一种竹木制品异形加工设备的制作方法
1.本实用新型涉及一种竹木制品异形加工设备,尤其涉及一种给痒痒挠加工挠齿的异形加工设备。
背景技术:
2.现有技术中,给竹木痒痒挠加工挠齿一般是利用铣床在痒痒挠半成品两侧逐一加工出槽体,各槽体之间的半成品形成挠齿,这种加工方式费时费力,且制造成本较高。
技术实现要素:
3.本实用新型目的在于克服上述现有技术的不足,提供一种可提高加工效率、使竹木痒痒挠的制造成本得到有效降低的竹木制品异形加工设备。
4.本实用新型的技术方案是:一种竹木制品异形加工设备,包括工作台,所述工作台的两侧分别设有一多工位挠齿加工机构;
5.所述多工位挠齿加工机构包括壳体、设置于壳体上的多根传动轴、固定在各传动轴端部的小铣刀、一驱动电机以及平移驱动机构和升降驱动机构;
6.所述壳体内前后两端分别具有安装槽,各所述传动轴的一端及中部分别通过轴承转动连接在安装槽上,两所述轴承间的传动轴上还具有传动轮,各所述传动轴的另一端穿出壳体并固定小铣刀,所述驱动电机固定于壳体的一侧并通过传动带与各传动轴相连接。
7.具体的,各所述传动轴等距离设置于壳体上。
8.具体的,所述升降驱动机构为第一气缸,所述第一气缸安装在一底座上,所述壳体通过第一气缸升降连接在底座上。
9.进一步的,所述壳体和底座之间还设有导向杆,所述壳体上具有与导向杆相对应的导向孔,所述导向杆的底部固定在底座上,所述导向杆的上端穿过导向孔。
10.具体的,所述平移驱动机构为第二气缸,所述工作台上设有与底座相对应的滑轨,所述底座滑动连接在滑轨上,所述第二气缸固定在工作台上并与底座相连接。
11.具体的,各所述小铣刀的端部为开设有刀槽的半球形,以开设出内角为弧形的槽体。
12.进一步的,还包括一光电检测器,所述光电检测器设置于工作台上方,并位于两多工位挠齿加工机构之间。
13.进一步的,还包括一控制器,所述光电检测器、第一气缸、第二气缸和驱动电机和控制器相连接。
14.进一步的,还包括一大铣刀,所述大铣刀设置于工作台的一端并由独立的驱动机构驱动,所述大铣刀用于对痒痒挠半成品正面加工出弧形工艺槽。
15.进一步的,所述痒痒挠半成品的后端还具有一夹持部,所述工作台上还具有对应夹持部的夹持臂,所述夹持臂用于夹持痒痒挠半成品的夹持部。
16.本实用新型的有益效果是:由于竹木材质的痒痒挠半成品材质相对松脆,因此本
实用可仅采用一台驱动电机即可驱动各转轴,进而使各小铣刀对痒痒挠半成品加工挠齿,各挠齿可一次成型,有效提高加工效率,并降低能耗,由此减低制造成本。
附图说明
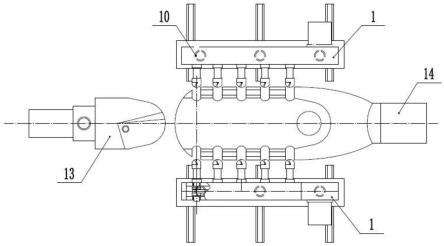
17.图1是本实用新型的结构示意图;
18.图2是本实用新型多工位挠齿加工机构的放大图;
19.图3是本实用新型痒痒挠半成品的结构示意图。
20.图中:多工位挠齿加工机构1、痒痒挠半成品2、壳体3、传动轴4、小铣刀5、安装槽6、轴承7、传动轮8、传动带 9、第一气缸10、滑轨11、底座12、大铣刀13、夹持部14、驱动电机15。
具体实施方式
21.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
22.结合图1和图2所示,一种竹木制品异形加工设备,包括工作台,所述工作台的两侧分别设有一多工位挠齿加工机构1;
23.所述多工位挠齿加工机构1包括壳体3、设置于壳体3 上的多根传动轴4、固定在各传动轴4端部的小铣刀5、一驱动电机15以及平移驱动机构和升降驱动机构;
24.所述壳体3内前后两端分别具有安装槽6,各所述传动轴4的一端及中部分别通过轴承7转动连接在安装槽6上,两所述轴承7间的传动轴4上还具有传动轮8,各所述传动轴4的另一端穿出壳体3并固定小铣刀5,所述驱动电机15 固定于壳体3的一侧并通过传动带9与各传动轴4相连接;
25.由于竹木材质的痒痒挠半成品2材质相对松脆,因此本实用可仅采用一台驱动电机15即可驱动各转轴,进而使各小铣刀5对痒痒挠半成品2加工挠齿,各挠齿可一次成型,有效提高加工效率,并降低能耗,由此减低制造成本。
26.具体的,结合图1和图2所示,各所述传动轴4等距离设置于壳体3上。
27.具体的,如图1所示,所述升降驱动机构为第一气缸10,所述第一气缸10安装在一底座12上,所述壳体3通过第一气缸10升降连接在底座12上;
28.进一步的,所述壳体3和底座12之间还设有导向杆,所述壳体3上具有与导向杆相对应的导向孔,所述导向杆的底部固定在底座12上,所述导向杆的上端穿过导向孔,以使壳体3的升降更为平稳;
29.在另一实施例中,如图1所述,所述平移驱动机构为第二气缸,所述工作台上设有与底座12相对应的滑轨11,所述底座12滑动连接在滑轨11上,所述第二气缸固定在工作台上并与底座12相连接,以驱动底座12进行平移;
