用于分割板材形初始工件的方法以及板材分割设备与流程
本发明涉及根据并列权利要求的前序部分所述的一种用于借助板材分割设备分割板材形初始工件的方法,以及一种板材分割设备。
背景技术:
1、市场已知形式为板材分割锯的板材分割设备,带有供给台、具有锯装置的机器台以及取出台。侧向上存在形式为角尺的贴靠装置,初始工件可以借助于按压装置被按压到贴靠装置上。大规格的板材形初始工件(大多大致为矩形)首先通过纵向切割被分割成多个条带形工件。条带形工件现在自身是就初始工件,这些初始工件通过横向切割和可能地还通过后续补充切割被进一步分割,由此获得至少一个完成的分离工件。
2、在此,由木材或者说木材原料制成的板材形工件在纵向切割(纵向分割)时基于内应力倾向于构成弧形的变形。由此获得的条带形长形初始工件因此尤其是在其纵向方向上是屈曲的。因此在变形后的条带形工件紧接着被横向分割时,可能在完成的分离工件中出现品质缺陷。这些品质缺陷可能表现为在分离工件的切割棱的直角性方面的偏差以及切割棱长度尺寸与额定尺寸的偏离。
3、由de 102018 110 941a1已知一种具有检测装置的板材分割设备。检测装置布置在角尺的区域中,并被用于获知初始工件上的工件屈曲。
4、此外,由于识别到的初始工件的不允许的屈曲可能促成所谓的“无应力切割”。
5、de 102018 110 942a1描述了一种具有检测装置的板材分割设备,检测装置位于在机器台的区域中,用于检测初始工件上的工件屈曲。de 4437 290c1公开了一种初始工件上的无应力切割。
技术实现思路
1、本发明的目的是给出一种用于分割板材形初始工件的方法,该方法能够以大的尺寸稳定性以简单的方式制造至少一个分离工件。
2、该目的通过具有并列权利要求特征的方法和板材分割设备实现。有利的改进方案在从属权利要求中给出。
3、本发明能够通过较高的尺寸稳定性来改善完成的分离工件的品质。此外,与所要求的品质不相应且因此必须被拣出的这种分离工件(次品)的数量被减少。这又总体上缩短了制作时间,因为较少的次品件必须进行重新制作。也优化了资源(例如工具),因为需要较少的加工过程。此外,本发明与初始工件或者说分离工件的材料类型和几何形状无关。
4、具体而言,这点通过用于尤其是借助板材分割设备分割板材形初始工件用以制造至少一个分离工件的方法来实现。板材分割设备例如可以是带有供给台、具有分割锯的机器台和取出台的这种板材分割设备。板材分割设备部分地可以手动被操作,例如通过处在取出台的区域中的操作人员,或全自动工作,例如通过使用机器人,机器人不仅搬运初始工件,而且搬运分离工件和可能的半成品件。
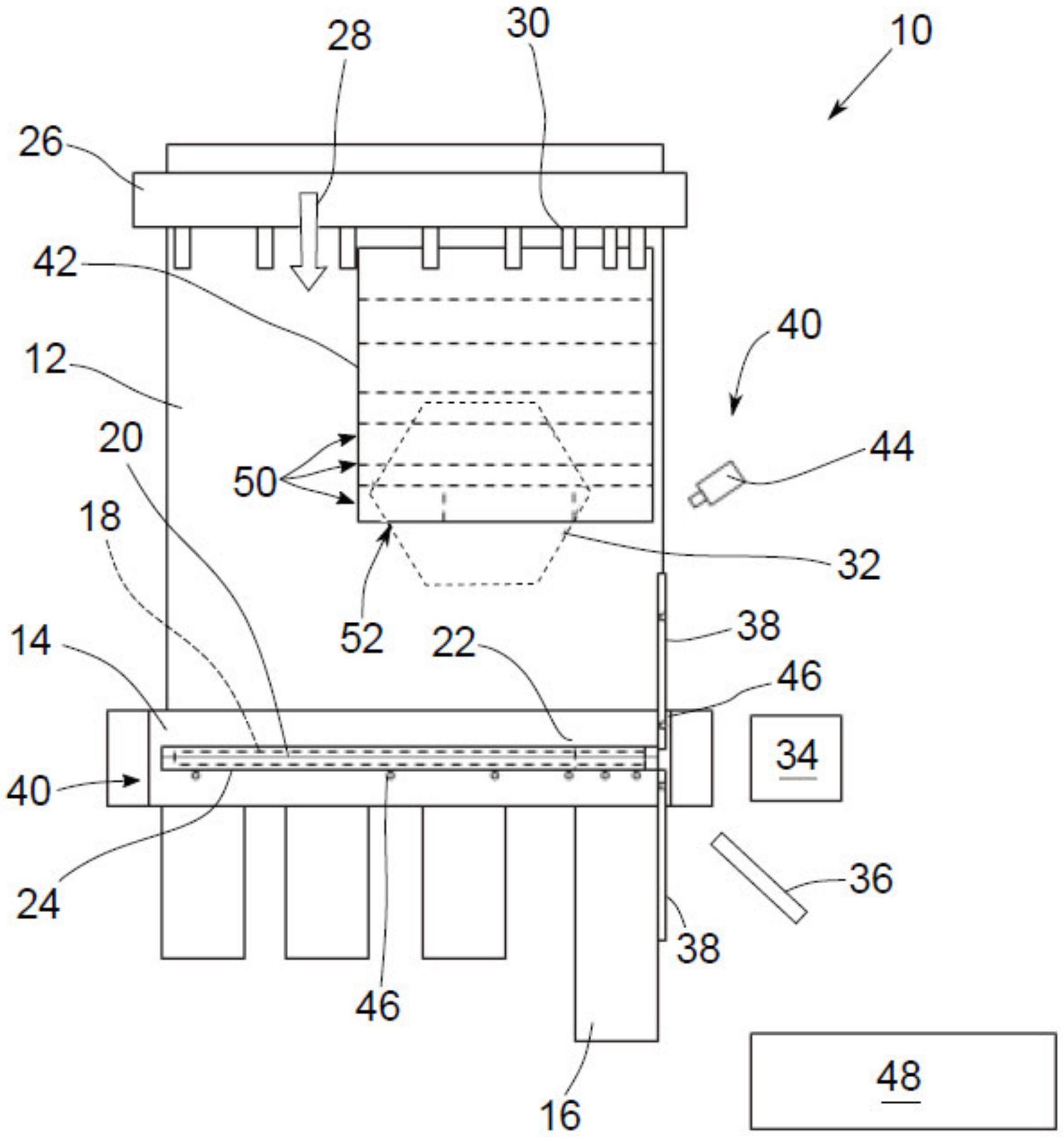
5、根据本发明的方法首先除其他外包括步骤(a),其中,初始工件的实际几何形状特性尤其是借助自动检测装置来检测。为此,例如可以使用图像检测装置(例如相机),其观测板材分割设备的至少短时地布置有初始工件的区域。但是,作为自动检测装置也可以考虑无触碰或触感工作的测距装置,其例如布置在角尺中和/或平行于板材分割设备的分割线布置。不仅初始工件的额定几何形状特性,而且实际几何形状特性例如可以包括初始工件的侧边缘的屈曲。但是,初始工件也可以具有整体屈曲的形状。