一种新型单板挖补机的制作方法
1.本发明涉及木材加工技术领域,具体为一种新型单板挖补机。
背景技术:
2.随着经济的不断发展和人们生活水平的不断提升,人们对木材及家具的要求不断地提升,传统的天然木材已经很难满足人类的需求。其中胶合板是通过木段旋切成的单板,或是由木方刨切成薄木,再通过胶粘剂进行连接的多层原料。然而天然单板含有许多的缺陷(如节子、虫眼、黑线条等等),这些缺陷如不去除,都会对单板的力学性能产生极大的危害。
3.目前国内市场所有其它工厂生产的单板挖补机冲出的废片都是由风机或压缩空气吹出,耗时较长,比较大的挖补尺寸或单板比较厚的,难以吹出,容易出现废片被冲到单板上层的情况,而且中模具与下冲头之间需要比较大的间隙,综合这两个因素,其挖补速度不能做到很快的问题,故而提出一种新型单板挖补机来解决上述所提出的问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种新型单板挖补机,解决了现有技术中单板挖补过程中的稳定性较差,人工投入成本大,挖补速率较低的问题。
6.(二)技术方案
7.为实现上述目的,本发明提供如下技术方案:一种新型单板挖补机,包括机架,存储连续机构,用于对补条进行推送;挖补机构;所述挖补机构包括有上压装置、下压装置和进给机构,所述上压装置和下压装置相对运动对单板进行压合填补;所述进给机构用于对挖补过程中提供补条;控制器,用于控制挖补连续机构和挖补机构的运行,所述控制器与存储连续机构和挖补机构电性连接。
8.优选的,所述上压装置包括有上油缸,所述上油缸上固定连接有油缸固定板,所述上油缸的输出端通过法兰固定连接有冲头固定板,所述冲头固定板上固定连接有导柱,所述导柱的表面滑动连接有导套,所述导套固定连接在油缸固定板的底部,所述冲头固定板的底部设置有压料板,所述压料板的内部设置有上冲头,所述固定压料板上设置有连接件。
9.优选的,所述连接件包括有螺杆,所述螺杆的一端穿过压料板与油缸固定板螺纹连接,所述螺杆的表面套接有弹簧,所述弹簧的表面套设有弹簧套。
10.优选的,所述下压装置包括有中模具,所述中模具的底部固定连接有导向板,所述导向板的底部连接有下冲头,所述下冲头的底部连接有油缸接轴,所述油缸接轴的底部设置有定位板,所述定位板的底部设置有定位螺钉,所述定位螺钉的底部通过板体与下油缸连接。
11.优选的,所述中模具和导向板之间设置有导向槽,所述定位螺钉设置有两个,且两个定位螺钉以下油缸的对称中心对称分布。
12.优选的,所述进给机构包括有连接架,所述连接架上转动连接有被动夹辊和主动夹辊,所述连接架上通过架体滑动连接有伺服电机,所述伺服电机的输出端与主动夹辊的一侧固定连接,所述连接架的一侧设置有检测架。
13.优选的,所述架体上固定连接有两个滚珠导柱,所述滚珠滚珠导柱上滑动连接有升降定位板,所述升降定位板的底部固定设置有薄型气缸,所述薄型气缸的输出轴与架体固定连接。
14.优选的,所述架体上固定连接有两个滚珠导柱,所述滚珠滚珠导柱上滑动连接有升降定位板,所述升降定位板的底部固定设置有薄型气缸,所述薄型气缸的输出轴与架体固定连接。
15.优选的,所述机架的底部固定安装有升降气缸,所述升降气缸的输出端固定连接有接触板,所述补条放置在接触板上。
16.(三)有益效果
17.与现有技术相比,本发明提供了一种新型单板挖补机,具备以下有益效果:
18.1、该新型单板挖补机,通过设置的存储连续装置使得整体的设备可以实现自动接续补条,使得原本由两个人的工位,直接调整成一个人的工位,既节省了人工的投入,也提高了单人加工的效率。并且整个设备冲裁速度快,单个挖补周期时间较短,运行过程中更加的稳定可靠,进一步的提高了挖补的效率。
