一种板材全自动高效率排板机及胶合板的加工方法与流程
本发明涉及胶合板排板机,具体为一种板材全自动高效率排板机及胶合板的加工方法。
背景技术:
1、胶合板是由木段旋切成或由刨切成薄木,再用胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相胶合而成;胶合板是家具常用材料之一,为人造板三大板之一,亦可供、、、、和箱等作用材;一组单板通常按相邻层木纹方向互相垂直组坯胶合而成,通常其表板和内层板对称地配置在中心层或板芯的两侧。用涂胶后的单板按木纹方向纵横交错配成的板坯,在加热或不加热的条件下压制而成;层数一般为奇数,少数也有偶数,纵横方向的物理、机械性质差异较小;因此在胶合板生产过程中,需要用到热压机对胶合板进行加工。
2、目前,在胶合板热压成型前,需要对裁剪好的胶合板进行涂胶、排板等作业,由于涂胶和排板是分开作业的,因此涂胶后的胶合板在运输过程中,会存在胶面粘附杂质的问题,另外,对涂胶后的板材进行运输是耗费时间的,因此整体上看待的话,对于胶合板的生产效率是有影响的,进一步的说,胶水在接触空气后,其内部的水分会逐渐蒸发,进而导致运输至排板机处的胶合板的胶水粘合质量是不如刚涂抹完胶水的胶合板的,因此对于胶合板的排板质量也会存在影响,具体表现为,由于胶水粘性的降低,排板后的胶合板之间的粘性较差,因此在对胶合板胚进行运输时,容易出现胶合板之间的相对位移,从而导致生产出来的胶合板四周不平整,为此我们提出一种板材全自动高效率排板机。
技术实现思路
1、基于此,本发明的目的是提供一种板材全自动高效率排板机及胶合板的加工方法,以解决上述背景中提到的技术问题。
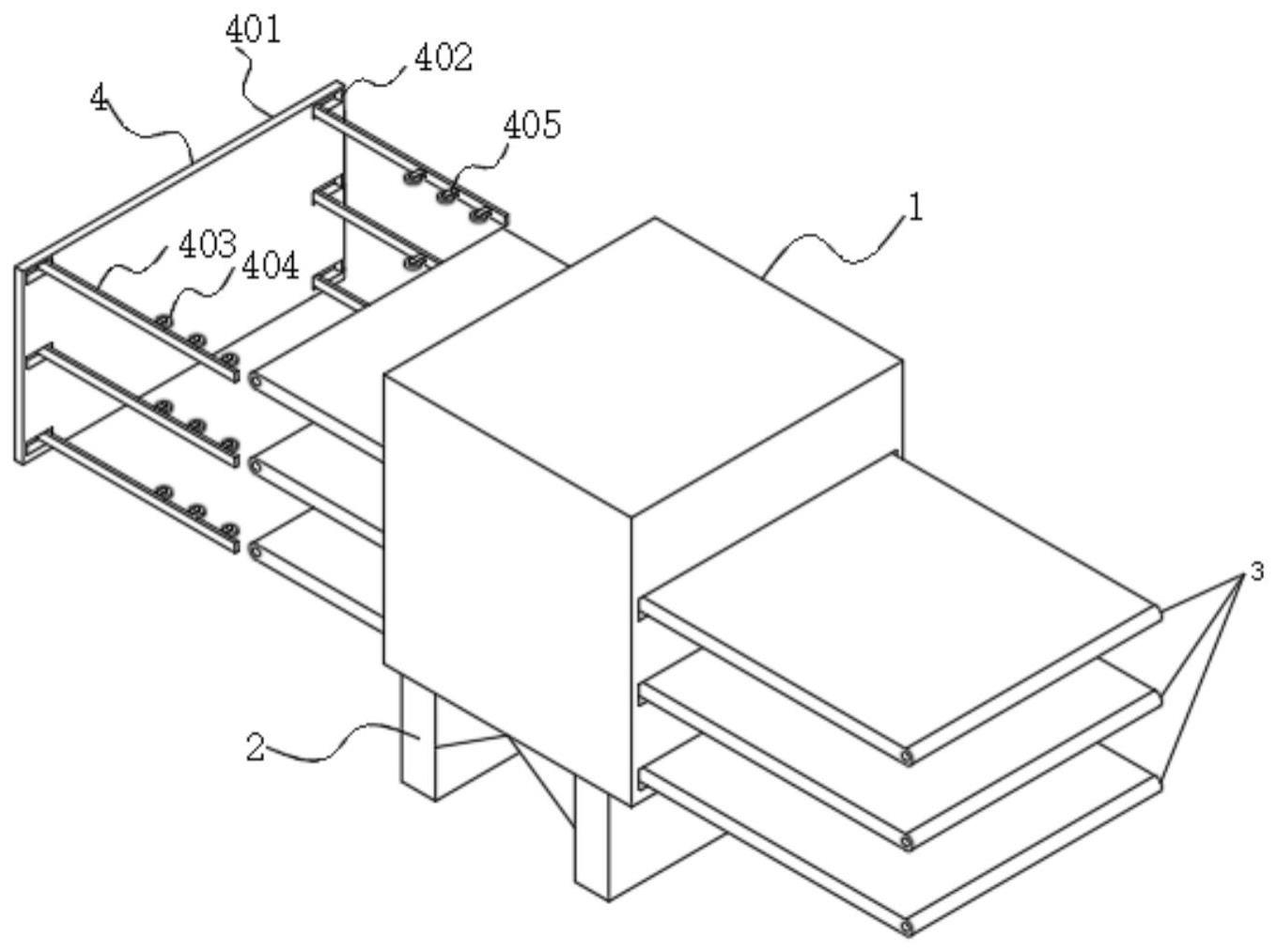
2、为实现上述目的,本发明提供如下技术方案:一种板材全自动高效率排板机,包括装置主体,所述装置主体的底端固定设置有k型支架,且装置主体的内部安装有多组输送带,每组所述输送带的间距相同,且每组所述输送带均与外界驱动源连接,所述输送带的一侧设置有调节组件,且调节组件包括有固定在地面上的竖板,所述竖板的内侧位于地面上安装有上料组件,且竖板的端面设置有驱动组件,所述装置主体的另一侧还设置有排板组件。
3、通过采用上述技术方案,使得涂胶组件与排板机合二为一,既可以减少板材在装置之间运输的时间,也可以避免运输时产生的不必要的麻烦而影响胶合板的生产,对于胶合板的整体生产来说,极大的提高了生产效率,同时,整个排板机的进料与出料均采用了自动的方式进行,人工需要干预的部分极少,整个装置的自动化程度高。