在此,在这一点上要指出的是,术语“屈曲”不仅理解为屈曲半径,而且理解为任何另外的参量,该参量能够推断出初始工件的侧边缘的形状。这点例如也可以是相对于笔直参考线的间距值等。但是,不仅初始工件的额定几何形状特性,而且实际几何形状特性也可以是另外的参量,例如两个相邻的侧边缘之间的角度或侧边缘的尺寸大小或相对置的侧边缘的平行度偏离。可以将测量到的实际几何形状特性分配给材料并为了进一步例如在优化后续切割计划时的使用被存储在数据库中。
6、根据本发明的方法还包括在步骤(b)中获知初始工件的实际几何形状特性是否处在额定几何形状特性的允许范围内。该获知优选自动地借助自动计算装置,例如计算机或板材分割设备的控制和/或调节装置进行。允许范围限定了希望的理想值的允差范围。相应的几何形状特性的允差范围取决于成品件的目标允差和后续加工步骤并可以针对一相应的工件进行限定并被存储在制作数据组中。
7、此外,根据本发明的方法还包括在步骤(c)中:如果在步骤(b)中获知的初始工件的实际几何形状特性没有处于额定几何形状特性的允许范围内,于是尤其是借助自动计算装置获知待制造的分离工件的预计实际几何形状特性是否处于额定几何形状特性的允许范围内。因此从初始工件的实际几何形状特性,或考虑到初始工件的实际变形,以及随后计划用于制造完成的分离工件的分割过程,或随后计划用于制造多个分离工件的分割过程出发,尝试预测该分离工件或多个分离工件的外观可能是什么样,以及其预计实际几何形状特性与对应的希望额定几何形状特性相比如何。为了预测预计实际几何形状特性可以使用由相同或类似材料(例如一个批次中)和/或初始工件的相同初始规格制成的之前已制作的分离工件的测量值和数据组。
8、分割过程通过待制造的分离工件的顺序、切割的数量、工艺步骤的顺序以及用于制造分离工件的各个工艺步骤的参数来限定。这种参数例如可以是推进速度、按压力、压力梁和/或夹钳的夹持力、切口的宽度等。
9、在此,在这一点上要指出的是,对于待制造的完成的分离工件而言重要的几何形状特性可以与对于初始工件而言重要的几何形状特性不同。例如,步骤c)可以包含:预测在待制造的分离工件的情况下两个相邻的笔直边缘之间的预测实际角度会是如何。在很多常见工件中理想的额定角度为90°。这同样可以包含:预测待制造的分离工件的边缘的预测实际长度与理想额定长度相比会是如何,或待制造的分离工件的预测形状偏离、例如其侧边缘的笔直度会是如何。为了获知例如可以引入经验计算模型,这些经验计算模型在使用自动计算装置的相对较少的计算能力的情况下能够实现已提到的预测。此外要指出的是,对于待制造的完成的分离工件而言重要的额定几何形状特性可以与对于另外的待制造的完成的分离工件而言重要的额定几何形状特性不同。例如分离工件的侧边缘的允许屈曲半径可以取决于完成的分离工件的侧边缘的长度以及使用目的。
10、最后,在步骤d)中根据步骤c)的结果(待制造的分离工件的预测品质是否处在允许范围内)尤其是自动地促成动作或者说措施。该动作本身可以是自动的,即例如包含通过自动装置的搬运,但其不是必须的,因此也可以包含通过操作人员的搬运。所述促成仅仅是自动的,例如通过产生控制信号用于自动搬运装置或输出指令到操作人员。
