竹木节段规整工艺及其规整装置
1.本发明涉及竹木加工领域,尤其涉及竹木节段规整工艺及其规整装置。
背景技术:
2.竹木材料被广泛应用于家具制作,所生产的家具具有冬暖夏凉的舒适感,还具有防虫、防霉变、美观、环保的特点,市场需求较大,根据家具的材型需求,对于竹木的加工方式有多种,常见的加工方式有将竹木节分割呈规整的细条、将竹木节蒸煮压成平板、直接截取规定长度的竹木节做规整处理等方式,根据产品的需求选取不同的加工方式。
3.对于一些结构简单的家具直接采用竹木节排列拼凑就形成稳定的主体,这些家具的加工较为高效,将竹木原材裁切成限定长度,对裁切后的竹木节去除外节,再进行表面精处理即可。
4.现有的竹木节去除外节的方式较为低效,人工刨平或机械磨平,由于竹木的直径渐变,竹木节并不是整齐的圆柱体,致使去除外节加工时需要依靠人工经验控制加工流程,才能避免外节去除残留或非外节部位被破坏,加工效率低、劳动强度大。
技术实现要素:
5.本发明的目的是解决现有技术存在的以下问题:现有的竹木节去除外节的方式较为低效,人工刨平或机械磨平,由于竹木的直径渐变,竹木节并不是整齐的圆柱体,致使去除外节加工时需要依靠人工经验控制加工流程,才能避免外节去除残留或非外节部位被破坏,加工效率低、劳动强度大。
6.为解决现有技术存在的问题,本发明提供竹木节段规整装置,包括两个端台,两个所述端台之间设置有中台,端台和中台的表面开设有直线对齐的通口,通口用于穿插竹木节;
7.闭合组件,闭合组件具有多个设置在所述端台内部,闭合组件围绕所述通口等角度分布,闭合组件可朝向通口径向滑动;
8.径向驱动装置,径向驱动装置传动连接所述闭合组件,用于驱动闭合组件沿着所述通口的径向移动;
9.锯条,锯条具有多个,锯条穿过所述通口,锯条与所述闭合组件一一对位,锯条的两端具有轴向孔,闭合组件连接有穿过轴向孔的导向柱;
10.楔形块,若干楔形块与所述锯条一一连接,楔形块沿着所述通口轴向滑动在中台内,楔形块两侧具有对称的斜面;
11.轴向驱动装置,轴向驱动装置设置在中台内,轴向驱动装置具有与所述通口同心旋转的挤压件,挤压件可沿着通口轴向挤压楔形块带动齿条移动。
12.优选的,所述闭合组件包括沿着通口径向滑动的闭合块,闭合块固定连接有衔接件,端台、中台表面通口的边缘具有闭合槽,衔接件穿过闭合槽置于端台外侧,所述导向柱与衔接件连接,径向驱动装置,驱动闭合块沿着径向滑动,使衔接件带动锯条不同聚拢或扩
张,用于夹持或释放竹木节,而导向柱与轴向孔的配合用于锯条发生转动与竹木节贴合,同时轴向孔受导向柱限位使锯条在刮削外节时稳定轴向窜动。
13.优选的,所述衔接件包括方筒,方筒与闭合块固定连接,方筒沿着所述通口径向滑动设置方柱,方柱通过弹簧连接方筒,所述方筒内部安装有微动开关,所述导向柱固定在方柱端部,所有的微动开关与第一驱动器并联,当锯条紧贴挤压在竹木节外壁时,受反作用力使方柱压缩弹簧插入方筒内,直至所有的微动开关受方柱触控时才停止第一驱动器工作,保持此时所有锯条居中收拢,对竹木节固定的同时修整竹木节至笔直状态。
14.优选的,所述径向驱动装置包括转动安装在端台内部的驱动环,驱动环的侧面设置螺纹圈,所述闭合块的侧面具有与螺纹圈啮合的螺纹齿,驱动环传动连接有第一驱动器,所述微动开关与第一驱动器电性连接,第一驱动器带动驱动环旋转,在螺纹圈与螺纹齿啮合驱动下使闭合块同步径向移动。
15.优选的,所述挤压件包括两个与通口同轴转动的调节环,调节环分布在所述楔形块两侧,调节环的侧面转动有挤压楔形块斜面的滚轮,两个所述调节环表面的滚轮错位,所述调节环传动连接有第二驱动器,第二驱动器驱动两个调节环转动,两个滚轮依次挤压楔形块轴向往复滑动,带动锯条往复对竹木节外节刮削。
16.优选的,所述第一驱动器和第二驱动器均采用的是电机,电机的轴端固定齿轮,所述调节环、驱动环外部固定有与齿轮啮合的齿环,电机驱动齿轮和齿环传动,用于驱动调节环、驱动环稳定旋转。