4、本发明进一步设置为,所述竖板的端面开设有滑槽,且滑槽的内壁滑动连接有向靠近输送带方向延伸的调节杆,所述调节杆的数量与输送带的数量匹配,且每一组所述调节杆均安装在与其对应的输送带的一侧上方,所述调节杆的内侧端面安装有自带驱动电机的驱动轮,且驱动轮对称设置在调节杆的内侧端面,多组所述驱动轮之间安装有转动方向与胶合板进料方向相反的打磨轮。
5、通过采用上述技术方案,实现对板材的夹持限位与解除限位的效果,从而能够完成对板的进料过程,并在板材的进料过程中还能够实现对板材外壁毛刺的去除。
6、本发明进一步设置为,所述涂胶组件包括有安装在装置主体内部且位于输送带上方的传送带,且传送带的外壁连接有延伸至装置主体内壁的横杆,所述横杆与装置主体内壁滑动连接,且横杆还与外界驱动源连接,所述传送带的底端端面固定有刮板,且位于刮板的一侧安装有辅助箱,所述辅助箱的端部设置有一端延伸至辅助箱内部另一端向外侧延伸的注料管,且辅助箱的底端安装有多组等间距分布的出料管,所述辅助箱的内部设置有与辅助箱内壁固定连接胶水腔,所述胶水腔的外壁开设有延伸至胶水腔内部溶液腔的出料口,且胶水腔的外壁还套接有与胶水腔外壁滑动连接的密封圈,所述密封圈的外壁与出料管的端部固定连接,所述胶水腔的内部位于出料管的下方安装有叶轮。
7、通过采用上述技术方案,使得涂胶组件具备了自适应调整胶水出料量的功能,从而在对板材端面的凹凸面进行涂胶水,可以很好的控制胶水量,从而使得涂胶完成后的板材端面能够避免凹凸不平的问题。
8、本发明进一步设置为,所述上料组件包括有开设在地面上的凹槽,且凹槽的内部安葬有液压缸,所述液压缸的输出端固定连接有承载板,且承载板在复位状态下其端面的水平高度高于地面,所述承载板的一侧外壁固定连接有向靠近竖板方向延伸的横板,且横板的两侧外壁均固定有向下延伸的齿壁板。
9、通过采用上述技术方案,上料组件实现了板材的分批次分层次上料,从而使得每一组板材均能够移动至其对应的输送带上。
10、本发明进一步设置为,所述驱动组件包括有开设在竖板端面的导向槽,且导向槽的内部设置有向外侧延伸至横板上方的受力板,所述受力板的外壁固定连接有与导向槽内壁滑动连接的限位块,且限位块延伸至竖板的内部并在其外壁固定连接有驱动齿壁板,所述驱动齿壁板的一侧啮合连接有从动齿轮,且从动齿轮与竖板内壁通过单向轴承连接,所述从动齿轮的端面固定连接有收卷筒,且收卷筒的另一端与竖板内壁通过扭簧轴连接,所述收卷筒的外壁缠绕连接有与滑槽外壁连接的拉绳