11、在一种改进方案中提出:如果所述获知表明分离工件的预计实际几何形状特性没有处在允许范围内,于是步骤d中的动作包含:使用不切削动作优先于切削动作的逻辑。该改进方案的优点在于,导致板材材料被附加消耗的切削动作根据可能性被避免,由此总体上节省了材料。
12、在一种改进方案中提出:如果所述获知表明完成的分离工件的预计实际几何形状特性基于初始工件的变形而没有处在允许范围内,于是步骤d)中的动作包含:尤其是借助自动计算装置获知,通过改变从初始工件中制造分离工件的顺序(即通过改变切割计划)是否能够实现分离工件的预计实际几何形状特性处于允许范围内。这点是非切削动作的特别简单实现的可能性,在完成的分离工件中确保了所要求的品质。在一优选设计方案中,该动作因此具有优于所有另外的可能动作的优先性。
13、在一种改进方案中提出:如果所述获知表明分离工件的预计实际几何形状特性没有处在允许范围内,于是步骤d)中的动作包含:尤其是借助自动计算装置检查,分离工件的预计实际几何形状特性是否能够通过初始工件的变形而接近额定几何形状特性,使得预计实际几何形状特性处在允许范围内。在整体上香蕉形屈曲的初始工件中例如可以设想,借助按压装置将初始工件相对于侧向上的角尺按压并由此以强制方式带至笔直形状。这种按压装置和这种角尺在常见的板材分割设备中无论如何都是存在的,从而该-非切削的-措施既不引起附加成本,也不要求复杂地改变工艺步骤。
14、在根据本发明的方法的一种优选设计方案中,该动作被附加或替换地实施,如果优先重新分类(改变顺序)不能或尚不能确保分离工件中的所要求的品质的话。针对该附加加工步骤的前提条件是条带形初始工件中的材料可用性。通常为此例如使用切割计划中设置的开始区段和结束区段。此外可行的是,将初始工件中计划的分离工件去掉并因此得到针对进一步的加工步骤的材料。被去掉的分离工件于是可以在后续切割计划中被补充制作。这点要么自动地,要么手动利用机器操作者的经系统支持的引导来进行。
15、在一种改进方案中提出:如果所述获知表明分离工件的预计实际几何形状特性由于初始工件的变形而没有处在允许范围内,于是步骤d)中的动作包含:尤其是借助自动计算装置来检查,通过在(还没有完全完成的)分离工件上的至少一个附加(切削的)加工步骤是否能够实现完成的分离工件的预计实际几何形状特性处于允许范围内。因此,在该改进方案中首先接受的是,尚未完全完成的分离工件(其在这种程度上形成了半成品件)尚未与实际品质要求对应,而是只有通过至少一个后续的附加加工步骤才能达到所希望的品质并因此可以制造出完成的分离工件。在根据本发明的方法的一种优选设计方案中,该动作被附加地实施,如果工件的与此相关优先的变形(例如按压到角尺上)不能或尚不能确保分离工件中的所要求的品质的话。
16、作为附加加工步骤可以考虑完全不同的加工步骤。例如已知的是所谓的“刮切(kratzschnitte)”。在这种刮切的情况下例如借助锯装置仅加工工件的边缘,更确切地说以一加工宽度,该加工宽度通常不大于锯片的宽度或厚度。边缘因此几乎仅被“刮擦(angekratzt)”。类似的效果也可以通过例如借助铣削机组的加工来实现。通过这种刮切例如可以拉直初始工件上的首先略微偏斜的且沿初始工件的加工方向在前的边缘。紧接着将初始工件相对于分割装置推移并通过分离工件的紧接着的分割过程被分离。以这种方式通过仅一个附加加工步骤获得了两个相对彼此平行的边缘,其中,一个通过刮切且另一个通过实际的分割过程来制造。
