用新型作进一步的说明。
30.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
31.请参考图1和图2所示,本实施例提供了一种用于钻大外径孔的钻头,以用于加工木料为例,该钻头包括钻体1及与钻体1连接的钻柄2,其中钻体1与钻柄2可以是采用螺纹连接,进而形成分体式钻头,便于钻头损坏后更换,无需要对钻头进行整体更换,可有效节约大量的刀具加工材料;关键地,本实施例提供的钻体1具有圆柱状的切削端,且钻体1包括三个排屑槽11、合金中心尖3以及三个合金刀片4,三个排屑槽11沿切削端在同一旋转方向上均匀布置,也就是说若钻体1沿着逆时针方向旋转切削木料,三个排屑槽11是沿着切削端在该方向上依次等角度均匀布置,且三个合金刀片4分别与三个排屑槽11一一对应,每个合金刀片4上的刀刃均布置于靠近其对应的排屑槽11一侧;如此在合金刀片4切削废屑后可直接通过其对应的排屑槽11排出,避免废屑在钻体1切削端影响合金刀片4切削废屑,使得钻头排屑更为顺畅,可有效提高钻头切削效率。
32.本实施例提供的合金中心尖3固定于切削端的中心位置;作为优选,合金中心尖3
嵌设于钻体1的切削端中心位置,如此在实现合金中心尖3定位顶紧木料的同时,可便于合金中心尖3更换,避免对钻头进行整体更换,可节约刀具加工材料;当然合金中心尖3也可以采用焊接或螺纹连接等其它固定方式固定于钻体1上,均在本实用新型的保护范围之内;本实施例提供的合金中心尖3的高度为h,且3mm≦h≦4mm。
33.如图2所示,本实施例提供三个合金刀片4固定于切削端端面上,并且三个合金刀片4是以合金中心尖3为圆心等角度分布于合金中心尖3四周,合金刀片4由合金中心尖3底部侧向至钻体1边缘呈直线型延伸设置;且在三个合金刀片4的刀刃上均开设有凹凸相接的r刃口41;作为优选,三个合金刀片4的r刃口41的凸部最高点在同一切削圆周上相互错开;如此在实现钻削工件的同时可有效减小刀具与木料的接触面积,进一步降低切削阻力,加快刀具切削速度;同时该凹凸相接的r刃口41可还起到断屑的作用,提高废料的切割程度以便于切削废料从排屑槽11排出,进而不易损害刀具,在保证刀具切削能力的同时延长其使用寿命。
34.进一步地,所述r刃口41的半径为r,且0.4mm≦r≦1.0mm;本实施例半径r值越小时,加工板材的孔的底面越光滑;半径r值越大时,加工时切削的阻力越小,切削更轻快。
35.本实施例提供的钻体1还包括三个合金划线刃5,三个合金划线刃5均匀固定于钻体1的切削端边缘处,用于切削加工孔的外径;结合合金中心尖3的定位设计,可有效保证钻头在钻大外径孔时的切割平稳性,提高钻头的切割效率,保证所钻的孔较为光洁;在图示的实施例中,合金划线刃5的高度低于合金中心尖3,且合金划线刃5的高度高于合金刀片4;如此在钻削的过程中可通过合金中心尖3先接触被加工工件且定住需加工孔圆心,再由合金划线刃5负责预切削出加工孔的外径,再通过合金刀片4切削掉孔中间需切削掉的部分以完成加工。
36.进一步地,本实施例提供的合金划线刃5位于合金刀片4背离其刀刃刃口一侧,且合金划线刃5靠近其对应的排屑槽11,如此合金划线刃5与合金刀片4为单独切削个体,切削过程互不影响,同时废屑排出更为顺畅。
37.为保证合金划线刃5抗冲击能力,本实施例提供的合金划线刃5的划线轮廓形状为弧形;如此相对于直线刃口在加工时抗冲击能力更好,且切削时更耐磨,从而不易损害刀具,在保证刀具切削能力的同时延长其使用寿命
38.结合图1至图2,本实施例钻头具体实施方式为:
39.在利用本实施例钻头加工木料大外径孔时,可通过定合金中心尖3先接触被加工工件且定住需加工孔圆心,再由合金划线刃5上的弧形刃口负责预切削出加工孔的外径,再通过合金刀片4上的r刃口41切削掉孔中间需切削掉的部分,切削出的废料等由对应的排屑槽11排出,以完成木料切削加工。
40.本实施例钻头采用合金中心尖3对工件加工孔圆心进行定位,结合三个合金刀片4和三个合金划线刃5的布置及结构设计,相对于传统钻头,可有效提高钻头钻削能力,适用于钻出大外径孔,刀具在使用中不易抖动,钻孔光洁质量好;且三个合金刀片4采用凹凸相接的r刃口41结构设计,可有效减小切削时与工件接触面积,在使用切削工件时切削阻力小,进而使刀具在使用时切削声音更小,使刀具切削速度可以加快,进一步避免钻头切削大外径孔时易出现抖动的技术问题,同时该凹凸相接的r刃口41可还起到断屑的作用,提高废料的切割程度以便于切削废料从排屑槽11排出,进而不易损害刀具,在保证刀具切削能力
的同时延长其使用寿命。
41.值得说明的是,上述实施例中钻头是以加工木料深孔为例,但具体并不局限于此,也可以应用于其它塑胶件钻削加工,均在本实用新型的保护范围之内;综上,本实施例提供了一种全新的钻头设计原理,使刀具在使用时切削声音更小,划线刃抗冲击力更高,更耐磨,可有效提高刀具的使用寿命和加工效率,尤其对于钻大外径孔加工,使工件加工质量得到控制,缩短产品制造周期,具有较好的推广实用价值,适合推广应用。
42.本实用新型的说明书和附图被认为是说明性的而非限制性的,在本实用新型基础上,本领域技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中一些技术特征做出一些替换和变形,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1