,且滑槽的外壁还固定连接有安装在竖板内壁的复位弹簧,所述从动齿轮、收卷筒、拉绳、复位弹簧共同构成用于驱动滑槽往复移动的驱动单元,所述驱动单元的数量与调节杆适配,且每一组驱动单元均适配的安装在对应的滑槽的一侧,所述驱动单元均采用与驱动齿壁板相同的齿壁板进行驱动,且除了位于竖板顶部的驱动单元,其他所述驱动单元均由安装在横板外壁的齿壁板驱动,所述驱动单元中可以适配性的安装拉绳用的滑轮组,以达到驱动单元的驱动效果。
11、通过采用上述技术方案,驱动组件是对调节组件的控制,使得调节组件能够具备夹持板材进料的功能。
12、本发明进一步设置为,所述排板组件包括有数量与输送带适配的横杆,且横杆的间距与所述输送带之间的间距相同,所述横杆的内侧端面安装有自带驱动电机的出料轮,且出料轮的一端位于横杆的内部设置有用于安装出料轮的安装板,位于最上方的所述横杆的内侧端部设置有调节齿轮,且调节齿轮的内部固定套接有夹板,所述安装板、夹板的端部均安装有驱动气缸,所述调节齿轮竖直移动方向上设置有固定在装置主体外壁的调节齿壁板,所述横杆的一端设置有限位板,且限位板的端面开设有移动槽,所述移动槽的内部安装有丝杆,且丝杆的外壁套接有与丝杆外壁螺纹适配的滑块,所述滑块与移动槽内壁限位滑动连接,所述丝杆的顶端安装有驱动电机。
13、通过采用上述技术方案,排板组件实现了对涂胶完成后的板材进行立即整合的效果,从而最大化的保护胶水的粘附性,使得多组板材排板后具有更高的稳定性。
14、一种胶合板的加工方法,包括下列步骤:
15、s1、通过外界设备将胶合板排板所需数量的板材运送至承载板上,随后使得每一组板材都能够进入相对应的输送带上;
16、s2、输送带运输板材进入装置主体,随后对板材进行涂胶和均匀涂覆作业,使得胶水均匀的被涂抹在板材的端面;
17、s3、使得多组板材在下料挤压的作用下贴合,从而形成排板即形成胶合板的初步形态;
18、s4、取出排板完成的胶合板并运输至热压工艺进行最终的成型。
19、综上所述,本发明主要具有以下有益效果:
20、1、本发明通过设置上料组件、调节组件和驱动组件,首先,通过外界设备将三组板材放置在承载板上,随后启动液压缸,液压缸会推动承载板向上移动,进而使得承载板带动板材向上移动,在向上移动的过程中,位于承载板一侧的横板会在移动至与受力板接触后,挤压受力板在导向槽中移动,并且限位块会辅助受力板的移动,限位块的移动会带动驱动齿壁板移动,使得从动齿轮在驱动齿壁板的作用下转动,从动齿轮转动后会带动收卷筒转动,使得收卷筒带动拉绳移动,拉绳