17、替换地或附加地也可以考虑,将分离工件首先分割成过大尺寸并分割成相邻边缘之间的角度例如实际上不符合规定,因此被制造为具有比希望实际在完成的最终制品中更大的几何尺寸的半成品件。之后利用单独的补充步骤将半成品件制造为实际希望的几何尺寸且例如制造具有相邻边缘之间的实际希望的90°角度。
18、同样替换或附加地可以考虑,首先在初始工件上结合所谓的“插入切割(einsatzschnitt)”。这种不将工件完全切割开,而是其可以要么在一端,要么在两端具有相对于工件边缘的间距。由此提高了初始工件的挠性,且可以至少部分地减少初始工件中存在的应力并由此减少初始工件上存在的变形。因此可以将以这种方式准备的初始工件较简单且较有效地例如借助按压装置按压到贴靠装置上,并由此至少以大致笔直指向。当然,在这种情况下必须随后通过附加切割作为废料处置原始工件的被带入插入切割的那个区域。该附加切割也可以作为相对于插入切割的刮切来加上。不言而喻,所有上面提到的附加工作步骤要求相应地改变分割计划(切割计划)。
19、在一种改进方案中提出,本方法还包括下列步骤:针对初始工件重新计算一切割计划,使得原本从初始工件待分离的工件中的至少一个在针对初始工件的该切割计划中被去掉并在一针对另一初始工件的切割计划中被考虑。由此节省加工步骤。
20、在一种改进方案中提出,本方法还包括步骤:尤其是借助自动计算装置使用至少一个关于来自之前制作的已制作工件的数据组,以获知预计实际几何形状特性以及至少一项校正措施的效果。由此改善了方法准确性。
21、在一种改进方案中提出,数据组包含下列参数中的至少一个:
22、-关于初始工件的工件布置和参量;
23、-已执行切割的数量;
24、-多个工艺步骤的顺序,这些工艺步骤可以包括:将初始工件定位在切割线上;在角尺上对工件进行取向;将初始工件夹持在机器台上;置入插入切割;置入刮切等;
25、-用于制造分离工件的各个工艺步骤的参数,其中,这些参数可以包括:压力梁的按压力;按压装置的按压力;锯架的推进速度;锯片的类型;插入切割的长度;刮切的长度等;
26、-已落实的校正措施,连同其校正结果。
27、在一种改进方案中提出:如果尤其是通过自动计算装置的检查表明,通过步骤d)中的措施使得分离工件的预计实际几何形状特性处在允许范围内,于是将关于相应的一个措施或多个措施的信息输出至使用者。在最简单的情况下因此告知使用者分离工件的制造顺序,即所谓的“分割计划”或“切割计划”将被改变或已被改变。在最困难的情况下告知使用者,需要多个附加加工步骤。
28、信息的输出可以经由显示屏和/或声学地通过信号和/或语言信息进行。也可以考虑颜色信号等。
29、在一种改进方案中提出:如果尤其是通过自动计算装置的检查表明,通过步骤d)中的措施不能实现分离工件的预计实际几何形状特性处在允许范围内,于是将初始工件拣出并补充制作。如果上面提到的措施都不能制造品质足够的分离工件,这就是所谓的“最后一招(ultima ratio)”。