19.2、该新型单板挖补机,通过设置的滚珠导柱,导向精度和整体的使用寿命得以提高。并且在下冲头导向板和中模具同时线切割加工,并由小丁定位,降低了冲头调教的难度,避免出现下冲头和中模对齐不准的情况。
附图说明
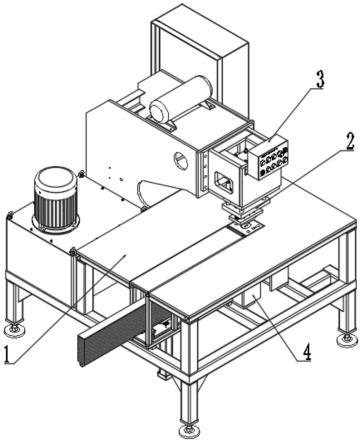
20.图1为本发明提出的一种新型单板挖补机的整体结构示意图;
21.图2为本发明提出的一种新型单板挖补机的侧面结构示意图;
22.图3为本发明提出的一种新型单板挖补机结构的挖补机构的示意图;
23.图4为本发明提出的一种新型单板挖补机的上压装置的正面示意图;
24.图5为本发明提出的一种新型单板挖补机的上压装置侧面示意图;
25.图6为本发明提出的一种新型单板挖补机的进给机构闭合状态示意图;
26.图7为本发明提出的一种新型单板挖补机的进给机构打开状态示意图;
27.图8为本发明提出的一种新型单板挖补机的下压装置正面结构示意图;
28.图9为本发明提出的一种新型单板挖补机的下压装置侧面结构示意图;
29.图10为本发明提出的一种新型单板挖补机的存储连续装置示意图。
30.图中:1、机架;2、挖补机构;21、上压装置;2101、上油缸;2102、导柱;2103、油缸固定板;2104、导套;2105、冲头固定板;2106、压料板;2107、弹簧套;2108、法兰;2109、弹簧;2110、螺杆;2111、上冲头;22、下压装置;221、中模具;222、导向板;223、下冲头;224、油缸接轴;225、定位板;226、定位螺钉;227、导向槽;23、进给机构;231、被动夹辊;232、主动夹辊;233、伺服电机;234、滚珠导柱;235、薄型气缸;236、检测架;237、升降定位板;238、架体;3、控制器;4、存储连续装置;41、前进气缸;42、圆套;43、移动架;44、负压吸盘;45、限位杆;46、升降气缸;47、接触板。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1-10,一种新型单板挖补机,包括机架1,存储连续机构4,用于对补条进行推送;挖补机构2;挖补机构2包括有上压装置21、下压装置22和进给机构23,上压装置21和下压装置22相对运动对单板进行压合填补;进给机构23用于对挖补过程中提供补条;控制器3,用于控制挖补连续机构4和挖补机构2的运行,控制器3与存储连续机构4和挖补机构2电性连接。
33.本实施例中,上压装置21包括有上油缸2101,上油缸2101上固定连接有油缸固定板2103,上油缸2101的输出端通过法兰2108固定连接有冲头固定板2105,冲头固定板2105上固定连接有导柱2102,导柱2102的表面滑动连接有导套2104,导套2104固定连接在油缸固定板2103的底部,冲头固定板2105的底部设置有压料板2106,压料板2106的内部设置有上冲头2111,固定压料板2106上设置有连接件。上下冲头夹持缺陷单板,可以有效避免碎裂废片重叠,在其被补条快速推送时,不会由于惯性而遗留在下冲头上部。导向槽227深度设计不超过被挖补单板厚度的两倍,因此废片被补条可靠地推出导向槽227第一次进补条不影响废片被可靠推出。由补条推送废片,也从根本上改变了废片由风机或压缩空气吹出耗时长,上下两个冲头之间需要的间距大,对于较厚较大废片难以吹出的缺点。
34.进一步的是,连接件包括有螺杆2110,螺杆2110的一端穿过压料板2106与油缸固定板2103螺纹连接,螺杆2110的表面套接有弹簧2109,弹簧2109的表面套设有弹簧套2107。弹簧套2107中的弹簧2109压缩量最大,压料板2106在弹簧作用力下,紧紧地压在单板上