的移动会带动调节杆在滑槽中向靠近板材的方向移动,当液压缸移动至最大行程处时,调节杆也恰好带动驱动轮实现对板材的夹紧限位,随后启动驱动轮,板材在驱动轮的作用下向输送带端面移动,在此过程中,启动打磨轮反向转动,反向转动的打磨轮会起到对板材外壁毛刺的打磨去除效果,从而提高进料板材的质量,也就提高了后续排板的质量,进一步的,启动液压缸向下移动,使得剩余的板材均能够在驱动轮的夹紧限位作用下移动至输送带上进行上料,实现了自动上料的效果,显著提高了生产效率;
21、2、本发明通过设置涂胶组件和排板组件,板材通过输送带进入装置主体后,其会移动至传送带的下方,此时停止输送带的运行,启动驱动电机,使得驱动电机通过横杆带动传送带向下移动,直至刮板移动至板材端面贴合,此时出料管的底端也恰好会与板材端面贴合,进一步的,启动传送带和外界胶水供应装置,传送带启动后会带动外壁的刮板移动,位于前面的刮板会对板材端面灰尘进行去除,与此同时出料管会将胶水散落在板材端面,随着传送带的移动,出料管因此实现对板材的涂胶,在出料管移动的过程中,当其遇到板材端面的凹凸面时,出料管会产生相应的转动,而出料管的转动会直接影响出料口的大小,进而影响出料量,因此出料管能够实现对凹凸面的自适应出料量控制效果,使得涂胶后板材的端面不会出现凹凸不平的效果即实现了对板材端面的平整效果,位于出料管后面的刮板则会起到对胶水的均匀涂覆效果,涂胶作业完成后,板材会通过输送带移动至横杆内侧,启动驱动气缸,驱动气缸会推动出料轮移动实现对板材的夹紧限位,并在出料轮的作用下,使得板材脱离输送带并完全处于横杆之间,随后启动第二驱动气缸,使得夹板移动至板材外壁,随后控制出料轮向远离板材的方向移动,此时板材会在夹板的作用下保持稳定悬空,进一步的,启动驱动电机,驱动电机会带动丝杆转动,丝杆转动后会促使其外壁的滑块移动,滑块的移动会带动横杆移动,使得横杆带动板材向下移动,位于最上方的横板在移动过程中,夹板外壁的调节齿轮会移动至与调节齿壁板接触,因此在调节齿壁板的作用下,调节齿轮会发生转动,进而带动板材转动,使得板材涂胶的一面向下,当两组板材接触后,会在胶水的作用下粘合,随后粘合后的板材会继续向下移动,直至与最底端的板材粘合,从而完成多组板材的整合即排板,上述结构将涂胶和排板整合,进而优化了生产步骤,减少了板材的运输时间,可有效的提升生产效率并避免运输时产生的不必要的麻烦,进一步的,该涂胶组件具备自适应的出料量的控制,能够有效起到对板材端面的修复效果。
- 还没有人留言评论。精彩留言会获得点赞!