30、在一种改进方案中提出,本方法还包括步骤:如果初始工件的实际定向与额定定向不对应的话,针对操作人员产生信号,由此操作人员将初始工件转动到额定定向中。这是基于这样一种考虑,即如果具有凹形屈曲边缘的弧形初始工件朝向贴靠装置定向,则这对于通过按压到贴靠装置(例如角尺)上的方式来对初始工件进行上面提到的笔直取向而言是有利的。在这种情况下,即可以通过按压装置基本上居中地抓持在工件的背离贴靠装置的边缘上,以非常简单的方式将初始工件至少大致笔直地取向。
31、在一种改进方案中提出:在步骤a)中测量到的初始工件的实际几何形状特性、在步骤c)中计算出的分离工件的预计实际几何形状特性以及在步骤d)中促成的动作或者说措施在属于分离工件的数据组中被直接存储在板材分割设备的存储器中。但是,这种数据也可以存储在外部数据库中,例如云。此外可以通过下列参量来补充数据组,该参量表征所执行的校正措施的有效性。产生的工件数据组可以被提供给机器控制装置和/或上级系统(该系统监控用于制造分离工件的完整加工工艺),以便为了优化随后的切割计划和即将进行的加工工艺而使用这些工件数据组。通过数据库可以识别或存储关键材料并在将来在优化时予以考虑。在优化时例如可以落实下列措施:
32、-在关键材料的切割计划中补入无应力切割;
33、-在关键材料的切割计划中计划较宽的切口;
34、-在非关键材料的切割计划中去除无应力切割;
35、-在初始工件的切割计划中视宽度和位置而定重新分类条带形的待分离工件;
36、-视长度和在条带形初始工件中的位置而定,对条带形初始工件中的待分离工件进行重新分类;
37、-根据材料确定切口参量;
38、-在切割计划中对纵向条带进行重新分类。
39、在一种改进方案中提出,初始工件是从初始板材中分离出的条带或者说是条带形的,即长度明显大于宽度。这种初始工件通常在板材分割设备中借助所谓的纵向切割(纵向分割)在第一次分割大规格板材形初始工件之后获得。
40、在一种改进方案中提出,,分离工件的实际几何形状特性和额定几何形状特性包括分离工件的相邻笔直边缘之间的角度,和/或分离工件的边缘的长度,和/或分离工件的侧边缘的笔直度偏离。这些都是有意义且能够简单地进行检测的几何形状特性。
41、在一种改进方案中提出,尤其是借助自动计算装置在步骤c)中使用优选经验的计算模型。由此简化了根据本发明的方法的实现。
42、本发明还包括一种板材分割设备,用于将板材形初始工件分割成多个分离工件,该板材分割设备包括:分割装置,尤其是锯装置;和尤其是自动的检测装置,用于检测初始工件的实际几何形状特性。根据本发明,板材分割设备还具有尤其是自动的计算装置,用于检查至少一个分离工件的预计实际几何形状特性是否处在额定几何形状特性的允许范围内,如果初始工件的实际几何形状特性没有处在所述额定几何形状特性的允许范围内的话;以及
43、-控制装置,用于根据计算装置的检查结果来促成动作。优选地,板材分割设备为此包括用于存储程序码的存储器和用于处理程序码的处理器,但是也可以考虑通过fpga或asic来实现。
44、优选地,板材分割设备被设置和构造用于执行上面记载的方法中的至少一个。
45、在一种改进方案中提出,自动检测装置包括图像检测装置和/或无触碰的测距装置。
- 还没有人留言评论。精彩留言会获得点赞!