35.更进一步的是,下压装置22包括有中模具221,中模具221的底部固定连接有导向板222,导向板222的底部连接有下冲头223,下冲头223的底部连接有油缸接轴224,油缸接轴224的底部设置有定位板225,定位板225的底部设置有定位螺钉226,定位螺钉226的底部通过板体与下油缸连接。下冲头223导向孔与中模221具凹模孔尺寸一致,两者直接贴合,由销钉定位,利用下冲头223自身作为导向元件,导向精度好,制作和安装调试简便。补条导向槽227在中模具和下冲头223导向板222之间,其深度一般不超过两倍单板厚度,下冲头223行程短,节约流程时间。其特征是下冲头223导向和补条导向槽227在同一零件上。
36.此外,中模具221和导向板222之间设置有导向槽227,定位螺钉226设置有两个,且两个定位螺钉226以下油缸的对称中心对称分布。上油缸2101驱动上冲头2111动作时,还通过弹簧2109作用于压料板2106,压住所修补的单板,使补片可以填补到单板上挖掉缺陷的位置,压料板2106无需额外的机构(如气缸)驱动。其特征是压料板2106由驱动上冲头2111的油缸通过弹簧2109发生作用。下冲头223油缸只提供向上的单作用力,下冲头223冲裁补片并填补到单板中,程序结束,下冲头223停留在上位,其上平面与中模具221上平面持平。此时如果有补条,补条是嵌套在下冲头223上的。下一冲补流程中,上冲头2111冲裁单板缺陷,同时推动下冲头向下,直至下冲头223下限位,缺陷单板由上下两个冲头夹持,碎裂的废片不会产生重叠,避免在被补条快速推出时由于惯性遗留在下冲头223上方。其特征是在冲裁单板缺陷并推出中模具221时,下冲头223由上冲头2111推动向下,形成夹持废片的状态。
废片由上下冲头223夹持,被推送到下冲头223下极限位置后,补条进给,同时将废片向模具外推送。其特征是废片(单板上挖掉的有缺陷的部分)由补条向模具外推送。
37.除此之外,进给机构23包括有连接架,连接架上转动连接有被动夹辊231和主动夹辊232,连接架上通过架体238滑动连接有伺服电机233,伺服电机233的输出端与主动夹辊232的一侧固定连接,连接架的一侧设置有检测架236。架体238上固定连接有两个滚珠导柱234,滚珠滚珠导柱234上滑动连接有升降定位板237,升降定位板237的底部固定设置有薄型气缸235,薄型气缸235的输出轴与架体238固定连接。
38.进一步的是,架体238上固定连接有两个滚珠导柱234,滚珠滚珠导柱234上滑动连接有升降定位板237,升降定位板237的底部固定设置有薄型气缸235,薄型气缸235的输出轴与架体238固定连接。每一次挖补程序运行,伺服电机233驱动夹辊带动补板条向前运行设定距离后,浮动夹辊的高低位置表明一根补条是否用完,如果位置高,触发开关,程序转入自动接续补条流程。其特征是浮动夹辊的高低位置判断是否接续补条。
39.更进一步的是,存储连续装置4包括有前进气缸41,前进气缸41的输出端固定连接有移动架43,移动架43上固定连接有多个负压吸盘44,前进气缸41上通过有板体固定连接有圆套42,圆套42上滑动连接有限位杆45,限位杆45的一端与移动架43固定连接。补条由负压吸盘44吸附并向前推送。补条升降气缸46向上动作,补条贴合到负压吸盘44时,同时触发行程开关导通,薄型气缸235上升,延时到气缸闭合,伺服电机233驱动补条进给设定的接续补条距离,同时将导向槽227中残余补条向外推动,伺服驱动器发出定位完成信号时,补条接续程序结束。机架1的底部固定安装有升降气缸46,升降气缸46的输出端固定连接有接触板47,补条放置在接触板47上。