17.优选的,所述楔形块靠近所述锯条的端面垂直滑动插接有伸缩柱,伸缩柱端部固定有u型件,u型件内部开设径向孔,锯条的表面固定有与径向孔滑动适配的限位柱,通过伸缩柱与楔形块滑动插接,保证稳定驱动锯条轴向移动的同时,适应性调整锯条的聚拢程度,而锯条通过限位柱、径向孔与u型件连接,用于适应锯条的旋转调整。
18.优选的,所述锯条的端部排列有若干斜向锯齿,相邻所述锯条的锯齿方向相反,用于往复对竹木节外节刮削。
19.一种使用所述竹木节段规整装置的竹木节段规整工艺,具体步骤如下:
20.a、端台、中台表面的通口构成放置竹木节的通道,截取一定长度的竹木节插入所述通道内,竹木节的长度大于通道的长度;
21.b、通过径向驱动装置驱动所有的闭合组件同步聚拢,使所有的锯条紧压在竹木节的外壁,在导向柱与轴向孔的转动适配下使锯条保持与竹木节平行,由于竹木节的外节部位较为突出,锯条的锯齿与外节部位接触;
22.c、开启轴向第二驱动器驱动两个调节环同步旋转,一侧的滚轮依次挤压楔形块轴向滑动,在其他锯条夹持定位竹木节的同时,其中一个锯条对竹木节的外节部位进行刮削,持续旋转的滚轮依次推动锯条刮削竹木节,另一侧的滚轮依次推动楔形块反向滑动,形成对竹木节外节往复刮削加工;
23.d、驱动锯条扩张,手持竹木节端部旋转角度,再次闭合锯条对竹木节外节刮削,依次类推实现对竹木节外壁全面刮削去除外节。
24.与相关技术相比较,本发明提供的竹木节段规整工艺及其规整装置具有如下有益效果:
25.1、本发明采用六个等角度分布的锯条同步聚拢对竹木节均匀包裹限位,锯条的端
部活动设置,用于锯条与竹木节的外表贴合,驱动锯条挫动对竹木节的外节刮削加工,省时省力,而且锯条同步对竹木节施压将具有拉直效果,保持高质量加工;
26.2、本发明采用两个错位旋转的挤压件对楔形块依次择一轴向推动,使锯条依次对对外节往复刮削,而且非活动的锯条保持对竹木节定位夹持,使刮削加工更加稳定。
附图说明
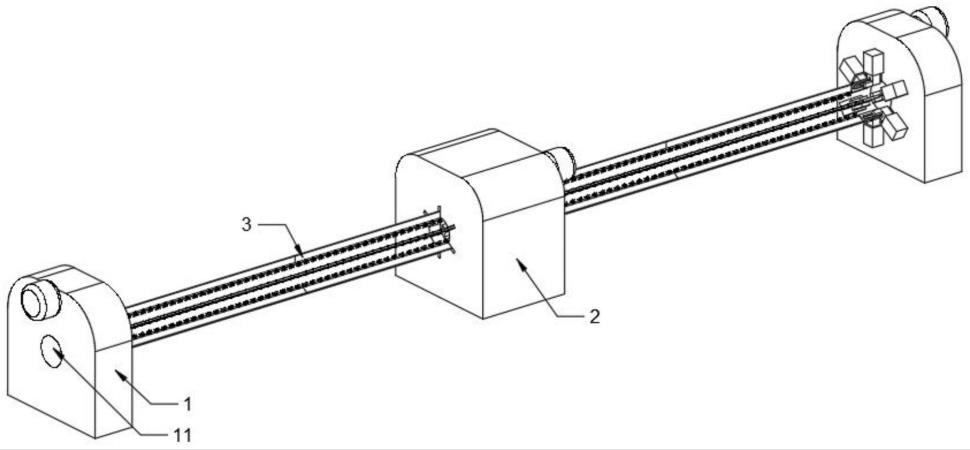
27.图1为本发明的整体结构示意图;
28.图2为本发明的径向驱动装置结构示意图;
29.图3为本发明的螺纹圈和螺纹齿啮合配对示意图;
30.图4为本发明的衔接件分布示意图;
31.图5为本发明的衔接件结构示意图;
32.图6为本发明的锯条分布示意图;
33.图7为本发明的轴向驱动装置结构示意图;
34.图8为本发明的楔形块分布示意图;
35.图9为本发明的挤压件与楔形块对位结构示意图;
36.图10为本发明的锯条与楔形块连接结构示意图。
37.图中标号:1、端台;11、通口;12、闭合槽;2、中台;21、调节环;22、滚轮;23、楔形块;24、第二驱动器;25、伸缩柱;26、u型件;27、径向孔;28、限位柱;3、锯条;31、轴向孔;32、导向柱;4、衔接件;41、方筒;42、方柱;43、微动开关;5、闭合块;6、驱动环;61、螺纹圈;62、螺纹齿;7、第一驱动器。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
39.以下结合具体实施例对本发明的具体实现进行详细描述。
40.实施例一
41.如图1所示,竹木节段规整装置,中台2设置在两个端台1之间,中台2可端台1表面对齐开设圆形的通口11,构成直线穿插竹木节的通道,裁切长度大于通道的竹木节穿入通道内;
42.对竹木节的夹持固定如下:
43.如图2-4所示,将六个锯条3置于端台1之间,并且锯条穿过中台的通口11,锯条围绕通口11等角度分布,在端台内部设置六个闭合组件,闭合组件包括闭合块5,闭合块5围绕通口等角度分布,闭合块5与锯条3一一对应,闭合块5沿着通口11的径向滑动在端台1内部,通口11的边缘开设闭合槽12,衔接件4置于端台1外部,并且衔接件4穿过闭合槽12与闭合块5固定连接,锯条3的端部开设轴向孔31,轴向孔31内穿插导向柱32,导向柱32连接衔接件4,第一驱动器7采用的是电机,电机安装在端台1外部,电机的轴端穿入端台1内部固定齿轮,在驱动环6外部套设齿环,齿轮与齿环啮合连接;