30.上述结构中,第一气缸10和第二气缸驱动壳体3,进而带动各小铣刀5进行前后上下的位移,使各小铣刀5同步进刀、退刀和开槽;
31.在另一实施例中,如图2所示,各所述小铣刀5的端部为开设有刀槽的半球形,以开设出内角为弧形的槽体,使痒痒挠更为美观舒适;
32.在另一实施例中,还包括一光电检测器,所述光电检测器设置于工作台上方,并位于两多工位挠齿加工机构1之间,用于检测痒痒挠半成品2是否放置到位;
33.在另一实施例中,还包括一控制器,所述光电检测器、第一气缸10、第二气缸和驱
动电机15和控制器相连接,以便于进行自动化加工;
34.在另一实施例中,如图1所示,还包括一大铣刀13,所述大铣刀13设置于工作台的一端并由独立的驱动机构驱动,该大铣刀13用于对痒痒挠半成品2正面加工出弧形工艺槽,使挠齿彻底成型;
35.在另一实施例中,如图3所示,所述痒痒挠半成品2的后端还具有一夹持部14,所述工作台上还具有对应夹持部 14的夹持臂,该夹持臂用于夹持痒痒挠半成品2的夹持部 14,以避免痒痒挠半成品2在加工过程中产生位移。
技术特征:
1.一种竹木制品异形加工设备,包括工作台,其特征是,所述工作台的两侧分别设有一多工位挠齿加工机构(1);所述多工位挠齿加工机构(1)包括壳体(3)、设置于壳体(3)上的多根传动轴(4)、固定在各传动轴(4)端部的小铣刀(5)、一驱动电机(15)以及平移驱动机构和升降驱动机构;所述壳体(3)内前后两端分别具有安装槽(6),各所述传动轴(4)的一端及中部分别通过轴承(7)转动连接在安装槽(6)上,两所述轴承(7)间的传动轴(4)上还具有传动轮(8),各所述传动轴(4)的另一端穿出壳体(3)并固定小铣刀(5),所述驱动电机(15)固定于壳体(3)的一侧并通过传动带(9)与各传动轴(4)相连接。2.如权利要求1所述的一种竹木制品异形加工设备,其特征是,各所述传动轴(4)等距离设置于壳体(3)上。3.如权利要求2所述的一种竹木制品异形加工设备,其特征是,所述升降驱动机构为第一气缸(10),所述第一气缸(10)安装在一底座(12)上,所述壳体(3)通过第一气缸(10)升降连接在底座(12)上。4.如权利要求3所述的一种竹木制品异形加工设备,其特征是,所述壳体(3)和底座(12)之间还设有导向杆,所述壳体(3)上具有与导向杆相对应的导向孔,所述导向杆的底部固定在底座(12)上,所述导向杆的上端穿过导向孔。5.如权利要求4所述的一种竹木制品异形加工设备,其特征是,所述平移驱动机构为第二气缸,所述工作台上设有与底座(12)相对应的滑轨(11),所述底座(12)滑动连接在滑轨(11)上,所述第二气缸固定在工作台上并与底座(12)相连接。6.如权利要求5所述的一种竹木制品异形加工设备,其特征是,各所述小铣刀(5)的端部为开设有刀槽的半球形,以开设出内角为弧形的槽体。7.如权利要求6所述的一种竹木制品异形加工设备,其特征是,还包括一光电检测器,所述光电检测器设置于工作台上方,并位于两多工位挠齿加工机构(1)之间。8.如权利要求7所述的一种竹木制品异形加工设备,其特征是,还包括一控制器,所述光电检测器、第一气缸(10)、第二气缸和驱动电机(15)和控制器相连接。9.如权利要求8所述的一种竹木制品异形加工设备,其特征是,还包括一大铣刀(13),所述大铣刀(13)设置于工作台的一端并由独立的驱动机构驱动,所述大铣刀(13)用于对痒痒挠半成品(2)正面加工出弧形工艺槽。10.如权利要求9所述的一种竹木制品异形加工设备,其特征是,所述痒痒挠半成品(2)的后端还具有一夹持部(14),所述工作台上还具有对应夹持部(14)的夹持臂,所述夹持臂用于夹持痒痒挠半成品(2)的夹持部(14)。
技术总结
本实用新型公开了一种竹木制品异形加工设备,包括工作台,工作台的两侧分别设有一多工位挠齿加工机构,多工位挠齿加工机构包括壳体、设置于壳体上的多根传动轴、固定在各传动轴端部的小铣刀、一驱动电机以及平移驱动机构和升降驱动机构,壳体内前后两端分别具有安装槽,各传动轴的一端及中部分别通过轴承转动连接在安装槽上,两轴承间的传动轴上还具有传动轮,各传动轴的另一端穿出壳体并固定小铣刀,驱动电机固定于壳体的一侧并通过传动带与各传动轴相连接,本实用新型可一次成型痒痒挠的各挠齿,加工效率高、节能,可降低痒痒挠的制造成本。成本。成本。
技术研发人员:叶昌平
受保护的技术使用者:松阳县森宇工艺品有限公司
技术研发日:2022.08.03
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1