40.该文中出现的电器元件均与外界的主控器及220v市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
41.工作原理,在上一挖补流程中,下冲头223冲裁补片,并将补片向上推送出中模具221,使其嵌入到要修补的单板中,因为下油缸为单作用,只向上推动,此时冲头停留在上极限位置,此时下冲头223上平面与中模具221上平面基本持平,如果模具中有补条,补条是嵌套在下冲头223上的(仅第一次使用或清理模具,模具中没有补条,其它一般情况下都有补条嵌套在下冲头223上)。新一挖补流程开始,操作人员在标线灯的辅助下,将单板缺陷部位对准冲头,踩下控制开关启动单板挖补作业,第一步上油缸2101向下动作,上冲头2111冲裁单板缺陷部分,同时推动下冲头223向下,一直推送到下冲头223下限位。此时,弹簧套2107中的弹簧2109压缩量最大,压料板2106在弹簧2109作用力下,紧紧地压在单板上。当上冲头2111冲裁并推动缺陷单板时,也同时推动下冲头223向下行走,由于油缸速度很快,实际形成上下冲头夹持缺陷单板的状况,下冲头223到达下限位时,其上平面与导向板222的补条导向槽227平面持平,此时,如果冲头嵌套在补条中,则下冲头223脱离补条,上下冲头夹持的缺陷单板刚好嵌入到补条中上一补片的位置。上油缸2101驱动上冲头2111推动废单板嵌入补条时,活塞上的磁环触发磁性开关1导通,程序转入下一步。当主程序进行第二步运转时,上油缸2101驱动上冲头2111向上动作,当磁性开关断开的瞬间(下降沿触发),触发主程序第三步,此时第二步仍未结束,上油缸2101驱动上冲头2111继续向上,当位于磁性开关上方的磁性开关被活塞磁环触发导通时,程序第二步停止,控制上油缸2101动作的中位封闭型电磁阀阀芯回到中位,上油缸2101立即停止动作。此时上冲头2111下平面的高度,与压料
板2106所压住单板的上平面持平或略高,弹簧套2107中的两根弹簧2109对压料板2106仍有足够的压紧力。主程序第三步,伺服电机233驱动补条进给设定的距离(同时也将废片向导向槽227外推送),伺服驱动器给出定位完成信号。此时如果夹辊中没有补条(前一根补条用完或从未送入补条),则开关导通,转入接续补条子程序。如果夹辊中有补条,则开关不导通,转入主程序第四步。主程序第四步,下油缸驱动下冲头223冲裁补片,并向上推送,使补片嵌入单板上缺陷部位。此时下油缸上部的磁性开关导通,进入主程序下一步。主程序第五步,上油缸2101驱动上冲头2111返回上极限位后,主程序结束。
42.补条接续程序第一步,进给机构23夹辊气缸向下动作,上下夹辊张开,同时真空发生器开启,补条升降气缸46向上动作,补条贴合到负压吸盘44时,同时触发行程开关导通,进入下一步。
43.补条接续程序第二步,补条升降气缸46下降设定时间,程序转入下一步
44.补条接续程序第三步,补条前进气缸41向前动作到前限位时,触发磁性开关导通,程序转入下一步。此时补条前端略微超过上下夹辊中心线。
45.补条接续程序第四步,薄型气缸235上升,延时到气缸闭合,程序转入下一步。
46.补条接续程序第五步,伺服电机233驱动补条进给设定的接续补条距离,同时将导向槽227中残余补条向外推动,伺服驱动器发出定位完成信号时,补条接续程序结束,转入主程序第四步。至此实现对木板的挖补自动补条作业。
47.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1