44.夹持竹木节时,电机驱动齿轮旋转,在齿环的带动下使驱动环6转动,在螺纹圈61
与螺纹齿62啮合驱动下使闭合块5同步向中靠拢,在衔接件4的带动下使所有的锯条3紧压在竹木节的外壁,在导向柱32与轴向孔31的转动适配下使锯条3保持与竹木节平行,解除对竹木节的限位时,驱动电机反转,使锯条扩散。
45.如图5所示,衔接件4包括方筒41,方筒41与闭合块5固定连接,方筒41沿着通口11径向滑动设置方柱42,方柱42通过弹簧连接方筒41,方筒41内部安装有微动开关43,所有微动开关43与第一驱动器7电路并联,导向柱32固定在方柱42端部;
46.当锯条3紧贴挤压在竹木节外壁时,受反作用力使方柱42压缩弹簧插入方筒41内,直至所有的微动开关43受方柱42触控时才停止第一驱动器7工作,保持此时所有锯条3居中收拢,对竹木节固定的同时修整竹木节至笔直状态;
47.刮削外节的操作如下:
48.如图7-10所示,在中台2内部围绕通口11设置六个楔形块23,楔形块23的轴向侧面均为对称的斜面,楔形块沿着通口11的轴向滑动设置,轴向驱动装置包括挤压件,挤压件具有两个结构相同的调节环21,调节环21分布在楔形块23两侧,调节环21的侧面转动有挤压楔形块23斜面的滚轮22,两个调节环21表面的滚轮22具有角度差,第二驱动器24采用的是电机,电机安装在中台2外部,电机的轴端同轴固定两个齿轮,调节环21的外部固定齿环,齿轮与齿环对应啮合连接,楔形块23指向通口11轴心的面滑动插接伸缩柱25,伸缩柱25端部固定u型件26,u型件26的内侧开设径向孔27,锯条3的边缘插入u型件26内侧,锯条3的表面固定限位柱28,限位柱28滑动连接径向孔27;
49.对竹木节闭合夹持时,锯条3拉动伸缩柱25相对楔形块23发生径向移动,楔形块23保持稳定位置,在限位柱28与径向孔27的滑动作用下使锯条3可进行角度偏转稳定贴合竹木节,开启电机驱动两个调节环21同步旋转,一侧的滚轮22依次挤压楔形块23轴向滑动,在其他锯条3夹持定位竹木节的同时,其中一个锯条3对竹木节的外节部位进行刮削,持续旋转的滚轮22依次推动锯条3刮削竹木节,另一侧的滚轮22依次推动楔形块23反向滑动,形成对竹木节外节往复刮削加工,驱动锯条3扩张,手持竹木节端部旋转角度,再次闭合锯条3对竹木节外节刮削,依次类推实现对竹木节外壁全面刮削去除外节。
50.如图6所示,六个锯条3的斜角锯齿依次相反设置,用于往复对竹木节外节刮削。
51.一种使用竹木节段规整装置的竹木节段规整工艺,具体步骤如下:
52.a、端台1、中台2表面的通口11构成放置竹木节的通道,截取一定长度的竹木节插入通道内,竹木节的长度大于通道的长度;
53.b、通过径向驱动装置驱动所有的闭合组件同步聚拢,使所有的锯条3紧压在竹木节的外壁,在导向柱32与轴向孔31的转动适配下使锯条3保持与竹木节平行,由于竹木节的外节部位较为突出,锯条3的锯齿与外节部位接触;
54.c、开启轴向第二驱动器24驱动两个调节环21同步旋转,一侧的滚轮22依次挤压楔形块23轴向滑动,在其他锯条3夹持定位竹木节的同时,其中一个锯条3对竹木节的外节部位进行刮削,持续旋转的滚轮22依次推动锯条3刮削竹木节,另一侧的滚轮22依次推动楔形块23反向滑动,形成对竹木节外节往复刮削加工;
55.d、驱动锯条3扩张,手持竹木节端部旋转角度,再次闭合锯条3对竹木节外节刮削,依次类推实现对竹木节外壁全面刮削去除外节。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1